



- 收藏
- 加入书签

TC4 钛合金自阻加热中多种电极截面特征的电-热耦合响应分析
摘 要:针对TC4 钛合金在自阻加热过程中因电极边缘效应导致稳态温度场分布不均的问题,本文提出了一种基于电极接触形状优化的电-热耦合响应分析方法。首先分析了自阻加热的焦耳产热机制与能量耗散途径,推导了电热转换方程。随后利用 ABAQUS 有限元软件建立了 TC4 钛合金板材自阻加热的电-热耦合模型,对比分析了矩形、圆形、椭圆形和齿形四种电极截面形状对板材温度场梯度的影响。仿真结果表明:齿形电极能有效改变电流进入路径并增加边缘接触热阻,最大程度抑制了局部热集中,获得了最宽且平稳的有效均温区。本研究为钛合金自阻加热工艺的温度场控制与成形装备优化提供了工艺参考。
关键词:TC4 钛合金;自阻加热;有限元仿真;电-热耦合
钛合金材料因具备强度高、重量轻以及耐腐蚀和耐高温等优异物理特性,在航空航天飞行器零部件研制等领域具有广泛的应用需求。然而,工业生产中常用的TC4双相钛合金在常温下的成形性能并不理想,其屈服极限相对较高且弹性模量偏小,常温塑性变形范围极窄,强行加工极易引发破裂和回弹缺陷。为改善其加工性能,通常必须通过提高材料温度的方式来进行塑性热成形。传统的加热方式普遍存在加热速度慢、能量转换效率低等缺陷,而自阻加热技术通过直接将高能脉冲电流通入金属板材内部,利用材料自身电阻产生焦耳热效应,展现出了升温迅速、热利用率高的显著优势。
在探索电流对金属材料变形行为的作用规律方面,众多学者进行了大量研究。Troitskii等人[1]在试验中发现电子辐照能够促使单晶材料的流变应力降低,从而增强塑性变形能力。Klimov等人[2]进一步解释了电流效应引起的金属结构变形机理。随后,Okazaki等人[3]针对集肤效应对电致塑性效应的具体贡献进行了定量评估。在国内的研究中,李大龙等人[4]研究了电塑性工艺,证实了辅助电流可以有效降低金属变形抗力。针对难变形材料的热成形,Mori K等人[5]提出的自阻加热冲压方法大幅缩短了升温周期,在极短时间内就能将板材加热至目标温度。Valance[6]和Karunasena[7]分别评估了电阻加热对钛合金热成形性能的提升效果,并分析了相关参数对升温速率的直接影响。张翼田等人[8]则利用钛合金电阻率大、导热系数低的特点,较早开展了相关钛合金的自阻加热成形工艺试验。
尽管自阻加热展现出诸多优势,但该工艺在实际应用中依然存在严重的局限性。在加热过程中,板材的稳态温度场分布极不均匀,交织着焦耳热、热传导、对流及辐射等多种复杂物理现象。Maki S等人[9]在对自阻加热成形工艺参数进行研究时明确指出,电极与板材的微观接触状态是影响板材温度场均匀分布的决定性因素。Minakawa K[10]通过优化电极的夹持结构,使得加热速度更快,目标温度的分布也更加均匀。方慧等人[11]和何广忠等人[12]先后进行了自阻加热弯曲成形实验,深入分析了非均匀温度场分布对回弹控制及成形质量的具体影响。然而,传统自阻加热工艺中往往忽略了电极截面几何特征对多物理场耦合接触传热机制的深度影响,单纯依靠常规矩形电极极易引发接触边缘区域电流密度的局部畸变,导致明显的温度梯度与局部“两头冷中间热”的现象。综上所述,为突破自阻加热过程中因电极边缘效应导致温度场分布不均的技术瓶颈,本文以TC4钛合金板材为研究对象,提出一种基于电极接触形状优化的电-热耦合响应分析方法。本文利用有限元分析软件建立多物理场耦合的数值分析模型,系统探讨不同电极截面形状(如矩形、圆形、椭圆形、齿形)对焦耳热产热机制与能量耗散途径的宏观影响。
1 自阻加热产热机制与电热耦合原理
1.1 自阻加热产热机制与电热耦合原理
在自阻加热复合塑性成形过程中,材料的电热物理参数及力学性能均表现出高度的温度敏感性。本文研究所选用的实验材料为TC4钛合金(Ti-6Al-4V),属于 型双相钛合金 。随着焦耳热的积累与温度的升高,材料的电阻率、热导率及比热容会发生非线性变化,进而直接影响接触界面及板材内部的电流密度分布与热传导效率。实验测定与文献验证表明,TC4钛合金的热导率随温度升高呈现近似线性的增长趋势,而弹性模量则随着温度的升高而显著降低,表现出明显的热软化特征。TC4钛合金电-热性能参数如表1所示:
表1:TC4钛合金电-热性能参数

