



- 收藏
- 加入书签

甲醇回收方案变更分析及设施设计
 打开文本图片集
打开文本图片集
摘 要:项目是甲醇收回方案及设施的变更,从变更甲醇回收方法的重要性出发,结合某企业六车间情况,首先分析了工艺变更的内容,包括引入甲醇蒸馏技术和超重力装置等,然后讨论了全新回收方案需要用到的安全设施,针对工艺系统、设备与管道、电气和自控仪表制定了详细的设计方案,最后取得了预期成果,希望为有关从业人员提供帮助。
关键词:甲醇回收;设施设计;变更分析
引言
目前,我国已经成为最大的甲醇生产和消费国家,甲醇年产能在全球占比达到65%左右。然而,我国甲醇生产原料的来源主要是煤炭,煤制甲醇产量在国内的占比约为80%。在传统煤化工生产环节中,二氧化碳的排放量较大,其中,每生产1t甲醇排放的二氧化碳约为3t,随之带来的环境污染问题也得到了行业相关人员广泛关注。现阶段,“碳达峰、碳中和”已经成为时代发展的最新主题,国家和环保行业对煤制甲醇发展的限制力度明显增加,在此背景下,如何更好地设计甲醇回收方案,对甲醇回收基本设施进行更新变得尤为重要。本文研究的甲醇回收变更方案整体效果明显,在具体实施过程中,可不改变原有建筑,只是新增超重力装置,方案实施应用后,甲醇回收的安全性得以保证,并且具有较强的经济价值。此外,设施设计可以通过中控室远程操作控制,减少现场操作人员数量,实现对甲醇回收风险的高效把控。
1 项目概况
某企业车间现有瑞巴派特装置可通过①保温反应②升温回流③浓缩④固液分离等操作,获得离心母液和粗产品,其中,离心母液的甲醇含量约为70%。现阶段,上述蒸馏方法的分离效果已经无法满足要求,分离所得甲醇的含量、性能指标均不理想,且分离产生的离心母液通常被视为危废,需委托第三方机构加以处置。出于控制处置危废的成本、减少溶剂消耗、提高回收甲醇的可靠性与安全性、提高回收率的考虑,该企业管理层决定对甲醇蒸馏方法进行变更,创造性地引入超重力装置,使甲醇回收率达到预期水平[1]。
2 六车间工艺变更
2.1 甲醇蒸馏技术
甲醇蒸馏技术是一种常用的分离、纯化甲醇的方法,其原理是基于甲醇和水的不同沸点,通过加热、冷却的过程,将甲醇和水分离,从而得到纯净的甲醇。甲醇蒸馏技术的主要步骤包括加热、蒸发、冷凝和收集,在蒸馏过程中,先将混合物加热至甲醇的沸点,使甲醇蒸发,再将蒸发的甲醇冷凝,得到液态的甲醇,同时将未蒸发的水留在蒸馏器中,实现甲醇和水的分离[2]。现阶段,该技术在工业生产中广泛应用于甲醇的提纯和制备,科学使用该技术,可以有效地分离甲醇和水,提高甲醇的纯度及质量,满足不同应用领域的需求。
2.2 超重力回收装置工艺流程
与浓缩釜相连的离心机负责分离废液,废液将统一转移到甲醇回收釜内,随后,启动夹套蒸汽,对釜内甲醇做汽化处理,甲醇经新引入超重力精馏器处理后,到达一级冷凝器内,由冷凝器对甲醇蒸气进行冷凝,冷凝液进入回流罐,不凝气则经由换热器顶所开设气相出口到达二级冷凝器,接受冷冻盐水的降温处理[3]。处理后,冷凝液经过企业分离器到达回流罐。回流罐内部的液体主要由流量计调节阀负责控制,液体会按照一定比例向超重力精馏器自带动盘内部回流,受离心力作用,和处于上升状态的蒸汽交换,交换后,液体将再次被运往回收釜。而回收罐另外一条通路的作用是经由调节阀对采出量加以控制,保证采出量、回收釜内部液体的质量之比始终是1:2。以罐内组分实际纯度为依据,采出不符合要求的甲醇,同时将符合要求的甲醇运送到成品槽。
