



- 收藏
- 加入书签

热固性纤维增强复合材料模内注塑工艺验证及性能评价
 打开文本图片集
打开文本图片集





摘 要:本文介绍了热固性纤维增强复合材料借鉴热塑性的工艺并定向改进设计的方式,将模内注塑工艺进行成功应用,最终使得热固性材料相较于热塑性独有的优势在产品部件上得以体现。通过材料的选择、工艺的过程验证、产品的性能论证及一体化成型的研究分析等一系列步骤,体现了热固性纤维增强复合材料模内注塑工艺的可靠性,该成套技术为后期相关产品的工程化和批量化做技术储备,实现新能源汽车行业、笔记本电脑、3C产品、复材模块化技术的轻量化超过40%提供可行性。
关键词:热固性复合材料;模内注塑;预制体;一体化成型
1前言
包覆注塑(混合成型工艺)的一大特色是让制件很容易通过注塑成型获得复杂结构,典型产品有卡扣、加强筋、连接件等。
热塑性复合材料的线性分子链结构使得聚合物本身具有优异的抗蠕变能力,在较大的温差下,热塑性复合材料构件的尺寸稳定性好,具有优异的耐高低温性能;另外,还可通过聚合物分子结构合理的设计使其具有一些特殊的性能,所以其具有广阔的发展空间[1]。
对于热塑性纤维增强复合材料来说,复合材料树脂基体与注塑材料相同,因此在加强筋与壳体之间可实现非常强的分子键合。制造工艺上热塑性的有机板热成型和注塑成型并非分开的工艺步骤,不需要单独的预成型模具,而是在一个加工步骤中进行的。
然而,热固性纤维增强复合材料作为一种更成熟的材料,其不论是市场应用前景和技术成熟度,还是在综合成本及整体性能方面,目前都明显优于热塑性复合材料。本次研究基于该背景,将热固性+热塑性的混合成型方案提上日程,并转换成可靠的工艺方案。热固性纤维增强复合材料作为预制体,其成型工艺与与嵌入式成型十分相似。但是热固性纤维增强复合材料,由于树脂基体与注塑材料存在一定程度的差异,表面为表面能、官能团键合、粗糙度、收缩率差异等,为满足更高的使用要求,需要在加强筋与壳体之间进行连接结构设计或建立过渡连接层(粘接层),将会相应地增加了工序成本。本次研究基于该基础,逐步从材料选型、工艺验证、性能检测等方面展开工作,论证热固性材料在模内注塑的可行性,突破技术瓶颈。
2材料选型
2.1注塑用树脂-热塑性
注塑常用的使用热塑性树脂包括PA/PC/ABS等。鉴于PA的耐热性和尺寸稳定性特点,本次采用PA材料作为注塑用树脂。
2.2接着剂/胶黏剂
采用的EVOTITE MP20是一款双液低粘度含高分子聚合物的成型专用处理剂,适用金属材料/碳纤维/玻璃纤维与PC、ABS、PA射出成型的专用胶黏剂,具高接着强度、坚韧性好、耐磨损的优点。
3 方案验证
设计具有特定结构的测试样板,在复合材料样板进行初步加工成特定形状后,在模具内进行注射成型出其他结构,包含拉剪、拉拔、弯曲等构件受力工况。本方案中,使用热塑性树脂PA进行注塑,复合材料样板材料选用玻璃纤维/环氧树脂。
3.1成型设备
验证阶段,整体设备可简化视为以下两部分组件(图1所示):
(1)注塑机
(2)注塑模具
3.2工艺过程
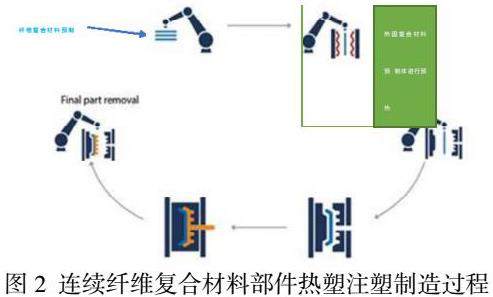
