



- 收藏
- 加入书签

天然气长输管道全焊接球阀设计探究
 打开文本图片集
打开文本图片集
摘 要:本文介绍了如何更经济实惠地选用全焊接球阀主体低温材料,并且阐述了如何解决球形阀体单条焊缝支撑板式全焊接球阀焊接成型时同轴度问题,更深入的优化了双活塞DPE阀座结构,更好的达到DIB-1的4重密封效果。并给出了批量生产时各个零部件详细的质量控制要求。
关键词:全焊接球阀;低温材料;支撑板式;阀座结构;质量控制
1.引言
全焊接球阀作为长输管线上的重要设备,本文旨在通过对低温材料的选择,结构的合理优化,批量生产的质量控制,攻克了全焊接球阀在低温高压环境下的技术壁垒,使国内生产的全焊接球阀更好的服务于俄罗斯石油天然气以及长输管线市场。
2.项目概况
该项目主要是俄罗斯天然气工业股份公司Gazprom地面以上不带加长杆阀门口径DN50--DN500,公称压力10.0MPa的输送天然气管线用光杆全焊接球阀。该项目要求在低温环境下达到多重密封效果,这样就要求每个密封结构都要设计合理,并且属于批量生产,各个质量环节都要严格把控,才能有效的完成订单任务。
3.全焊接球阀结构特点及工作原理
3.1全焊接球阀结构特点
全焊接球阀通过特殊的焊接连接结构,没有任何泄漏点,具有极高的密封性能和可靠性。阀体材料与管道材质相同,不容易出现应力集中。其特点包括高强度、耐高温、耐腐蚀、快速启闭和可靠的密封性能。全焊接球阀广泛应用于石油、天然气、化工、电力等行业,特别适用于高温、高压和腐蚀介质的工作环境。
3.2全焊接球阀工作原理
全焊接球阀基本工作原理是利用球体的旋转来控制介质的流动,通常采用手动、电动或气动驱动方式,使得开关操作更加方便高效。球阀密封解析:在球阀阀座的预紧力以及输送介质压力的共同作用下,会在某一流通方向上产生一定压差的密封作用力,在此密封作用力下会使阀座的软、硬密封圈发生弹性或塑性变形,用来补偿球体本身的微量变形、圆度公差以及加工后表面的粗糙度,使得密封圈完全紧密贴合在球体表面以达到密封效果。
4.全焊接球阀设计方案
4.1低温主体材料的选择
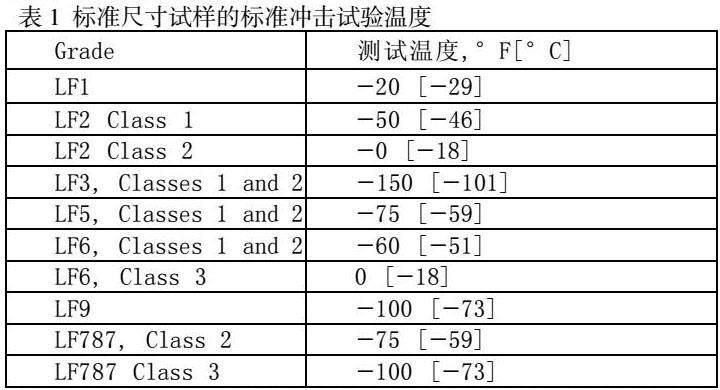
