



- 收藏
- 加入书签

Y2系列锅炉使用132规格电动机转子铸铝模优化设计
 打开文本图片集
打开文本图片集
摘要:锅炉离心引风机是为适应1t、2 t、4t/h锅炉配套而研制的,与之相匹配的Y2系列132规格电机是该类型锅炉离心引风机常用的电机。该系列电机的铸铝转子的质量直接影响风机乃至锅炉的正常使用。铸铝加工技术广泛应用于电动机转子的生产中,铸铝模具的结构优化技术受到越来越多电动机制造企业的重视。铸铝模具的使用在提高锅炉使用132规格电动机铸铝转子质量、提高生产效率、减轻工人劳动强度具有重要的技术进步意义和经济价值。本论文在对Y2系列锅炉离心引风机所使用132规格电动机铸铝转子结构分析基础上,进行铸铝工艺和转子铸铝模的结构优化设计。
关键词:锅炉电机;铸铝模具;结构优化
1铸铝工艺及铸件分析
1.1 铸铝工艺
1.1.1铸铝内容
电机转子槽中的填充材料主要有绕线转子、铸铝转子和永磁转子。铸铝转子因低成本、易制造、高槽满率、优良散热和紧凑结构而广受欢迎,特别适用于锅炉离心引风机电机。其设计灵活,能优化电动机启动性能,替代风扇散热,提高效率并降低成本。铸铝过程是将融化的铝液注入硅钢槽片中,形成整体结构,包括端环、平衡柱和扇叶,从而实现机械平衡,适合大规模生产。
1.1.2铸铝方法及对比
目前,模具生产制造行业中给转子结构铸铝的工艺有重力铸铝、离心铸铝、振动铸铝和压力铸铝四种铸铝工艺。鉴于离心铸铝和压力铸铝具有高效生产、低成本和工人劳动强度低的特点而受到了企业的广泛应用。离心铸铝和压力铸铝的工艺不同,导致最终成形铸件在金属组织和工作中呈现出不同的结果。
1.1.2.1两种铸铝工艺的原理及特点
铸铝方法主要有压力铸铝和离心铸铝。压力铸铝通过压力注入铝液,冷却后形成铸件,效率高且易自动化,但易产生气孔。离心铸铝则是利用离心力使铝液充满旋转的模具并凝固,提高金属利用率,降低成本,但设备简单,劳动强度大。两种方法各有特点,适用于不同生产需求。
1.1.2.2两种铸铝工艺的优缺点
离心铸铝优点在于铸件组织致密、性能佳,金属液使用率高,降低成本和工作强度,但应用受限,零件结构简单,易偏析,表面粗糙。压力铸铝则高精高效,成本低,便于流水线生产,但易产生气孔,压铸对象局限,模具寿命短,小批量生产时成本较高。两者各有优劣,需根据实际需求选择。