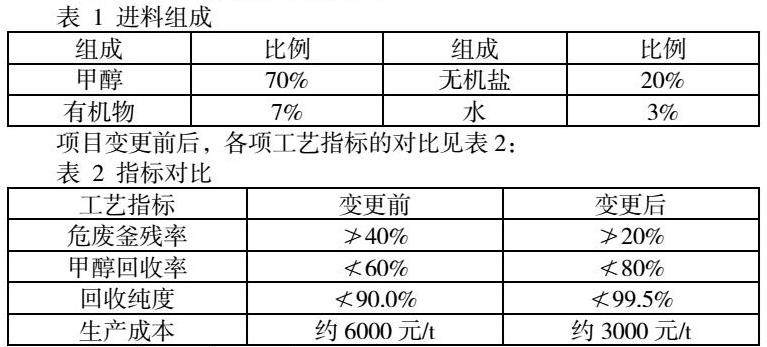
2.3 变更前后工艺参数对比
车间工艺装置的进料组成见表1:
项目变更前后,各项工艺指标的对比见表2:
3 安全设施的设计采用
3.1 工艺系统
本项目先后采取了防腐蚀、防泄漏等措施,通过自动化、密闭化且管道化的操作,将物料泄漏的概率降至最低。现场使用的管件、阀门和管线材料,均有符合要求的耐腐蚀性、寿命以及强度。报警、检测仪表由DCS系统负责控制,该系统既能够实时设置仪表性能参数,又可以详细显示仪表运行状态,达到统一控制的目标。对于可能存在有毒或是可燃气体的区域,同样要设置GDS系统。有超压可能的设备,均要加装爆破片或是安全阀,排放管管口处增设阻火器,并在输送泵的出口附近安装压力表、止回阀,以免由于物料回流,导致管路被堵塞,进而引起泄漏或是其他安全事故。为避免误操作、停水以及停电造成设备超压,现场的压力系统、压力容器均需要按照规定安装安全阀。考虑到在紧急情况、误操作情况下,管道或是设备有较大概率出现超压问题,要想保证管道、设备内部系统压力符合要求,最有效的措施便是加装爆破片、安全阀,泄压后端连接有管道,物料可经由该管道被运往排放罐内部。
3.2 设备及管道设计
本项目需要使用特种设备,加大安全管理力度十分重要。为保证设备安全,客户方委托已获得相关资质的第三方机构全权负责安全附件的设计、生产与安装,酌情采取安全措施,使设备安全得到有力保证。
3.2.1 紧固件、垫片
工艺管道为WN,材质是S30408。消防水、空气和一次水管道的垫片均为PTFE平垫片,冷凝水管和蒸汽管道垫片为缠绕式垫片,输送工艺物料的管道共使用两种垫片,分别是缠绕式垫片、非金属材质的平垫片。循环冷却水管道紧固件为Ⅰ型螺母+六角螺栓,氮气管道紧固件与冷却水管道相同,蒸汽管道紧固件为Ⅱ型螺母+全螺纹螺柱。
3.2.2 管道、设备防护
管道架空敷设于非燃烧体支架正上方。蒸汽管道通过方形补偿器或是自然补偿进行补偿,保温材料选用优质岩棉。采购、制造设备时,严把采购管和质量关,与获得生产特种设备资质的企业合作,根据实际情况,制定管理及维护方案。设备正式投入使用后,定期检修并校验设备的附属仪表、安全附件、调控及保护装置,形成文字资料。无论是管道、管道基础、管道支吊架,还是设备、设备基础,均要选用不会燃烧的材料,另外,在选择管道、设备保温层材料时,同样要分析材料易燃性[4]。安装阀门时,要保证安装位置不会干扰检修、操作以及拆装阀门的工作,手轮与操作平台、地面之间的高度差以1.2m为最佳。根据机组、设备需要,对阀门数量加以确定,保证隔断的有效性、可靠性。
3.3 电气设计
电气设计环节,有关人员根据现场情况,对不同电气设备的负荷等级进行了确定,其中,一级负荷包括报警系统、仪表控制系统,二级负荷包括尾气处理系统、循环水塔等,剩余电气设备均归入三级负荷阵营[5]。本项目配电沿用配电间内部既有预留回路,无需对配电室进行调整。照明同样沿用既有照明,省略增设局部照明的步骤,使项目更具有经济性。爆炸区域所安装电气设备均为防爆设备,且防爆等级达到ExdⅡBT4。控制电缆、信号电缆和低压电缆均需要沿已经建成的电缆桥架敷设,敷设方式为明敷。电缆桥架则要沿建筑梁柱或工艺管桥敷设。由于本项目不存在新增建筑,因此,无需变更既有防雷设施。对新引入设备做静电接地处理时,有关人员充分利用了既有系统,通过镀锌扁钢,将新引入设备与车间内部既有接地网相连,管道跨接用6mm²的铜绞线相连,新引入的金属构件和钢架均和既有等电位相连,保证接地装置实测冲击接地电阻在4Ω以内。如果测量发现电阻超过4Ω,则要增设由镀锌角钢制成的接地极,搭配使用由镀锌扁钢制成的接地支干线。