当环境温度达到-60℃,全焊接球阀主体材料需要选用ASTM A350-LF5或ASTM A350-LF9,但出于经济因素考虑也可在ASTM A350-LF2 Class1(-46℃)锻件基础上进行调整改进,以满足-60℃下的低温冲击U型缺口试验KCU冲击功大于等于30焦耳。如表1给出各个材料的标准冲击试验温度。
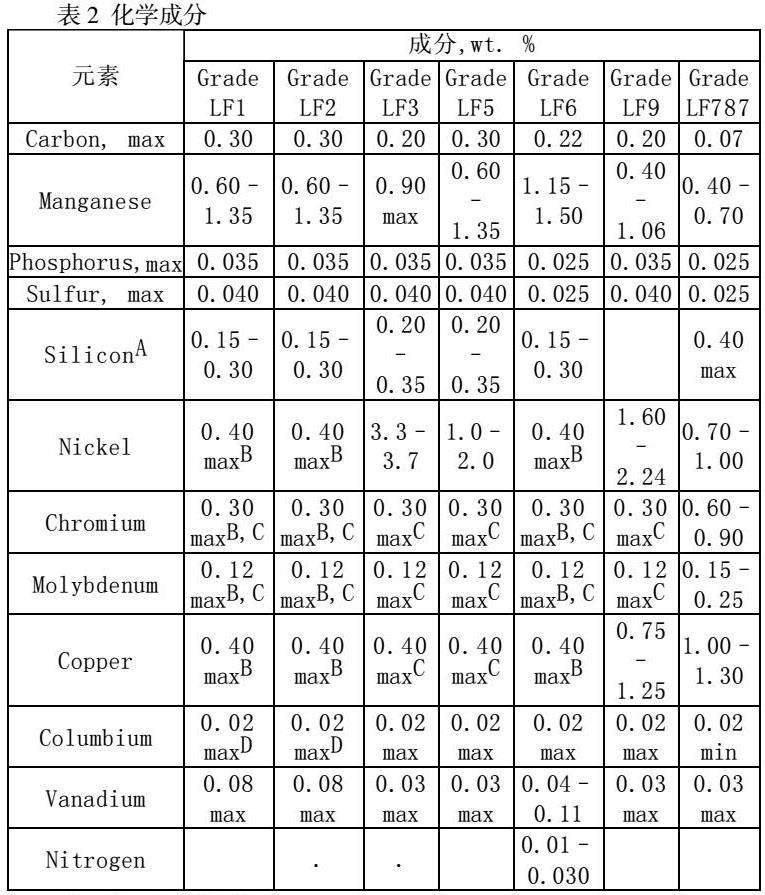
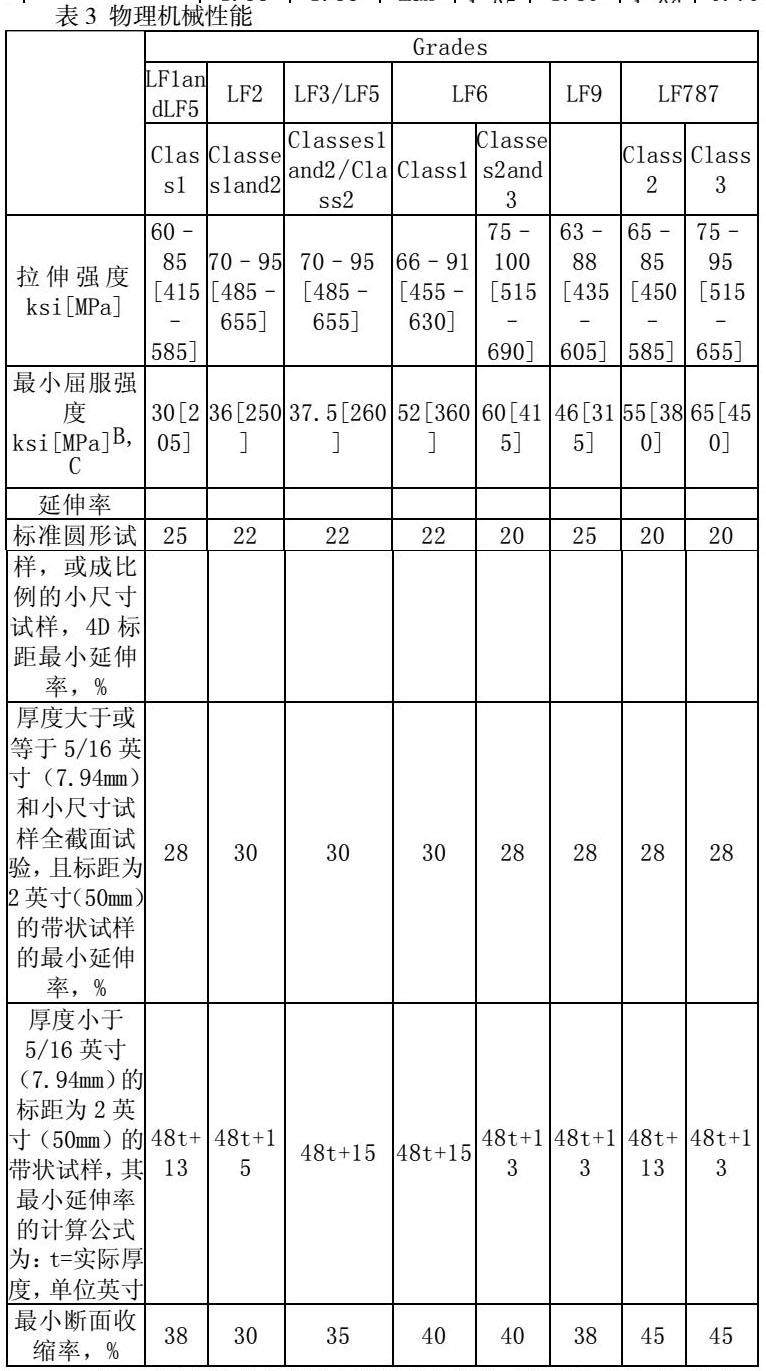
通过对比LF5与LF2材料的化学成分以及物理的机械性能分析,首先在材料化学元素上要注意,控制好对低温冲击关键的金属元素锰Mn,控制其含量在0.95%-1.3%之间,标准值为0.6%-1.35%。金属元素锰Mn在工业合金钢的金相组织和热处理的作用有:锰元素有非常好的脱氧性和脱硫性;在铁素体、奥氏体中固溶,使奥氏体区增大,使得临界状态时的温度升高;能大范围降低工业合金钢的马氏体的相变温度以及合金钢中的相变速度,使得钢的淬透性提高,从而使残余奥氏体含量增加;均衡、细化了合金钢的调质组织,从而避免了碳化物在渗碳层中汇集成块。锰元素对合金钢力学性能的作用有:伴随着锰元素在材料中的占比越来越高,合金钢的导热系数会成倍下滑,线性热膨胀系数上升,造成速热或速冷产生较大内应力,易使材料出现裂纹,故一定要控制好锰元素的最高含量;合金钢中的锰元素与硫元素会生成硫化锰,而因为硫化锰具有较高熔点,阻碍了硫化铁薄膜的生成,使合金钢的塑性增强而热脆性消失,提高了合金钢的加工性能;锰元素在一定程度上会使钢晶粒粗化,如果冶炼、浇铸还有锻打后冷却的温度和时间没有把控好,那么合金钢出现白点缺陷的几率会大大增加,所以一定注意LF2的热处理冷却方式;锰含量提高了钢的易切削性、强度以及淬透性。还有镍Ni的含量要达到最大值0.4%,在钢中加入镍Ni,可以提高钢的强度和冲击韧度,Ni和Cr配合加入效果更加,但保证其他微量元素,铜、镍、铬、钒和钼的总含量不得超过1.00%。其次是对LF2的热处理方式和冷却方式的控制。选用淬火,炉温控制在920±20℃,保温时长3-4小时,选用水冷的冷却方式,之后再回火,炉温控制在630±20℃,保温时长3-4小时,选用空冷的冷却方式。从化学元素和热处理两个方面控制就可以达到LF2在-60℃下的低温冲击U型缺口试验KCU的冲击功大于等于30焦耳。改善原材料基础性能的技术方案是经过多年的实践使用经验总结出来的,已经经过国外许多项目的认可与考证。