1.2 铸件工艺分析
1.2.1铸件结构的分析
锅炉离心引风机电机转子铸件由铸铝、转子端板、转子冲片及铝合金压铸的端环组成,类似扇叶的结构扰动热量,保障电机温度。转子高速运转,需做动平衡测试。铸铝过程可能导致质量不均,影响动平衡,因此铸有小圆柱即平衡柱,用以调整质量,确保平衡,延长电机寿命并减轻工作强度。这一设计既实用又高效,确保电机的稳定运行。
1.2.2铸件结构尺寸分析
以常规使用的Y2系列Y132M-4电动机转子为例进行分析。
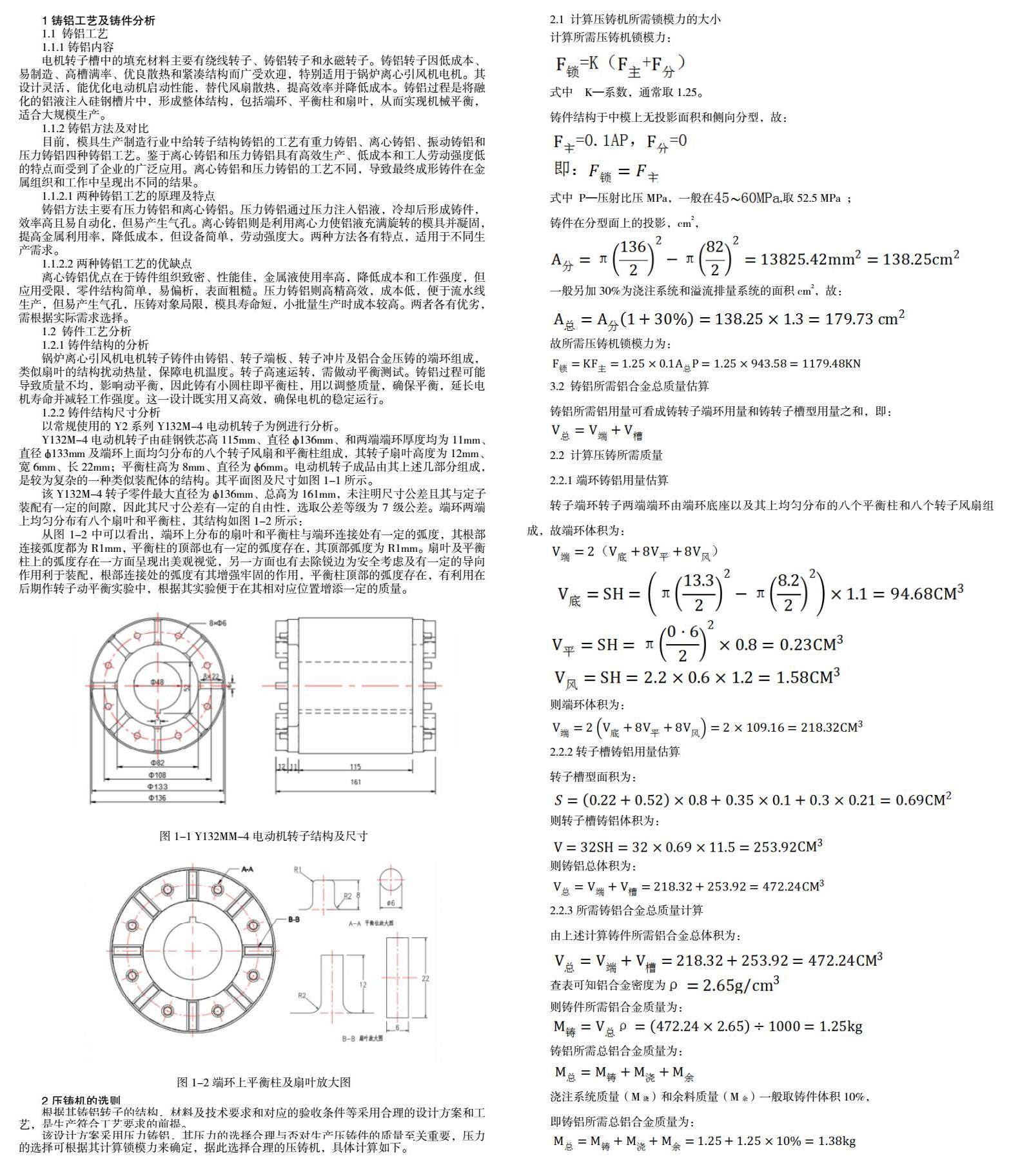
Y132M-4电动机转子由硅钢铁芯高115mm、直径ɸ136mm、和两端端环厚度均为11mm、直径ɸ133mm及端环上面均匀分布的八个转子风扇和平衡柱组成,其转子扇叶高度为12mm、宽6mm、长22mm;平衡柱高为8mm、直径为ɸ6mm。电动机转子成品由其上述几部分组成,是较为复杂的一种类似装配体的结构。其平面图及尺寸如图1-1所示。
该Y132M-4转子零件最大直径为ɸ136mm、总高为161mm,未注明尺寸公差且其与定子装配有一定的间隙,因此其尺寸公差有一定的自由性,选取公差等级为7级公差。端环两端上均匀分布有八个扇叶和平衡柱,其结构如图1-2所示:
从图1-2中可以看出,端环上分布的扇叶和平衡柱与端环连接处有一定的弧度,其根部连接弧度都为R1mm,平衡柱的顶部也有一定的弧度存在,其顶部弧度为R1mm。扇叶及平衡柱上的弧度存在一方面呈现出美观视觉,另一方面也有去除锐边为安全考虑及有一定的导向作用利于装配,根部连接处的弧度有其增强牢固的作用,平衡柱顶部的弧度存在,有利用在后期作转子动平衡实验中,根据其实验便于在其相对应位置增添一定的质量。
2压铸机的选则
根据其铸铝转子的结构,材料及技术要求和对应的验收条件等采用合理的设计方案和工艺,是生产符合工艺要求的前提。
该设计方案采用压力铸铝,其压力的选择合理与否对生产压铸件的质量至关重要,压力的选择可根据其计算锁模力来确定,据此选择合理的压铸机,具体计算如下。
2.1 计算压铸机所需锁模力的大小
3压铸模具设计
3.1铸件成形过程分析
3.1.1铸铝材料