热固预制体在需要注塑出加强筋、倒扣、卡扣等部件的位置,喷涂一层具有粘接作用的接着剂/胶水后,预制体由机械手(线性的或六轴的)抓取,将其放到80℃(根据注塑材料属性调整)的加热炉中预热30~40s,避免塑料熔体遇到冷介质迅速凝固增加内应力,然后将加热后的预制体送入注塑模具中。闭合模具后,从模具入胶口将热塑性树脂注入。按加产品大小和工艺的不同,整个循环时间按秒计。整个工艺过程如图2所示。
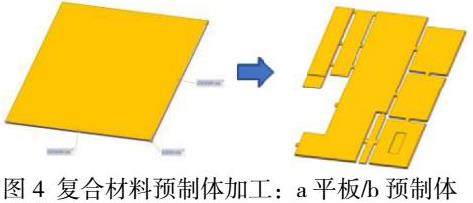
步骤1. 预制体加工
采用4mm厚度的玻璃纤维复合材料平板(250*250mm),按图纸加工出图4的形式:
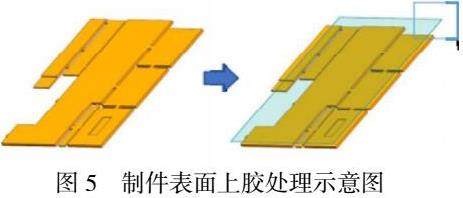
步骤2. 预制体表面涂覆接着剂
热固复合材料预制体由于固化后的环氧树脂表面密度大,粘结剂很难直接渗透到其表面。因此环氧树脂表面必须进行预处理:
(1)热固复材预制体表面(注塑面)用酒精进行除油、除尘处理。
(2)热固复材预制体表面(注塑面)涂专用处理剂/接着剂(接着剂胶层 30-40μm)。如图5所示。
步骤3. 表面粘结剂进行烘干/表干
经过 60-80℃/30-60min烘烤至溶剂完全挥发。
步骤4. 预制体注射前预热
外壳表面的粘结剂需达到100-130℃的高温才能将其活性激发出来,使粘结性能达到最佳。由于复合材料预制体较厚(通常>1.0mm),虽然单靠瞬间的注射时熔融塑料的温度(一般熔体温度都>150℃) 可以在接触瞬间达到温度要求,但是冷的预制体会使温度过快损耗而导致接着剂/胶黏剂未能在特定温度下保持足够时间而得不到较高的固化度,表现为粘接力不足。
预热条件:电烤箱/IR
预热目标:预制体温度80±5℃
步骤5. 模内注塑过程
步骤3之后120h内完成射胶动作;其次将注射成型工艺参数凋至正常,确保注射件无缺料、收缩痕等缺陷。过程:
(1)将预热好的复合材料预制体从烤箱取出后立即放入注射模腔(复合材料预制体在空气中停留的时间越短,热量损失越少),确保复合材料预制体在模腔中定位准确;
(2)合模
(3)注射
(4)冷却
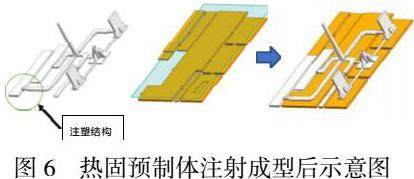
(5)开模。零件从模具中取出后,需平面静置4~5min,待零件完全冷却至室温.以便粘结剂完全固化,确保粘结剂与复合材料预制体的粘结效果最佳。如图6所示:
4性能及评价
经过工艺验证的产品,待其完全固化及自然冷却后(如图7所示),进行性能测试并对结果做评价。
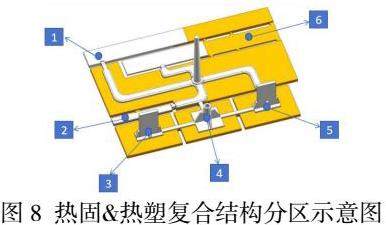
从1至6对产品各部位进行编号(如图8所示),分别验证各区域的性能参数,并对比理论设计值,对数值做出评价。
4.1性能测试
编号1:
(1)测试目的:测试复合结构的拉伸性能
(2)测试标准:ASTM D3039/D3039M-17[2].
(3)测试结果:如下表1。
编号2:
(1)测试目的:测试复合结构的弯曲性能
(2)测试标准:ASTM D7264/D7264M-21[3].