4.2保证球形阀体单条焊缝支撑板式全焊接球阀焊接成型时同轴度
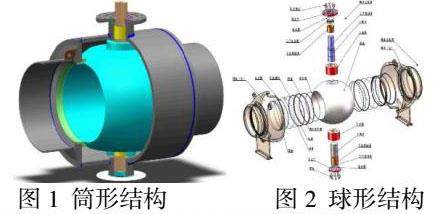
全焊接球阀的主体结构一般有锻打或无缝钢管焊接而成的筒形结构(图1)还有热模锻造而成的球形结构(图2),筒形结构的优点有加工工序少、易装配、费用低、寿命长。中道阀体与两侧阀盖分别焊接,产生了两条焊缝,在焊接过程中产生了大面积的热影响区域,使得横向、纵向变形概率大大提高,造成多种复杂的残余应力。当阀门与管道焊接到一起后,管道应力和载荷都会顺着管道传递到阀体上,使阀体产生振动,扭矩变大,故一般多用于管道压力较低的城市集中供热管线上。球形结构的阀体结构稳定、不容易受外力挤压而变形、弯曲,整体性能好,批量生产成本会低于筒形结构阀门,适用于高温高压的苛刻工况环境。此项目选用球形阀体,随着现代锻压技术、焊接工艺技术的发展,还有日益先进的焊接设备,热锻压成型的左右阀体中间仅有一条焊缝,焊缝少,热影响区域小,降低变形的风险,且焊缝与阀座有一定的距离,焊接时产生的热量不会对阀座造成损伤,因此焊缝的底层根部可以焊透,并进行多层焊接,达到单面焊双面成型的效果。
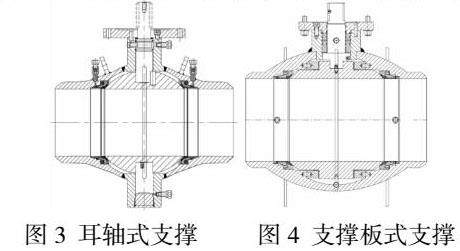
全焊接球阀球体支撑方式国内通常选用耳轴式支撑,即节约了内部空间减少阀门重量又可以减少因焊接变形而造成的球心偏移。耳轴支撑就是球体上有上下两个的轴孔,分别由上轴和下轴插入,适用于较小口径。输送介质的推力会使球体及阀座圈产生位移,而安装在耳轴上的阀杆是固定的,固定的阀杆使球体及阀座圈仅能产生微量位移,大大降低了球体与阀座圈之间的摩擦系数,所以即便在满额额定工作压力下,操作扭矩仍保持较低水平,具体结构见图3。但由于球体上、下轴孔的插入深度浅,只能承受较小的介质压力,并且本项目压力高达10.0MPa还要求是DPE双活塞阀座的DIB-1的4重密封结构,本身要求球体在复杂的工况环境下也要产生微量球心偏移来保证密封,故此项目中DN≥150口径的全焊接球阀不适用于耳轴支撑,只能选择支撑板支撑方式,具体结构详见图4。支撑板支撑方式就是球体本身带有两个外伸的轴形成轴肩,垂直上下两块支撑板分别放在轴肩上,通过销轴于阀体连接,这样由于配合间隙球体就可以在介质压力作用下产生微量的偏移来补偿密封。