金属铝在地壳中的含量位居第三位,其熔点在660℃。转子铸铝材料一般选择一级重熔用铝锭,牌号为A1 99.5或99.7(GB1196),这种材料的电阻率在常温条件(20℃)下为 ,铝的纯度不小于99.5%,其杂质含量不得大于如下规定:对于A1 99.5的材质,其杂质含量有严格限制。其中,铁的含量不得大于0.3%(质量分数),硅的含量不得大于0.25%,铁和硅的总含量不得大于0.45%,铜的含量不得大于0.015%。所有这些杂质的总含量必须控制在0.5%以下。这些严格的杂质含量要求确保了A1 99.5材质的高纯度和优良性能。
3.1.2铸件压铸成形过程
转子的压力铸铝工作原理是将融化的铝液在压力下充满型腔,冷却凝固后形成铸件。压铸前需组装模具并穿入假轴,铝液填充时排出空气,压铸机下压确保铝液充满型腔,凝固后取出铸件并检查。无缺陷后,替换假轴为转轴,进行动平衡试验并调整至合格。此过程重复进行以生产转子铸件。
3.2压铸模具设计
3.2.1压铸模具设计
压铸模具由下模、中模、上模和上模压板及假轴组成,压铸模具总高209mm,最大直径156mm,且压铸模具有两对端板,
3.2.2下模设计
下模高度为41mm,最大直径为156mm,端板长度为300mm,宽度为90mm,高度为10mm。下模内部分布有假轴、端环、扇叶和平衡柱的型腔,其各型腔尺寸、表面粗糙度和技术要求见零件图下模Y132M-4-003。下模材料选择3Cr2W8V合金工具钢,3Cr2W8V合金工具钢具有良好的锻造、机械加工和热处理工艺等。下模和上模外侧的端板材料都选择T10A碳素工具钢。
3.2.3中模设计
中模最大直径为mm,总高度为115mm,其壁厚为10mm,其零件尺寸、表面粗糙度和技术要求见零件图中模Y132M-4-005。中模材料选择HT150灰铸铁,HT150灰铸铁铸造性能好,工艺简便,铸造性能好,有一定的机械强度及减振性优良。
3.2.4上模设计
上模总高度为48mm,最大直径为。上模内部分布有假轴、端环、扇叶和平衡柱的型腔,上模外部有一对端板,顶部有一圆台(分流圆台)和四个卡槽(定位卡槽),其尺寸、表面粗糙度和技术要求见零件图Y132M-4-007。上模材料同下模材料一致选择3Cr2W8V合金工具钢。
3.2.5上模压板设计
