



- 收藏
- 加入书签

生产线投料系统及厂房消防系统改造研究
 打开文本图片集
打开文本图片集

摘 要:本文是生产线投料系统的优化以及厂房消防系统的技改研究,从改造投料和消防系统的必要性出发,结合某有机硅公司的实际情况,介绍了对投料系统进行自动化改造的方案,针对手动加料存在的弊端,提出了新增仪表及管道系统、DCS系统还有机器人加料系统的建议,讨论了厂房消防系统的技改方向,具体涉及消防管路改造、消防设备改造两方面,分析了项目改造效益,指出本次改造所取得成果基本达到预期,希望为行业内从业人员提供参考。
关键词:生产线;投料系统;消防系统
引言
对消防系统的改造优化,不仅能够满足当前工厂产线安全生产需求,也能够确保生产线投料系统功能更加稳定。针对生产线而言,需要重点关注投料系统,注重材料输送系统构建,通过做好自动化组装设备安装测试,采取与之相关的自动化生产设备,使得生产线的结构更加紧凑,各个部分的连接更为准确科学,为材料的自动化传送与加工提供支持。文章基于对本项目生产线投料系统与厂房消防系统改造施工的研究,为节能环保发展理念落实夯实了基础。
1 项目概况
目前,某有机硅公司决定对既有生产线进行升级,通过新建传输管线和改造投料系统,提高生产线的自动化程度,使各批次产品的生产时间从3.05h缩短至2.5h,液体硅橡胶年产能达到6000t。除此之外,公司管理层还要求对厂房内部既有消防系统进行技改,以提高厂房安全系数,为工人的安全提供保障。
2 生产线投料系统自动化改造
2.1 手动操作加料弊端
原生产线投料的方法是利用气动桶泵将200L容量大桶内的原辅材料均匀打入10L容量或20L容量的小桶,在电子秤上分别称量空桶重量A(电子秤去皮清零)、盛料后小桶重量B、投完料后小桶的重量C,利用减重法的原理来精确计算原辅材料加入重量,防止因物料本身粘性导致的挂壁而影响加入量,物料加入量=B-C。随后,由工人拎桶,通过人工的方式将原辅材料添加到对应移动反应器内[1]。手动加料存在以下弊端:单批次生产会耗费大量时间,产能与市场发展需求不匹配;加料精度不理想;劳动强度大;现场狭窄的空间内需要摆放大量物料,加之产线附近有较多机动车辆驶过,难以保证工人的安全。为解决上述问题,决定根据成品仓库布局新建生产线,在增加产品产能的前提下,针对性地引入全新技术,以弥补原生产线的缺陷。
2.2 自动化改造
2.2.1 仪表及管道系统
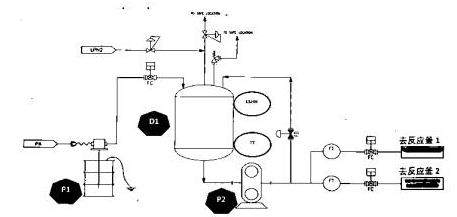
新添加6个存储原辅材料的储罐、泵送原料的齿轮泵、仪表还有管道系统,以达到自动化加料的目的,如图1所示。先用叉车将物料平稳转移至罐区,再用桶泵将200L容量大桶内的物料转移到储罐内,该环节用液位计对储罐液位加以控制。在生产线有加料的需要时,利用DCS系统远程启动储罐自带的出料泵,以当时生产的产品配方为依据,用质量流量计和自动阀门来自动计算和精确控制加入量,将储罐内的物料打入反应器,确保物料能够直接参与产品的生产。
2.2.2 DCS控制系统
以储罐出口管线为载体,加装质量流量计,对打入反应器的物料总量进行计量,在DCS系统的配合下,实现对加料重量的精确控制。此外,为解决工人加错料的问题,还引入了红外扫描系统,产品生产过程中,该系统主要负责对桶身标签所标记物料名称、具体批号加以识别,将识别所得到信息同步至DCS系统,由DCS系统对比预设信息、红外扫描系统所提供信息,由此解决打入物料种类和生产线所需要物料种类不符的问题[2]。