为了解决球形阀体支撑板式全焊接球阀2片式左右阀体通过单条焊缝成型时如何保证同轴度的问题,我们需要做如下措施:左右阀体采用凹凸面相配方式,即在焊接前就采用凹凸面硬连接方式先连接在一起然后再焊接,这样就会减少焊接时的塑性变形问题。并且在焊接过程中先打底点焊,固定好位置,之后再打底焊一圈,并且焊接重点是底层根部焊缝要焊透,之后再低速多层焊接,使焊缝完全熔合。焊缝可进行100%X射线探伤和超声波探伤检验均可达到合格的技术要求。支撑板加工时宽度保证0.1mm-0.2mm的负公差,装配时左右阀体两端销轴孔间距公差保证在0.2-0.3mm的正公差,这样支撑板安装后就有0.3-0.5mm的间隙可细微活动,从而带动球体在介质压力作用下进行微量补偿。支撑板与左右阀体相贴合的部分均采用数控加工成配合的弧度,更好的解决了大口径由于球体自重而产生的下沉问题。当主要内部零部件装配好,并且左右阀体已经焊接完成后,需要在阀体中间开阀杆孔时,加工中心要以阀体中心为基准进行开孔,这样开孔后并且阀杆装配完成后球体会自动找到对中位置,解决同轴度问题。
4.3优化阀座结构达到4重密封
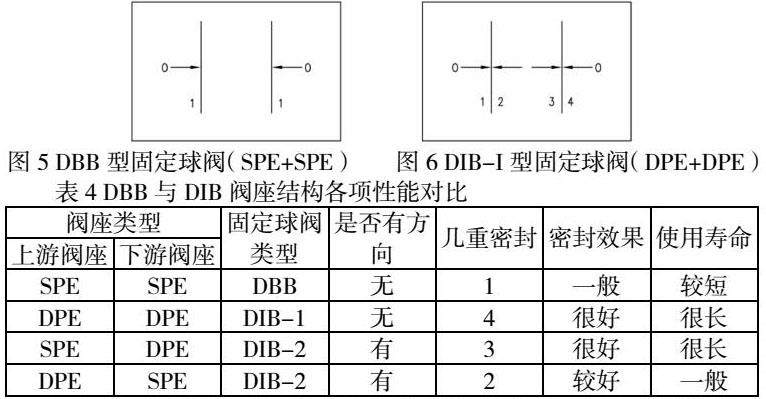
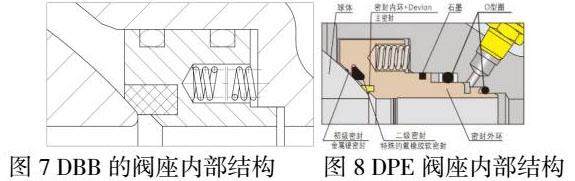
双活塞阀座效应缩写为DPE,是指每个阀座均能够在来自两个方向的介质压力下达到密封。阀座单活塞效应缩写为SPE或称自泄压阀座,对SPE活塞使用符号表示,DPE使用符号来表示。通常球阀阀座多选用DBB的SPE结构,见图7,这样只能达到单侧的密封效果。此项目选用DIB-I的DPE结构,要达到4重密封效果,见图5。DBB与DIB阀座结构各项性能对比见图6,全焊接球阀采用DPE的双密封阀座结构可以达到稳定的密封效果。完全能够达到设计使用寿命≥30年的要求,因为每个阀座均能够保证两个方向的密封,任意一个阀座失效,另一个阀座仍然能够正常工作,达到密封效果。