上模压板高度为45mm,最大直径为。上模压板下端面分布有注流系统、排气系统和溢流系统及四个卡扣,其尺寸、表面粗糙度和技术要求见零件图Y132M-4-008。上模压板材料选择45号钢,45号钢硬度不高易切削加工,调质处理后的零件具有良好的综合机械性能。上模压板底端面上的四个卡扣与上模上端面的四个卡槽相互配合,确保浇注口、溢流槽和排气槽与上模端面的扇叶型腔定端面相连,确保注流、溢流和排气的正常工作,其定位作用。
3.2.6假轴设计
铸铝的转子结构由叠压的硅钢槽片和轴组成,铸铝前首先利用机械设备将一定数量的硅钢槽片叠压穿入到轴中,组成一个整体,铸铝时将组成的整体与模具进行组装,开始进行转子铸铝工艺。在此铸铝过程中,因其轴处在高温环境中,为防止在铸铝时,轴因高温环境发生形变等一系列质量缺陷,从而造成降低转子使用寿命的现象,故要设计一个轴的替代零件,也称之为假轴,假轴的存在有以下作用:
(1)替代轴,防止轴因高温环境发生形变等一系列质量缺陷;
(2)防止铸铝时,铝液进入到轴孔中;
(3)固定叠压的硅钢槽片;
(4)固定上、下模具,防止其在压铸过程中转动。
假轴的存在能有效的避免上述质量缺陷的存在,据此设计假轴零件。假轴总高为143mm,最大直径为假轴上有固定硅钢槽片的结构,并且在上模和下模上也有一定长度防止其转动的结构,其尺寸、表面粗糙度和技术要求见零件图Y132M-4-006。假轴材料选择为9CrWMn模具钢,该模具钢有一定的淬透性和耐磨性,淬火变形较小,碳化物分布均匀颗粒细小。
3.3压铸工艺参数
1.充填速度
充填速度是金属铝液进入压铸模具型腔的流动速度。选择适当的充填速度对铸件质量至关重要。速度过高可能导致浇注口堵塞,增加铸件表面和内部气孔;速度过低则可能使金属铝液在空气中凝固,导致铸件轮廓模糊、粗糙甚至无法成形。因此,必须根据模具和铸件结构以及金属铝液特性合理选择充填速度。铝合金充填速度一般选择在1525之间,取充填速度16。
2.充型时间
充型时间是金属铝液从浇注口开始到填满压铸模具型腔并停止流动的时间。选择适当的充型时间对铸件质量至关重要。充型时间过长,可能导致铸件表面粗糙;而时间过短,则可能因浇注口堵塞而使铸件内部和表面产生气孔。因此,应根据压铸模具和铸件结构以及金属铝液特性来合理设定充型时间,以提高铸件质量。并且铸完的铸件的在其金属组织上致密性较差。充型时间取23s。