(3)测试结果:如下表2。
编号3&5:
(1)测试目的:测试复合结构的抗拉拔能力
(2)测试标准:ASTM D7332/D7332M-16[4]
(3)测试结果:如下表3。
编号4:
(1)测试目的:模拟在内嵌螺纹 (φ6)的整体抗拉拔可靠性
(2)测试标准:ASTM D7332/D7332M-16[4]
(3)测试结果:如下表4。
编号6:
(1)测试目的:测试复合结构接着剂的单搭接拉剪强度
(2)测试标准:ASTM D5868-2014[5]
(3)测试结果:如下表5。
4.2结果评价
通过4.1的系列性能测试,实测结果与理论设计值的偏差均在5%以内,符合本次设计值,达到测试论证的目的效果。
5一体化成型的研究及分析
采用该热固+热塑的验证方案的基础下,选用典型的汽车内饰件产品的典型案例,同样以预制体为中间体骨架,用该热塑+热固的模内注塑工艺进行实施,进一步论证该技术方案的可行性。
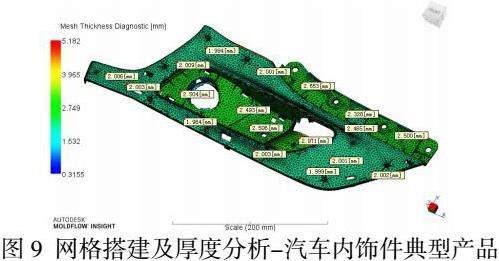
5.1网格搭建
图9所示的汽车内饰件典型产品,采用Autodesk Moldflow(AMI)模流分析软件对产品进行网格搭建,并通过对产品的材料、厚度、工艺参数做综合分析,为制造工艺的注塑填充、保压及变形做前期模拟准备。
工艺参数及产品信息:
Mold temperature: 75.00℃
Melt temperature: 265.00℃
Injection time: 2.2 s
Switch-over by volume: 98.0%
Part volume to be filled: 155.8653 cm3
Total projected area: 458.1971 cm2
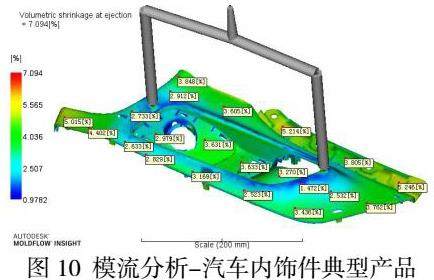
5.2模流分析
通过网格得到的工艺参数,结合热固+热塑材料的物理特性,模拟产品的充填状况、温度、压力、熔接线、气穴、锁模力及变形时产生的具体情况,如图10所示。
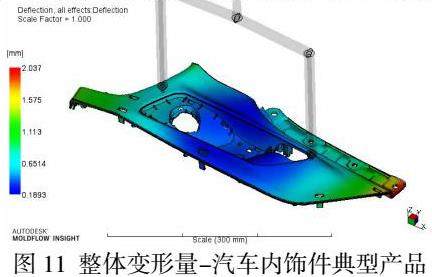
5.3产品整体分析
通过对充填时间和过程、材料和模具的温度、产品及材料收缩率和缩痕位置、热固+热塑一体化注塑的压力和锁模力、冷冻层因子、熔接线位置分析、注塑气穴的位置分布等参数,得到产品的整体变形量,匹配和验证该技术方案对实际产品制造的可靠性,如图11所示。通过实际的验证发现,该工艺的技术方案整体变形量均在1mm以内,符合汽车内饰件产品的要求,可完美应用于后期批量化制造和尺寸装配。
6结论
通过热固性纤维增强复合材料的工艺过程经过的一系列验证,对其性能做了相关的测试评价,最终用该技术方案验证一体化成型的研究,得到产品零件实际验证的最佳效果。采用该工艺制造的产品,在同等性能要求下与热塑性材料相比,例如笔记本电脑外壳、汽车零部件、组合式模块等,经过实际案例研究得到,其整体厚度减薄50%,重量减轻40%,综合成本降低25%。
该热固+热塑的工艺技术经验,结合新能源汽车行业及工业用品领域的相关产品性能要求,可为后期部件一体化、模块化技术发展提供技术储备,具有非常广泛的应用前景。
参考文献:
[1]张耀明.玻璃纤维与矿物棉全书[M]. 北京: 化学工业出版社,2011: 586~590.
[2]ASTM D3039/D3039M-17:Standard Test Method for Tensile Properties of Ploymer Matrix Composite Materials.
[3]ASTM D7264/D7264M-21:Standard Test Method for Flexural Properties of Ploymer Matrix Composite Materials.
[4]ASTM D7332/D7332M-16:Standard Test Method for Measuring the Fastener Pull-Through Resistance of a Fiber-Reinforced Polymer Matrix Composites.
[5]ASTM D5868-2014:Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic (FRP)Bonding.
作者简介:翁涛1988-07-28,男,籍贯:浙江舟山,汉族,研究方向:航天航空、新能源汽车

 京公网安备 11011302003690号
京公网安备 11011302003690号