自阻加热升温的核心能量来源于大电流流经金属板材时所激发的焦耳热效应。假设在极短的时间步长内,系统产生的焦耳热在没有任何热量耗散的情况下全部转化为储存在TC4钛合金板材内部的热能,依据热力学基础与比热容的定义,系统产生的热量及温度变量的理论计算可表达为:
传统自阻加热工艺中往往忽略了电极界面的微观接触状态对整体温度场分布的扰动。实际上,黄铜电极自身电阻率显著低于TC4钛合金板材,致使回路导通时电极部位产生的焦耳热极少,其自身温度显著偏低。因此在电-热耦合机制中必须计入随温度动态演变的接触电阻与接触热导率。这种接触导热机制及非均匀的电流注入路径直接导致钛合金板与黄铜电极的接触区域呈现局部急冷现象,致使TC4板材呈现两头冷中间热的状态,严重破坏了自阻加热成形区域的有效均温。为解决这一电-热耦合引发的局部热集中缺陷,本文引入特定截面特征的电极形状以优化温度场的分布。
1.2有限元仿真模型建立与边界条件设定
为探究TC4钛合金板材在不同加热时间下的温度场非线性分布特征,本文基于多物理场耦合理论,利用ABAQUS有限元分析软件构建了自阻加热升温过程的数值仿真模型。
图1 自阻加热升温模拟的有限元模型
在几何模型构建阶段,基于计算效率与模拟精度的综合平衡,本文采用了几何简化策略,仅保留电极与板材的接触区域及附近关键区域的宏观与微观形貌细节。实体区域均采用八节点线性热电耦合六面体单元(DC3D8E)进行离散化处理,以有效规避大变形下的网格畸变并提升非线性求解的收敛效率。模型中所用黄铜电极的物性参数如表2所示:
表2:黄铜在不同温度下的电-热性能参数