3.持压时间
持压时间指的是金属铝液在浇注充型结束之后,上模下降压铸铝液充满型腔,保持一定的时间,待金属铝液凝固成形后,动模上升回到起点的这一时间段。正确的选择持压时间能有效避免因铸件金属组织得不到补缩而产生的缩孔、缩松缺陷等质量缺陷,持压时间取5s。
4.留模时间
留模时间是压铸过程中确保铸件质量的关键参数。时间过短可能导致铸件变形或开裂,而过长则影响生产效率。合理选择留模时间,结合铸件壁厚和压铸工艺,能确保铸件在模具中充分冷却凝固,同时提高生产效率。通过合理的工艺参数选择,可替代额外的冷却系统,进一步优化压铸过程。留模时间取26s。
3.4压铸方案设计
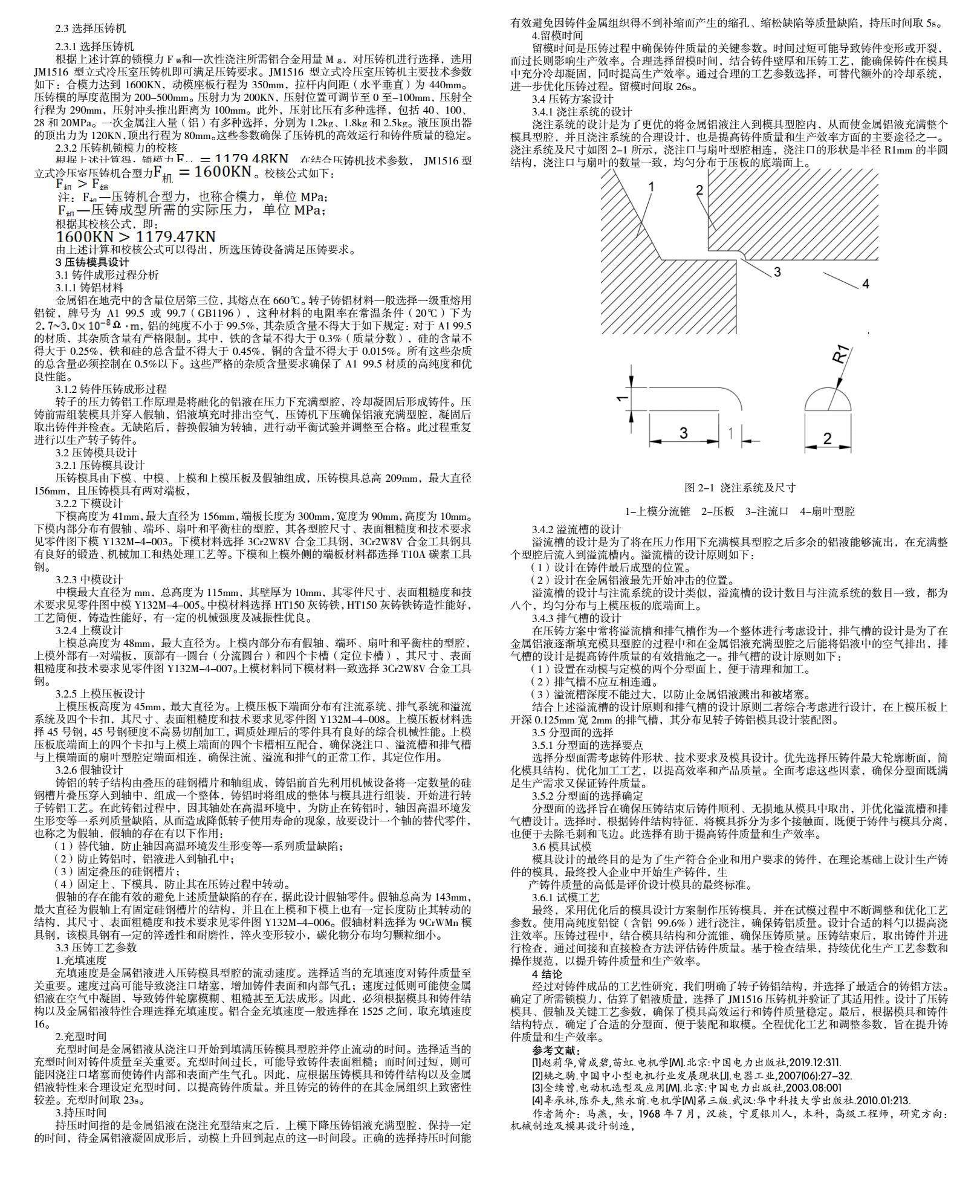
3.4.1浇注系统的设计
浇注系统的设计是为了更优的将金属铝液注入到模具型腔内,从而使金属铝液充满整个模具型腔,并且浇注系统的合理设计,也是提高铸件质量和生产效率方面的主要途径之一。浇注系统及尺寸如图2-1所示,浇注口与扇叶型腔相连,浇注口的形状是半径R1mm的半圆结构,浇注口与扇叶的数量一致,均匀分布于压板的底端面上。
3.4.2溢流槽的设计
溢流槽的设计是为了将在压力作用下充满模具型腔之后多余的铝液能够流出,在充满整个型腔后流入到溢流槽内。溢流槽的设计原则如下:
(1)设计在铸件最后成型的位置。
(2)设计在金属铝液最先开始冲击的位置。
溢流槽的设计与注流系统的设计类似,溢流槽的设计数目与注流系统的数目一致,都为八个,均匀分布与上模压板的底端面上。
3.4.3排气槽的设计
在压铸方案中常将溢流槽和排气槽作为一个整体进行考虑设计,排气槽的设计是为了在金属铝液逐渐填充模具型腔的过程中和在金属铝液充满型腔之后能将铝液中的空气排出,排气槽的设计是提高铸件质量的有效措施之一。排气槽的设计原则如下:
(1)设置在动模与定模的两个分型面上,便于清理和加工。
(2)排气槽不应互相连通。
(3)溢流槽深度不能过大,以防止金属铝液溅出和被堵塞。
结合上述溢流槽的设计原则和排气槽的设计原则二者综合考虑进行设计,在上模压板上开深0.125mm宽2mm的排气槽,其分布见转子铸铝模具设计装配图。
3.5分型面的选择
3.5.1分型面的选择要点