3.4 自控仪表及火灾报警设计
由于现场建有DCS系统,因此,有关人员决定直接变更,以既有系统自带备用卡件为抓手,结合实际情况科学设置桥架,明敷控制线缆。为供气系统加装管路时,要将排污点设置在管路最低处,同时将球阀排污阀设置在干管末端以及最低处。车间对供气系统的要求十分严格,干管配管、总管均需要选择不锈钢材质的钢管,以确保管路性能、寿命符合预期。接地线优选分绿、黄两色的接地线,其防静电接地、工作接地均独立存在,与控制室内部所配备端子箱相接。安装在车间内部的仪表, 其防护等级应达到IP65或以上,安装在安全区域的柜、盘,其防护等级应达到IP44。电缆桥架、仪表等设备均要与附近的保护系统相接。新引入仪表气由供应站提供,气压在500~700kPa间。供气管路通过架空的方式敷设。敷设管路的过程中,要绕开震动强烈、高温以及腐蚀区域,如果无法绕开存在不安全因素的区域,应及时采取恰当措施,为现场设备、人员安全提供保护。现场共安装以下几类自动化仪表:水表;磁翻板液位计;耐震压力表;隔膜压力表;双金属温度计。远传自动化仪表包括转子流量计、可远传的磁翻板液位计、压力变送器、温度变送器。调节阀优选启动薄膜阀,切断阀为气动开关阀,配有电磁阀、限位开关。
4 业绩成果
项目变更后,车间经济性、安全性以及风险可控性均得到改善,具体表现为:一是车间内部回收甲醇的装置更加安全,操作人员即使身处中控室,也能够远程控制回收过程,保证风险可控。二是生产所产生大量离心母液均被运往超重力装置并接受蒸馏处理,经过处理的甲醇,其性能指标与生产投料质量有关要求相符,可以再次投入使用。处理产生的蒸馏残液,通常由有处理危废资质的第三方机构负责处置。通过估算能够发现,车间在回收甲醇、委外处置危废等环节所创造的经济效益能够达到15万/月,与客户方心理预期相符。
5 结语
本文基于甲醇回收方法的变更问题,就回收工艺变更、安全设施的采用展开分析,最终经过甲醇蒸馏技术、超重力装置的应用,证明了变更后回收方案的有效性,解决了传统回收方法的不足,基于此证明了回收装置对甲醇回收效率、安全性的重要性,并提出了针对性的建议。综上所述,本文以实际项目为例,提出了一种全新的甲醇回收方法,对其他企业有借鉴和指导价值。
参考文献:
[1] 李小刚, 管秀明, 于泳. 1,4-丁二醇生产技术经济分析及废甲醇回收工艺研究[J]. 化工设计通讯, 2023, 49(07): 4-6.
[2] 刘文辉, 赵月刚, 汪泽强. 大型煤化工企业甲醇罐区VOCs回收技术应用探讨[J]. 山东化工, 2023, 52(11): 241-244.
[3] 朱利丹, 赵立强. MTBE生产工艺中甲醇回收酸性腐蚀酸碱中和应用浅析[J]. 流程工业, 2022(10): 26-28.
[4] 袁社路, 法耀锋, 张言村, 等. 甲醇装置变换系统含氨废水回收利用研究与技改总结[J]. 中氮肥, 2022(05): 44-47.
[5] 郑明奎, 费建国, 宋艳红. 杀虫单二次结晶母液浓缩冷凝液甲醇回收技术改造[J]. 中国盐业, 2022(12): 50-51.
作者简介:丁杨,男,汉族,1987.07-,安徽池州人,本科,工程师,研究方向:安全管理

 京公网安备 11011302003690号
京公网安备 11011302003690号