DBB的阀座内部结构通常只有一道主密封,见图7,而此项目的DPE阀座内部结构有三道密封,初级密封是由阀座圈本体与球体产生的金属密封,祛除了管道内的大颗粒,避免了大颗粒杂质对球体和阀座圈的损伤,促使阀座圈的使用寿命提高,二级密封选用三角圈VITON AED防暴氟橡胶,三级密封也就是主密封选用DEVLON,具体结构见图8。并且在生产前零部件及整机均进行严格的设计计算及三维模拟。使其能够在全焊接的状态下阀座预紧力、密封比压、焊接收缩以及热影响达到平衡,并且严格控制每个质量控制点,以保证每台阀门都能达到4重密封效果。
4.4阀杆密封、紧急密封注脂系统、防火与防静电结构
阀杆密封是全焊接球阀唯一的外漏点,如果阀杆密封泄漏,将会导致介质外溢,进一步引发严重后果,所以阀杆密封是全焊接球阀的重中之重。阀杆密封至少需要加装两道O型圈,上端设有三组以上的石墨盘根圈作为填料,进一步确保了密封的安全性,石墨盘根还可以有效地防火。紧急密封注脂系统由与注脂枪连接的注脂阀和防止倒溢的止回阀组成,在阀座对应的阀体外径上和阀杆填料函上均设有注脂系统,DN≥300每个阀座需要2个紧急密封注脂系统。阀座、阀杆的防火功能:阀杆填料为石墨盘根,阀座圈活塞处加装石墨圈。火灾来临时,因石墨具有良好的密封性及耐高温性,大幅度降低了介质外漏的可能性。防静电功能:将球体、阀杆与阀体通过接地弹簧和接地塞完全连接在一起,在启闭阀门时将由于接触及摩擦产生的静电最终导通至大地,以防止由静电产生的火花爆炸。
4.5批量生产各个零部件的质量控制要求
批量生产要求所有零部件在装配前均按图纸要求检验合格。球体应在电镀ENP前检查球体表面光洁度,球口位置是否有磕碰划伤等缺陷,一切都合格后再进行电镀ENP,镀层厚度要达到40-50微米,之后进行表面抛光,使球体在保证圆度的前提下镀层厚度达到≥25μm,并且硬度≥900HV维氏硬度。阀座结构中选用密封圈带三角圈的双保险密封结构。密封圈DEVLON硬度保证80±5HSD邵氏硬度,三角圈VITON AED防暴氟橡胶硬度保证90±5HSD邵氏硬度。在结构上三角圈VITON AED要比密封圈DEVLON高出1±0.1mm,这样球体先与硬度较高的三角圈先密封,当压力升高三角圈产生弹性变形时,球体会再次与硬度较低的主密封圈DEVLON密封,达到双保险密封效果。这样就要求三角圈与密封圈在装配到阀座里面时就要保证表面的圆度、光洁度以及高度差问题,任何一项没有达到标准要求都会影响到密封效果。