选择分型面需考虑铸件形状、技术要求及模具设计。优先选择压铸件最大轮廓断面,简化模具结构,优化加工工艺,以提高效率和产品质量。全面考虑这些因素,确保分型面既满足生产需求又保证铸件质量。
3.5.2分型面的选择确定
分型面的选择旨在确保压铸结束后铸件顺利、无损地从模具中取出,并优化溢流槽和排气槽设计。选择时,根据铸件结构特征,将模具拆分为多个接触面,既便于铸件与模具分离,也便于去除毛刺和飞边。此选择有助于提高铸件质量和生产效率。
3.6模具试模
模具设计的最终目的是为了生产符合企业和用户要求的铸件,在理论基础上设计生产铸件的模具,最终投入企业中开始生产铸件,生
产铸件质量的高低是评价设计模具的最终标准。
3.6.1试模工艺
最终,采用优化后的模具设计方案制作压铸模具,并在试模过程中不断调整和优化工艺参数。使用高纯度铝锭(含铝99.6%)进行浇注,确保铸铝质量。设计合适的料勺以提高浇注效率。压铸过程中,结合模具结构和分流锥,确保压铸质量。压铸结束后,取出铸件并进行检查,通过间接和直接检查方法评估铸件质量。基于检查结果,持续优化生产工艺参数和操作规范,以提升铸件质量和生产效率。
4结论
经过对铸件成品的工艺性研究,我们明确了转子铸铝结构,并选择了最适合的铸铝方法。确定了所需锁模力,估算了铝液质量,选择了JM1516压铸机并验证了其适用性。设计了压铸模具、假轴及关键工艺参数,确保了模具高效运行和铸件质量稳定。最后,根据模具和铸件结构特点,确定了合适的分型面,便于装配和取模。全程优化工艺和调整参数,旨在提升铸件质量和生产效率。
参考文献:
[1]赵莉华,曾成碧,苗虹.电机学[M].北京:中国电力出版社,2019.12:311.
[2]姚之驹.中国中小型电机行业发展现状[J].电器工业,2007(06):27-32.
[3]金续曾.电动机选型及应用[M].北京:中国电力出版社,2003.08:001
[4]辜承林,陈乔夫,熊永前.电机学[M]第三版.武汉:华中科技大学出版社.2010.01:213.
作者简介:马燕,女,1968年7月,汉族,宁夏银川人,本科,高级工程师,研究方向:机械制造及模具设计制造,

 京公网安备 11011302003690号
京公网安备 11011302003690号


