



- 收藏
- 加入书签

多型腔橡胶模具设计和工艺研究
摘要:橡胶模具是生产橡胶制品硫化的主要工艺装备。模具结构设计、主要构件材料的选择及热处理要求、制造工艺和组装质量等方面,极大影响模具使用寿命和制品质量。本文主要对多型腔填压模具设计结构进行分析,对加工工艺进行研究,以便使模具的使用寿命达到理想程度,收到最大的技术效果和经济效益。
关键词:橡胶制品,多型腔橡胶模具设计,高精度加工工艺
0 引言:
目前航空工业橡胶制件的成型工艺,绝大多数仍然采用压制和挤胶两种方法, 由于航空橡胶制件的特点是高精度、多品种、小批量,因此压制成型是主要方 直接填入模具型腔中,然后合模,经过平板硫化机进行加压、加热、硫化等 制品零件的结构特点进行认真分析和研究,并以此为依据设计模具结构。 腔或两腔,其特点是:模具结构简单,易于设计制作,制造周期短,成本低 对于数量大的制件,多采用一模多腔的结构,其特点是,模具设计结构复杂,对加工精度要求较高,零件加工效率高,经济效益明显。
本文以耳机套零件橡胶模为例,对制件进行分析,介绍一模多腔橡胶模具的设计结构,重点阐述型芯,镶件在模具结构中的运用,以及对高精度加工工艺的方案研究。
1 制品零件分析
某头盔产品橡胶耳机罩,其形状结构和尺寸如下图所示,要求以压制方式生产该制品零件,其使用条件和生产情况如下。

工作温度工作压力使用橡胶生产批量每件加料压制温度压制压力保压时间
常温
常压
混炼胶 1156
中小批量
8 克
149°±5°C(电热板温度)
9-10Mpa(压表压力)
15 分钟
该零件要求外观整洁,表面光泽性好,无大小气泡、无收缩凹坑塌陷变形和流痕,外形无错腔痕迹和飞边修除痕迹。从零件设计图样中可见,设计尺寸除内径φ27 0.3 、φ38 0.3 ,内槽宽5 +0.5 有公差要求,其余未注公差按HB5522斜,角对,于零模件具中设间计部和分制有造一来处说宽,16其×1精0 度方要孔求,不0且.是上1很下高均。不但连由通0于,.其因1内此形模中具有型φ腔38设计0中.2需3要×5有型0芯.、5镶槽件,和孔插口块部。 有倒扣零件材料为混炼胶1156,其收缩率为2.2%,该材料为一种天然底硬度材料,邵尔硬0度.1在50°左0右.,2质地比较柔软,弹性好,这一性能为生产中的脱模取件增加了有利因数。
2 模具结构设计
由于制品零件体型较小,属于小型制品类,且有一定的批量,该成型模具选择多型腔结构该较为合适。但作为多型腔结构,腔数多少对模具加工精度和装配要求影响很大,因为在模具装配和使用时全部型腔相互关联,腔数越多对精度要求就越高,随之模具加工难度和成本也大大增加。综合考虑模具加工难度、模具制造成本、使用效率等方面,模具设计为填压式一模九腔结构。
000 686
该模具总体分为上模部分和下模部分。上模部分由上模板、上垫板、上模型芯、手柄、定位块组成,上模板和上垫板通过内六角螺钉连接,上模芯与上模板上的孔滑动配合,其配合形式为H7/h6 间隙配合,上模芯装配到位后通过定位块锁定上模芯方向,总体形成一体化结构上模组合。
下模部分由下模板、下垫板、下模型芯、插入型芯、小导柱组成,下模板和下垫板通过内六角螺钉连接,下模型芯、插入型芯、导柱分别压入到下模板内,其配合形式为H7/s6 过盈配合,总体形成一体化结构下模组合。
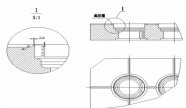
由于模具在加热状态下使用,必须设计启模口和开合模搬运装置。启模口设计有两处,分布在上模板左右两侧,由160×25台阶槽形成,启模时在启模口分开上下模,在通过手柄分开上下模,取出制件后合模。
3 模具零件设计
从模具结构可以看出,构成模具型腔的主要零件是上下模板、上下模型芯和插入型芯,由于模具是一模九腔结构,因此组成型腔的零件,其尺寸精度、位置度要求、配合间隙的确定是设计的重点。
在设计上、下模时,要明确型孔孔距、位置度和型孔相对于分模面的垂直度,同时全部型孔相对于导柱孔也必须有严格孔距和位置度要求,以上要求均控制在0.01-0.02mm 以内。
模具型芯设计是保证制件内型腔成型的关键,上、下模型芯是以间隙配合和过盈配合装入上、下模,为保证零件不松动,同时不造成零件变形,过盈量应控制在0.01-0.015。上、下模型芯和插入型芯之间的配合要求,必须保证配合间隙0.02-0.03。

上模型芯和插入型芯是形成制件上 16×10 方孔的组件,为保证方孔不错位,必须确保型芯方向相同并吻合。因此要求下模板九处扇形孔与型孔水平方向对称度小于0.01。上模型芯上设计凹槽,要求槽与凸台对称度小于0.01。同时上模板开槽,槽与九处型孔水平方向对称度小于0.01,通过定位块固定上模型芯方向。上模型芯与上模板型孔配H7/h6 间隙配合,便于装配调整方向,然后用螺钉固定。
溢胶槽为开放式结构,设计在下模板上,由围绕下模型腔的十字形圆弧槽组成。圆弧尺寸一般为 R0.8-R1,溢料口设计为宽2mm,深度0.2-0.3mm 槽,由于余料和制件连接处很薄,如此在修剪余量时只需撕去即可,基本不会在制件上留下飞边痕迹。
上、下模通过小导柱导向定位,小导柱下半部分与下模板配过盈,上半部分与上模板配二级滑合。小导柱高出下模板直线段3-4mm 即可,同时小导柱头部设计 15°椎体,这样便于上、下模合模和分离。小导柱分 φ16、φ18 两种尺寸规格,对向45°分布,主要目的是导向、定位稳定,且防差错设计,确保上、下模合模不出现错位。

