



- 收藏
- 加入书签

减量化含油污泥在电站燃煤锅炉掺烧技术研究
摘要:随着油田环保标准持续收紧,含油污泥无害化、资源化处置成为油田生产与生态保护协同发展的关键任务。本文围绕减量化含油污泥在电站燃煤锅炉掺烧技术展开研究,明确其在安全处置、资源利用、环保达标等方面的应用需求,从燃料预处理、制粉系统、燃烧调控、排放管控四个维度构建完整应用方法体系。实践表明,该技术可实现含油污泥稳定掺烧与污染物达标排放,兼具安全效益、环保效益与经济效益,为油田危废处置提供可靠技术路径,对推动油田绿色低碳发展具有重要意义。
关键词:减量化含油污泥;电站锅炉;掺烧技术;环保处置;资源化利用
大庆油田含油污泥产量巨大,常规处置过程费用高且受季节影响较大,很难达到含油率≥3‰这一最新环保要求,因此迫切需要一种高效、稳定、低成本的处置技术。电站燃煤锅炉炉内温度高且燃烧完全,在含油污泥协同处置方面具有天然的优势。对电站燃煤锅炉中减量化含油污泥掺烧工艺进行研究,不仅可以达到危废无害化处置的目的,还可以用污泥热值代替部分煤,符合“双碳”的目标和绿色发展的理念。文中系统地阐述了该项技术的应用需求和实现方法,以期为大规模推广应用提供理论支撑和操作规范。
一、减量化含油污泥在电站燃煤锅炉掺烧技术应用的必要性
电站燃煤锅炉掺烧技术中对减量化含油污泥的需求来自于油田危废处置、环保合规、资源利用和安全运行等方面的诸多诉求,随着新环保法的施行和地方标准的更新,含油污泥处理的含油率指标紧缩到 3‰ ,常规预处理加离心工艺不能达标排放,需要采用高温燃烧的方式进行深度减量化和无害化处理,以达到法规的刚性要求[1]。油田生产过程中不断产生的大量含油污泥长期堆存和委外处置费用高昂且风险较大,迫切需要依靠电站已有设备进行现场规模化处理,以减少全链条的处理费用,确保生产的连续性,含油污泥具有一定的热值,可以作为辅助燃料加入到燃烧中,达到能源回收的目的,符合资源循环利用的政策取向。掺烧过程需要确保锅炉机组的安全平稳运行,以免因燃料特性的改变而导致制粉系统失效、锅炉结焦和热效率降低,并在燃料适配性和参数匹配性方面提出了明确的要求。同时,要做到烟气和灰渣全流程污染物达标排放,严格控制 SO2、NOx、颗粒物、重金属和二噁英的排放量,消除二次污染,达到超低排放和危废管控的双重标准。该项目的实施也需要形成一套标准化的操作方案和管理体系以支持其长期平稳运行,并为同类油田提供一个可以复制和推广应用的模型。
二、减量化含油污泥在电站燃煤锅炉掺烧技术要点
(一)掺烧前污泥预处理技术控制
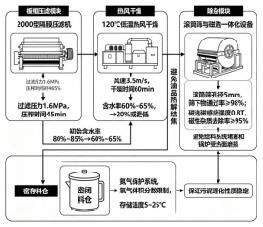
含油污泥预处理作为确保掺烧系统平稳运行的核心先决条件,需要从多维度进行工艺优化,以达到含水率和杂质含量等指标的准确调控,使用板框压滤和热风干燥的联合预处理技术,在板框压滤的过程中,选择了 2000 型隔膜压滤机,并将过滤压力设置为 1.6MPa,压榨时间为45min,这样可以将含油污泥的初始含水率从 80% ~85%减少到 60%~65% ;接下来,采用了 120∘C 的低温热风干燥技术,调整热风的风速为 3.5m/s ,并保持干燥时间为60min,这有助于将污泥的含水量进一步减少到 20% 或更低,同时也避免了因高温导致的油品热解和结焦问题。为了处理污泥中粒径超过 5mm 的如砂石、金属碎片等杂质,安装了滚筒筛与磁选一体化的除杂设备,并将滚筒筛的孔径设置为 5mm ,当筛下物的通过率达到或超过 98% ,且磁选装置的磁感应强度为0.8T 时,可以有效去除超过 95% 的磁性杂质,从而避免给料系统的堵塞和锅炉受热面的磨损。前处理的污泥需要储存在密闭料仓中,料仓内安装氮气保护系统并将料仓内氧气体积分数限制在一定范围内,以免含油污泥中挥发分发生氧化自燃,存储温度保持在5~25∘C. ,保证了污泥理化性质的稳定性,为之后的掺烧提供了均质化原料。