上文所提到的DCS系统与集中控制系统的区别主要体现在架构层面,该系统采用分布式架构,将控制任务分散到各个控制单元,实现了更高的可靠性、可拓展性和灵活性。DCS系统由控制器、工作站和现场仪表组成,其中,控制器负责实时监测、控制和调度生产过程中的各个参数及设备,工作站用于人机交互以及监控操作,现场仪表负责采集和传输现场数据,各个组件通过通信网络相互连接,实现数据的共享和传递[3]。利用DCS控制生产线物料投加的优点主要体现在以下几个方面:一是系统采用分散式架构,各个控制单元之间可以独立运行,即使某个单元故障,其他单元仍然可以正常运行;二是系统可以根据企业的需求扩展升级,生产规模扩大或新增生产线时,只需添加新的控制单元和工作站,无需修改整个系统的结构;三是系统可以根据不同的工艺流程定制,通过灵活的控制策略和参数配置,满足各种复杂的工业过程控制需求;四是系统能够实时采集、处理和存储大量的数据,通过数据分析和统计,帮助企业完成生产过程的优化和改进,提高生产效率、质量;五是系统提供直观友好的人机界面,便于使用者监控和操作设备,通过图形化界面和报警系统,及时发现并解决问题,降低操作风险。
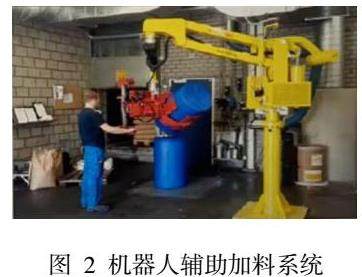
2.2.3 机器人辅助加料系统
原生产线投加主料需要用到抱桶器、叉车,先将抱桶器固定在叉车自带的叉齿上,再通过抱桶器固定200L容量大桶,最后操作叉车提高大桶,将同类主料投加到反应器内。该加料方式需要频繁使用叉车,对操作空间有严格要求,但由于现场空间有限,因此,工人的安全极易受到威胁。针对该情况,决定使用Dalmac公司生产的MAXIPARTNER Equo MEC气动机器人手臂替代传统叉车,在工人的操作下完成加料。
该装置由多个气动驱动的关节组成(如图2所示),可以模拟人类手臂的运动,具有高速度、高精度和灵活的优点,工作重量最大为260kg,工作半径最大可达3800mm,提升高度在900mm至3200mm之间,工作压力最小是0.8MPa。采用气动元件作为动力源,通过压缩空气驱动关节的运动,响应速度快、控制方便且成本低,适用于高速操作和重复动作。装置由多个关节连接而成,每个关节都可以独立控制,此种设计使得手臂能够实现多自由度的运动。由于气动驱动的特性,该装置的关节运动速度较快,能够在短时间内完成任务,同时可以结合高精度的传感器和控制系统,实现精确的位置、姿态控制。设计灵活,可以根据具体应用需求定制,以适应不同的操作任务。装置通常采用轻量化材料和结构设计,具有较低的惯性和冲击力,降低了意外损伤和安全风险。现阶段,该装置被广泛应用于自动化装配线、包装和搬运系统等领域,能够提高生产效率、减少劳动力成本,同时保障质量和安全。需要注意的是,虽然该装置具有高速度和高精度等优点,但受气动驱动特性影响,其控制系统相对复杂,需要酌情采取恰当的控制策略,以确保稳定和可靠的运行。事实证明,改用机器人后,现场安全系数明显提高,同时工人的劳动强度也有所减小。
3 厂房消防系统改造
3.1 消防管路改造
厂房火灾危险类别是丙类,要求耐火等级达到二级,本项目中,将物流区改造成工艺生产区,为保证该防火分区独立运行,需改造消防管路。本次改造厂房已配备水喷淋系统、灭火器和室内外消火栓系统,改造对象为水喷淋系统、灭火器以及室内消火栓。改造方案及要点如下:对厂房进行全面的消防管网布置设计,考虑厂房的结构、用途、火源情况以及人员疏散等因素,决定通过消防水管网向厂房提供消防用水,供水的水管直径350mm,供水压力为9bar,确保管路覆盖全面,达到最佳的灭火效果。改造时,选用不燃性材料作为消防管材料,可耐高温、耐腐蚀,同时能够保证管材连接方式的可靠性和耐久性。室内消火栓单体设计流量是25L/s,考虑到厂房内自动喷淋灭火系统已经投入使用,按照GB50974-2014规定,单体设计流量可以减少到10L/s,火灾延续时间未发生改变,仍为3h。