在边界条件的设定上,设置初始环境温度为20℃,TC4钛合金板材的表面热辐射系数设定为0.5。针对微观界面处复杂的多点接触特性,设定板材与电极间的接触间隙临界值为0.01 mm;为进一步探究电极接触形状对热量分布的影响,本文设计了四种不同几何截面的电极接触结构,分别为矩形、齿形、椭圆形与圆形,如图2所示:
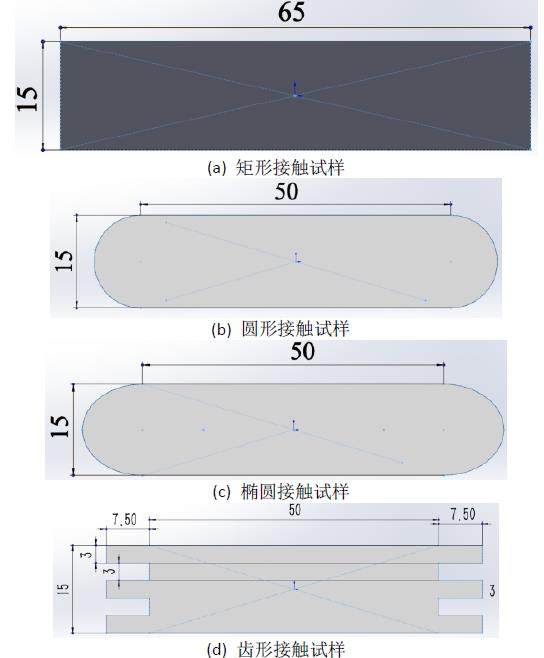
图2 四种不同截面形状电极的二维几何尺寸示意图
基于上述建立的高精度电-热耦合模型与边界条件,后续研究将系统分析这四种截面形状对成形区域温度梯度的影响规律,旨在为寻找最优的截面形状提供可靠的数值依据。
2 验证与讨论
为有效抑制自阻加热过程中因电流边缘效应导致温度场分布不均的现象,基于已建立的电-热有限元模型,系统开展了矩形、齿形、圆形以及椭圆形四种电极接触形状的升温过程数值模拟。在保持加热时间为90 s、夹持距离为5 mm及电流密度一致的边界条件下,提取了如图3所示的稳态温度分布云图及中心线温度节点数据:
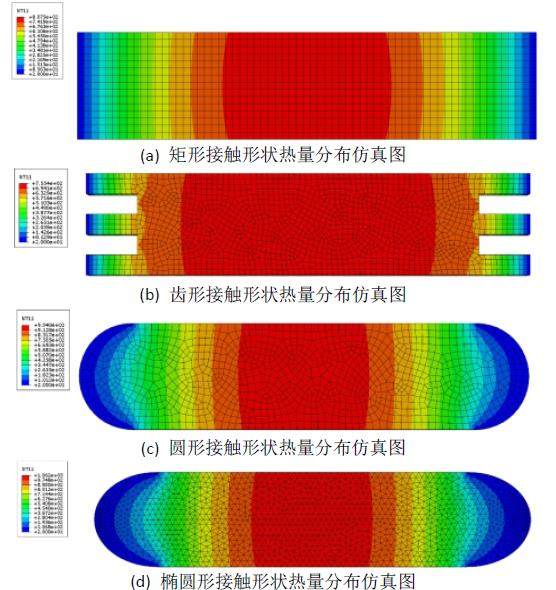
图3 四种不同接触形状电极的稳态温度分布云图
中心线温度节点数据如图4所示:
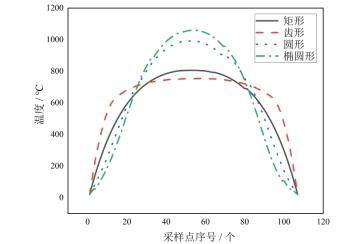
图4 同截面形状电极的中心线温度分布对比曲线
模拟实验结果显示,圆形与椭圆形截面界面的温度曲线呈现明显的抛物线状,局部热集中现象极为严重。矩形电极的峰值温度虽有所降低,但平稳的恒温平台区域较窄,不足以覆盖宽幅加工需求。相比之下,齿形电极的优化效果最为显著,其中心采样区表现出宽大且平稳的平台特征,温差极小,有效均温区长度得到了显著增加。
进一步探究其底层的物理机理,在电学方面,交错的齿形结构改变了电流进入TC4钛合金板材的流通路径,极大地缓解了矩形边缘常见的电流集中效应,促使焦耳热产热空间分布更加均匀;在热力学方面,齿形间的空隙增加了微观接触热阻,有效削弱了板材核心区向低温电极两端的热传导耗散。这种产热均匀化与散热抑制的协同作用,最终形成了最为宽缓的有效均温区。
3 结 论
本文针对TC4钛合金板材在传统自阻加热过程中因边缘效应引发的非均匀温度场问题,系统开展了电极结构优化与数值模拟研究,得出以下结论:
(1)研究了自阻加热中接触界面热传导对整体稳态温度场的扰动机制,建立的高精度电-热耦合有限元模型,通过有限元仿真开展了TC4钛合金板材自阻加热的数值模拟。
(2)明确了电极微观接触截面形状对焦耳热注入路径的影响规律。相较于矩形、圆形与椭圆形电极,齿形电极通过缓解局部电流集中畸变并主动增加边缘接触热阻,成功抑制了局部热集中缺陷,获得了四种形貌中最宽且最为平稳的有效均温区。为电-热耦合下的复杂钛合金构件复合热成形装备研制提供了工艺参考。
参考文献
[1] Troitskii O A, Likhtman V I. The anisotropy of the action of electron and γ radiation on the deformation of zinc single crystals in the brittle state[C]//Soviet Physics Doklady. 1963, 8(1): 91.
[2] Klimov K M, Novikov I I. The “electroplastic effect”[J]. Strength of Materials, 1984, 16(2): 270-276.
[3] Okazaki K, Kagawa M, Conrad H. An evaluation of the contributions of skin, pinch and heating effects to the electroplastic effect in titatnium[J]. Materials Science and Engineering, 1980, 45(2): 109-116.
[4] 李大龙, 于恩林. 电塑性拔丝技术及设备研制[J]. 机械设计与制造, 2014 (6): 112-114.
[5] Mori K, Maki S, Tanaka Y. Warm and hot stamping of ultra high tensile strength steel sheets using resistance heating[J]. CIRP annals, 2005, 54(1): 209-212.
[6] Ozturk F, Ece R E, Polat N, et al. Assessment of electrical resistance heating for hot formability of Ti-6Al-4V alloy sheet[J]. Key engineering materials, 2011, 473: 130-136.
[7] Karunasena W G. Direct resistance heating in sheet metal forming[J]. HKU Theses Online (HKUTO), 1977.
[8] 张翼田, 蒋钦元. Tc3钛合金自阻加热成形工艺试验[J]. 四川机械, 1982, (02): 56-58.
[9] Maki S, Ishiguro M, Mori K I, et al. Thermo-mechanical treatment using resistance heating for production of fine grained heat-treatable aluminum alloy sheets[J]. Journal of Materials Processing Technology, 2006, 177(1-3): 444-447.
[10] Minakawa K, Keskar A, Barb A. Method and apparatus for hot forming elongated metallic bars: U.S. Patent Application 11/432,045[P]. 2007-11-15.
[11] 方慧, 王国峰, 刘思宇. S355J2W钢自阻加热弯曲成形回弹控制与质量分析[J]. 哈尔滨工业大学学报, 2018, 50(11): 10-16.
[12] 何广忠, 吴越, 梁继业, 等. S355J2W钢转向架盖板自阻加热成形工艺研究[J]. 塑性工程学报, 2020, 27(02): 29-36.

 京公网安备 11011302003690号
京公网安备 11011302003690号