(二)锅炉掺烧配比和给料系统的优化
对于300MW 的亚临界燃煤锅炉,设定了含油污泥掺烧的质量比例在 8% 至 12% 之间,在这其中,污泥的干基热值被控制在 18~22MJ/kg 的范围内,相应的燃煤热值则被设定为20~24MJ/kg,以确保混合燃料的热值能够稳定地维持在 18.5~21MJ/kg 的区间。给料系统为螺旋给料加气力输送的协同控制模式,螺旋给料机选双轴变频机型,速度可调范围为 0~150r⋅min-1 ,相应的污泥给料量为0.5~2t·h-1;气力输送系统使用罗茨风机作为供风设备,其输送风速范围为 18~22m/⋅ s,风压在 0.08~0.12MPa 之间,以防止污泥在输送管道中沉积。为了达到配比动态调节的目的,系统中配置了热值在线监测装置对混合燃料的热值进行实时检测,并在热值波动大于±0.5MJ·kg-1 的情况下进行监测,对螺旋给料机的转速和燃煤给料量进行自动调节,调节响应时间≥30s。在给料系统中,料仓的料位使用超声波液位计进行监测,确保料位维持在30%~70% 的范围内,以防止物料断裂或溢出,从而保证混合燃烧的物料供应是连续且均匀的,为锅炉的稳定燃烧提供了坚实的基础。
(三)燃烧工况的稳定和安全运行控制
优化燃烧条件的核心目标是确保锅炉的热效率达到或超过 90% ,同时避免炉膛发生灭火和结焦,因此需要对燃烧参数进行精确的控制。炉膛的温度需要保持在 1350~1450∘C 的范围内,这可以通过调整二次风的配比来实现,其中二次风风量应占总风量的 25%~30% ,风速应控制在 25~30m/s 之间,以确保含油污泥的挥发分与煤粉能够充分混合燃烧;炉膛出口的过量空气系数保持在1.15~1.25 之间,既能保证燃料的充分燃烧又能避免过量风引起的热损失的增大。考虑到掺烧后燃料的着火特性发生的变化,采用了等离子体点火与微油枪稳燃的复合系统。等离子体发生器的功率为 150kW ,能够将着火温度降低 50~80∘C ,确保污泥的挥发分能够及时着火;微油枪的耗油量保持在 120~150kg·h-1,只在负荷波动的情况下协助稳燃。锅炉受热面防结焦由吹灰系统智能联动控制、炉膛吹灰器为蒸汽吹灰、蒸汽压力为 1.2~1.5MPa 、吹灰周期为6~8h;省煤器、空气预热器采用声波吹灰,声波频率 20~25kHz ,吹灰周期4~6h,使受热面清洁度 285% ,避免结焦导致受热面传热效率下降。
(四)烟气污染物协同治理的技术关键
当含油污泥被掺烧后,烟气中的NOx、SO2、颗粒物和挥发性有机物(VOCs)的浓度会显著增加,因此需要采用协同治理技术来实现达标排放。为了更好地控制 NOx,在炉膛的上方安装了低氮燃烧与选择性催化还原(SCR)的协同系统。在低氮燃烧的阶段,通过分级送风技术,成功地将炉膛主燃区的氧体积分数控制在了 10%~12% 之间,从而使 NOx 的生成量减少了 30%~40% ;SCR 反应器所选催化剂为钒钛,催化剂的体积空速为8000~12000h−1,反应温度为 320~380∘C ,氨氮摩尔比为 1.0~1.2,出口 NOx 含量≤50mg/m3。为了治理 SO2,采用了钙基浆液喷淋吸收与活性炭吸附的复合工艺。当钙基吸收液的浓度在 10%~15% 之间,液气比为20~25L/m3 时,SO2 的去除率可以达到或超过 95% ;活性炭具有 3000~5000h−1 的吸附塔空速和120~150t 的装填量,能够同时去除超过 80% 的VOCs 和其他微小颗粒物。为了治理颗粒物,采用布袋除尘器和湿式电除尘的双重处理方式,确保排放的烟气始终符合《火电厂大气污染物排放标准》(GB13271-2014)的规定。
