



- 收藏
- 加入书签

基于PLC的模糊PID控制在梗丝流化床干燥控制系统中的应用
 打开文本图片集
打开文本图片集
摘 要:本文针对梗丝流化床干燥工艺的控制问题,以SH882型号流化床干燥机为例,采用基于PLC的模糊-PID控制技术。首先分析了流化床热态运行的特点及存在的问题,根据PID控制原理和模糊控制算法,建立了模糊规则库、隶属度函数和模糊控制器;然后设计了PID控制器的开关量矩阵,将模糊控制与PID控制结合起来结果表明:模糊控制与PID控制相结合可以提高系统的控制精度和响应速度,满足生产要求。
关键词:PLC;模糊PID控制;梗丝流化床
引言:随着科学技术的进步,人们已经越来越重视烟草加工工艺过程的自动化水平,以减少工人的劳动强度,提高工作效率,降低产品成本,同时也能改善工作环境,增强劳动保护。而作为卷烟制造主要环节之一的梗丝干燥控制系统表现出较强的非线性、大惯性和时变性等复杂特性,使系统难以达到预期的控制效果。
1.梗丝流化床的工作与控制原理
梗丝流化床主要由振动的床体、热交换器、工艺风机、风室等组成。在梗丝前进方向上,共分为3个烘干区,每个区都有一个单独的工艺风机提供热风,其温度可单独控制。梗丝进入后,随着床体的振动,依次经过3个区,最后从出口排出。床体的网孔板上钻有无数个小孔,被风机吸入的空气经过热交换器加热后,通过网孔板上的小孔,垂直吹向上面的梗丝,使梗丝达到烘干定形的目的。带有潮气和烟尘的热风,经过除尘器过滤后,排入大气[1]。
2.基于PLC的模糊PID控制在梗丝流化床干燥控制系统中的应用
2.1PLC的模糊PID控制器设计
2.1.1语言变量
在设计基于PLC的模糊PID控制器时,需要考虑到控制器的输入、输出、内部变量以及模糊规则库等方面的设计。
针对基于PLC模糊-PID控制器进行设计。
```
PROGRAMFuzzy_PID_Controller
VAR
//输入变量
T_actual:REAL。 T_set:REAL。
H_actual:REAL。 H_set:REAL。
V_actual:REAL。 V_set:REAL。
//输出变量
Q_heat:REAL。 Q_cool:REAL。 Q_fan:REAL。
//内部变量
e_temp:REAL。 e_humidity:REAL。 e_wind:REAL。
I_temp:REAL。 I_humidity:REAL。 I_wind:REAL。
D_temp:REAL。 D_humidity:REAL。 D_wind:REAL。
......
END_PROGRAM
```
2.1.2绘制查询表
查询表表格文件中X和Y坐标轴分别代表输入变量(如温度偏差)和对应的量化因子。X轴的值可以是模糊集合中的元素,范围从负无穷大至正无穷大,,比如{-10,-5,-1,0,1,5,10}对应于“PB”,“PM”,“PS”,"Z",“NS”,“NM”,“NB”七个模糊子集[3]。Y轴则存储与该特定模糊状态相对应的实际输出值的百分比或者绝对值形式。输入量为温度误差E的模糊语义{PB,PM,PS,Z,NS,NM,NB},其中每个词汇代表的范围分别是[-10,-5],[-5,0],[0,5],[5,10]、[10,+∞][4]。
2.1.3模糊控制状态表
模糊状态控制表通常采用7个等级制,如{PB,PM,PS,Z,NS,NM,NB}。其表示特定的状态,如“非常接近设定”、“稍微低于设定”、“达到设定位置”、“轻微高于设置”“略低于理想值’、“明显偏离理想值”及“严重超出期望”[5]。可以得知以下几条重要的模糊条件和他们的相关系数矩阵C:
```
|PBPMPSZNSNB| CB=|-10100| |0-1010| |00-101|
|000-10| |00000|
```
这里采用了7个语言变量来描述出口温差的可能状态分别为:偏差很大、较大、适中、较小、较小且恢复、很小且有改善的可能、完全没有改善的危险。每种状态的定义是通过对其模糊语言的隶属函数的线性加权平均计算得到的,然后结合实际情况和经验选取合适的阈值θ来确定处于哪种状态之下,并通过比较相邻两种状态之间的可能性来确定控制决策的方向和力度具体做法。
2.2控制器建模
以SH882型烘梗丝机的干燥控制系统为例,其输入包括流化床的温度(T)、湿湿度(H)和进料速率(F);输出主要是控制执行器动作。
初始设定温度T=80°C,预设最大允许温差ΔTmax=±5℃,当实际测得温度值为79℃时,经过模糊化和去模糊后得到的PID控制量的结果为:P=15%,I=0%D=-5%。此时PID控制器输出控制信号会发送到加热器上从而增加电流。
环境湿度突然发生变化导致湿度H=85%超过了预定范围内±3%,这时候湿度传感器会将这一信息传递到模糊控制器处,得出的PID控制量分别为:P=10%、I=5%、D=-3%。因此,相对应地调节排湿风扇的转速降低湿气排放直至恢复至正常范围为止。
设定喂入梗丝的速度为F=20公斤/小时,若在生产过程中发现产量低于预期可以认为当前进料速率过慢,这时可通过PID控制器计算得出一个加快进料的决策:P=12%,I=5%,D=-3%;随后驱动器将根据此控制指令相应加大进料口的开启力度。
2.3控制器的软件设计
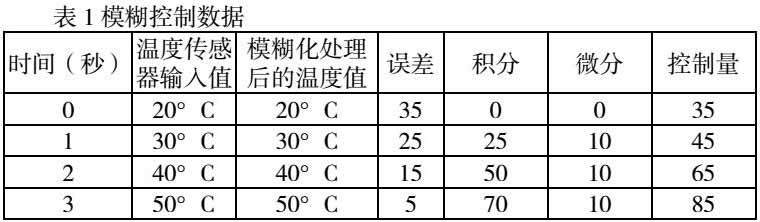
设置温度传感器的初始值为20°C、气阀门的初始位置;读取温度传感器的输入值,并将其转换为模糊控制系统可以处理的模糊数值,其数据如表。
从数据分析结果可以看出,随着时间的推移,误差逐渐减小,积分逐渐增加,微分保持不变,控制量逐渐增加,说明模糊-PID控制系统能够有效地控制梗丝流化床的干燥过程,使得干燥过程更加稳定和可靠。
结语:综上所述,基于PLC的模糊-PID控制的梗丝流化床干燥控制系统的研究与应用具有较高的实践价值和广泛的应用前景。该研究不仅显著提升了干燥质量和产量而且降低了能源消耗和环境负担为企业和社会带来了显著的经济社会效益具有良好的示范意义和推广潜力得到了广泛关注和应用。
参考文献:
[1]李博通,谢天,李锦添,徐彦呈,张风雷.自适应模糊PID高精度温控系统的设计[J].湖北理工学院学报,2024,40(02):11-14+55.
[2]于琪,张静.参数在线调整的模糊自适应PID控制研究[J].工业控制计算机,2024,37(03):119-121+124.
[3]姚政,盛世杰,殷瑜东,熊党安,蒋同康,毛文龙,李将,薛冬,徐保明,李晓平,许超,丁旭欢,王飞,武劲草.再造梗丝回填工艺参数对加料均匀性的影响[J].造纸科学与技术,2023,42(06):24-27.
[4]高茂宁,游海洋,朱高承.一种梗丝风送管道风温-水分平衡控制系统设计与应用浅析[J].科技视界,2023,(16):147-149.
[5]马飞.基于IPC+PLC的SH885干燥流化床温控系统的设计与优化[D].西南科技大学,2021.
作者简介:刘立松;男;蒙古族;内蒙古乌兰浩特市;1973年9月15日出生;中专;(无助工资励)。

 京公网安备 11011302003690号
京公网安备 11011302003690号