防火结构是在阀座圈中增加了石墨的防火圈,防静电是在阀杆与球体接触处、阀杆与阀体接触处都设有接地弹簧与接地塞,使阀杆、球体、阀体连成一个整体,当阀门因快速启闭而产生静电火花时可以快速地传导到地下,达到防静电效果。阀座注脂阀当口径DN≥300,每个阀座需要2个注脂阀以保证紧急密封效果。上端的泄放阀、底端排污阀尺寸都需要按API 6D的标准尺寸执行。
由于本项目提供的都是光杆带连接盘的全焊接球阀,也就是上端的驱动装置不在本项目供货范围内,目前球阀可以旋转180°的,没办法安装限位。正常情况下球阀要达到密封是需要在90°限位的,这样带上法兰的球阀就需要加装蜗轮箱或其他执行机构在全开、全关位置进行限位。出厂测试时在连接盘上用记号笔已标出了全开、全关对应的位置线,已方便安装执行器。
5.结论
在俄罗斯天然气管线低温的环境下,全焊接球阀承压零部件材质的甄选和主要密封结构及焊接工艺都面临严峻的考验。本文通过俄罗斯天然气管线球阀这个项目,在主体材料选择、关键质量节点的控制及主要密封结构等几个方面来解决如何使全焊接球阀可以更好应用于低温、高压的管线上。低温高压全焊接球阀通过材料的选择、结构的合理规划、完成标准和非标准规定的试验以及安全评估后,满足了俄罗斯天然气管线对全焊接球阀的苛刻要求。
参考文献:
[1]杨源泉.阀门设计手册[M].北京:机械工业出版社,1992.
[2]陆培文.实用阀门设计手册[M].北京:机械工业出版社,2012
[3]ASTM A350/A350M-2018 Standard Specification for Carbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing for Piping Components.(要求冲击韧性碳素钢和低合金钢锻件管道部件的标准规范)
[4]成大先. 机械设计手册( 第五版) [M]. 北京: 化学工业出版社, 2008.
[5]中国机械工业标准汇编( 阀门卷) [M]. 北京: 中国标准出版社,2012.
作者简介:美乐苏,女,汉族,1985.10-,山西长治人,本科,工程师,研究方向:机械制造与制冷

 京公网安备 11011302003690号
京公网安备 11011302003690号