多型腔模具设计的关键,就是对以上各零件尺寸、形位公差、配合进行严格要求,才能最终保证模具组装质量,否则模具合模就会遇到阻塞甚至憋劲,严重时还会造成模具顺坏。
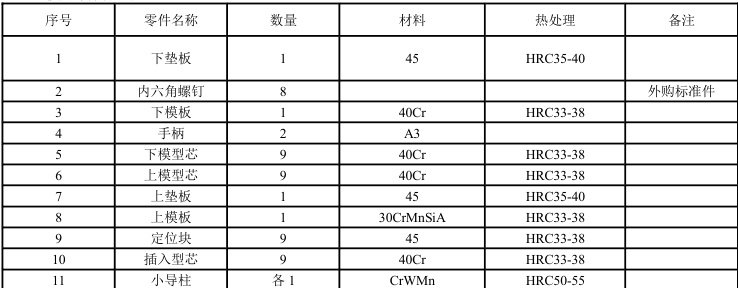
4 模具零件材料选择和热处理
在模具零件材料和热处理选择方面,上、下模板采用40Cr 材料,上下模型芯和插入型芯采用30CrMnSiA 材料,以上两种材料均为合金结构钢,在调质(HRC33-38)状态下,其综合力学性能良好,易加工,淬透性好,机械加工性能好,从价格方面考虑针对零件分别选择。
上、下垫板采用45 号钢,热处理硬度控制在 HRC35-40。小导柱材料选择为 CrWMn,该材料在热处理 HRC50-55 时耐磨性好,变形小,价格适中。
模具零件明细表
5 模具加工工艺性分析及工艺方案
按照模具设计要求,装配完成上、下模合模后,保证分模面贴合。保证九处型腔内各型芯配合间隙在 0.02-0.03mm。保证全部上模型芯和插入型芯方向一致,不能出现错位。导柱定位准确,开、合模顺利不出现卡滞、扭曲等现象。
在多型腔模具工艺设计方面,如果采用传统工装加工工艺,大量采用的修配加工,在单件加工时忽略精度和互换性要求,在装配时一定会出现各型腔间因误差造成错位、间隙不均等问题,装配时靠修配调整,致使个别或多个型腔无法使用等现象,严重的会造成整套模具报废。因此多型腔模具加工精度的保证是模具合格的关键。
上模型芯零件图
随着大量数控设备用于模具加工,为模具精密加工提供了保证。因此针对以上多型腔模具的加工,其工艺设计是:热处理前进行粗加工,热处理后精密加工,在单件时严格保证尺寸精度、位置度要求,全部尺寸控制在公差范围内,装配时仅进行少量修配,组装完成即可满足使用要求。
下模板是模具主要零件之一,零件上有型腔、型芯安装孔、导柱固定孔、溢胶槽, 工序在热处理前主要进行粗加工,工作尺寸留有余量,热处理后进行精加工。在工艺路线中,其中热处理后的平磨、慢线、数铣工序是关键工序。平磨主要磨厚度面同时磨出侧面基准,其平行垂直要求小于0.01。
下模板工序图
慢走丝线切割要求一次装夹找正,割 18 处型芯安装孔,割 2 处导柱安装孔,在保证孔径的同时,孔距及位置尺寸控制
在±0.01。数铣是以慢线加工的孔进行找正,精加工出全部型面。
零件的加工中,插入型芯为便于保证尺寸和加工,工艺设计时选择首先按整园加工,然后切开,一次可切5 件,一次投产2
件,切开后即可满足总数要求。在工序中数车和慢线工序是关键工序,数车必须保证各部尺寸和形位公差要求,慢线在切开零件时必须保证与中心的严格对称。
下模板零件图
插入型芯 下模型芯
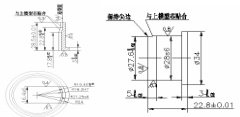
上模型芯加工关键要保证头部 16.4s6 凸台尺寸和尾部 10H7 槽的对称度小于 0.01,为此在工艺设计时考虑粗加工时在16.4s6 凸台端加长 20mm,数车保证尺寸精度和同轴度,慢线工序夹加长一次装夹割出 16.4s6 凸台和 10H7 槽,利用设备精度确保对称度要求。数铣找正中心铣出凸台。
上模型芯工序图
上模板零件热处理前主要进行粗加工,关键工序在热处理后的慢线和数铣,和下模板一样,慢线主要保证孔径、孔距及位置度尺寸,数铣要保证各孔和底面上10H7 槽的对称度要求。
6 结束语
通过分析某型头盔橡胶耳机罩零件结构及成形工艺特点,并采用一模九腔模具结构设计,以及针对模具特点进行工艺设计,编制合理的加工工艺。经过加工、装配、试模使用,制件加工质量稳定,效率高。模具整体设计结构合理,紧凑,满足产品加工要求。
参考文献:
1 《橡胶模设计应用实例》 编写组:模具实用技术丛书编委会 机械工业出版社 2003.102 《航空工艺装备设计手册 橡胶塑料模具设计》 航空工艺装备设计手册编写组 国防工业出版社 1977.2
作者简介;马宏晖,男,1967 年生,高级工程师,从事工作:工艺装备设计和制造

 京公网安备 11011302003690号
京公网安备 11011302003690号