消火栓供水管的直径为100mm,供水压力在0.85Mpa左右,管后安装有减压专用阀组,经过减压处理后,供水压力减小到0.58Mpa左右,对应出口压力为0.35Mpa。改进既有排水系统,调整排水井、管道和排水泵等部分,确保消防用水能迅速排出而不影响灭火效果。除喷淋系统外,某些区域需要用到喷洒管路、喷嘴和泵站等组件组成的喷洒系统,根据实际需要和防护要求正确安装。更新自动火灾报警系统,与消防管路联动,以实现火灾的早期发现和迅速报警。改造后的消防管路具有清晰的标识,标识内容包括管道名称、流向箭头和紧急关闭阀等,具体见图3。
3.2 消防设备改造
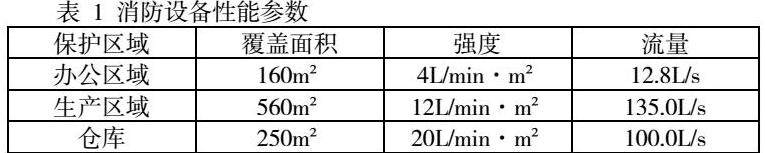
厂房内新增数具手提灭火器,以应对中危险级的火灾。其中,生产区、排烟机房应配置10具保护距离能够达到12m的干粉灭火器,日用罐区配备6具保护距离可达9m的干粉灭火器[4]。灭火器统一放置在专业的灭火器箱内部,且各配置点所配置灭火器的数量均应为2具,二者互为备用,以免由于灭火器失效,导致火情蔓延。另外,目前,厂房办公区域、生产区域和仓库均存在喷水灭火系统,喷水覆盖面积和强度见表1:
改造生产区域实测净高在8m至12m间,喷水覆盖面积约160m²,强度约20L/min·m²,流量约68L/s,未达到喷淋系统所设计流量的最大值,故将系统流量调整至135L/s,在连续1h不间断供水的条件下,单次用水量在486m³左右[5]。
4 改造效益分析
本项目取得了以下效益成果:通过改造投料系统,液体硅橡胶的年产量增加到6000吨,工业产值增加约11700万元,为企业高质量发展提供有力支持;通过调整原有生产工艺,压缩了批次时间,减小了劳动强度,提高了安全系数;通过改造消防系统,提升灭火效果和速度,使得灭火水能迅速覆盖火源,更加有效地控制和扑灭火灾;通过更换管道还有阀门,减少泄露和故障的可能性;通过更新水泵和电气设备,确保系统能够正常工作。综上,本项目表明企业对员工、客户的安全负责,提升了企业的社会形象和声誉。
5 结论
基于投料系统、消防系统技改项目,就改造方案及要点展开讨论,通过新增仪表和管道系统、引入DCS系统、改用机器人加料系统,证明了投料系统技改方案的有效性,使生产线自动化投料的设想成为现实。此外,根据厂房内的情况,提出改造消防系统的建议,并分别针对消防管理、消防设备制定了完整且可行的改造方案。综上所述,本文结合某有机硅公司情况,制定了对投料系统、消防系统进行技改的方案,对其他公司的技改项目有指导价值。
参考文献:
[1] 燕利珍, 郑志枭, 王寅, 等. 消防系统设置及洁净电子厂房建设过程检测分析[J]. 安装, 2023, (S2): 71-72.
[2] 杨婧雯. 电子类生产厂房建筑消防系统的设计与选型[J]. 上海建设科技, 2023, (03): 18-21.
[3] 苏冠领, 余金永, 李元庆. 工业机器人投料系统在自动化生产线上的应用研究[J]. 科技创新与应用, 2022, 12(15): 166-169.
[4] 赵东升. 超大型电子工业洁净厂房给排水及消防系统设计[J]. 中国给水排水, 2021, 37(14): 99-104.
[5] 钱仁飞, 刘志坚, 马俊滨, 等. 化纤生产线中原料智能化精准配料及投料系统改进研究[J]. 合成纤维, 2019, 48(06): 52-56.
作者简介:陈健,男,汉族,1974.10-,江苏苏州人,硕士研究生,工程师,研究方向:安全管理

 京公网安备 11011302003690号
京公网安备 11011302003690号