三、减量化含油污泥在电站燃煤锅炉掺烧技术的应用方法
(一)掺烧燃料的预处理及配比控制
掺烧燃料预处理和配比控制是确保稳定燃烧的基本环节,需要围绕含水率、粒度、均匀性和掺混比例等进行全流程管控,可以将减量化后的含油污泥尾料经过均质化预处理后,经过破碎、筛分和搅拌过程消除了物料结块和组分不均匀的现象,并控制粒径以满足制粉系统的入料需求,确保物料的流动性和可磨性逼近常规燃煤特性。工业分析和元素分析同步进行,对热值、灰分、硫分、水分和挥发分等主要指标进行了准确测定,为掺混比例的设计提供了数据支持,从锅炉负荷、煤质特性及环保约束等方面出发,构建了动态掺烧比例计算模型,该模型以安全第一、效率最优和排放达标为原则确定了合理的掺烧范围[2]。通过皮带定量给料和在线混配工艺使污泥尾料和原煤混合均匀,避免了因局部浓度过高而引起的燃烧波动。对物料的温度、湿度及堆积状态进行全程监测,预防自燃、黏仓和堵料等危险,并建立燃料进场—存储—掺配—进炉的全链条质量台账以保证进炉燃料组成的稳定性和参数的可控性。通过标准化的预处理和精细化的配比控制为制粉、燃烧和环保系统的平稳运行提供了可靠的燃料保障。
(二)制粉系统的操作参数的优化调整
制粉系统操作参数的优化直接决定了煤粉品质和系统的安全性,需要根据掺烧物料的特点进行多维度的参数匹配,针对污泥尾料和原煤掺混燃料在可磨性、水分和灰分等方面的变化规律,对磨煤机通风量、入口风温、给煤量及碾磨压力等参数进行了优化,促进了煤粉细度和均匀度的提高,确保了着火和燃尽性能[3]。对磨煤机出口的温度、电流、振动及 CO 浓度等参数进行实时监控,并建立超限预警和自动调节机制以预防超温、积粉和爆燃等危险的发生,确保制粉系统的安全可靠,根据掺烧后燃料密度和流动性的改变,对一次风风速、风压及分配均匀性进行了优化,保证了煤粉的稳定传输,避免了管道的沉积和断粉。结合锅炉的负荷需求,对制粉系统的出力进行动态调整,以维持燃料供应和燃烧需求相匹配,增强机组的负荷适应性。建立参数优化数据库累积不同负荷和不同掺烧比例的最佳运行区间并形成标准化操作曲线。通过精细化的参数调整实现了制粉系统的高效、稳定和安全的运行,从而为锅炉的稳定燃烧输送优质煤粉。
(三)锅炉的燃烧工况动态控制
锅炉燃烧工况的动态控制是高效燃尽、防止结焦、确保机组安全运行的关键环节,根据混合燃料的燃烧特点,对炉膛配风方式、氧量设定值、燃烧器投运组合及火焰中心位置等参数进行了优化,加强了炉内湍流混合并延长了高温停留时间,确保了污泥尾料的完全热解和完全燃烧。对炉膛内温度场、压力场及烟气成分进行实时监控,并对一次风和二次风的比例进行动态调节,以控制燃烧温度范围,遏制结渣和沾污的危险,根据掺烧后灰分上升和结焦倾向加大的特点,对吹灰频次及吹灰策略进行了优化,以保持受热面的洁净和锅炉传热效率的提高。构建了多变量协同调节机制以针对负荷变化、燃料波动和环保参数等因素对燃烧策略进行实时校正,保证了主蒸汽参数、再热蒸汽参数和炉膛负压等重要指标的稳定性。整个过程对飞灰含碳量和炉渣含碳量进行监控,不断对燃烧参数进行优化,促进锅炉热效率的提高。采用闭环动态调控达到了燃烧稳定性、设备安全性和运行经济性相统一。
(四)环保排放的全程监测和控制
对环保排放进行全程监测和控制,是达标排放、消除二次污染的关键保证。建设烟气在线监测系统对SO2、NOx、颗粒物、CO、湿度和流量进行实时监测,并联动脱氮、脱硫和除尘系统进行精准调控以保证排放浓度稳定在超低限值以上。根据含油污泥的特点,加大对二噁英和重金属等特征污染物的具体监测力度,并建立定期检测预警机制,确保污染物排放符合危废处置控制要求,进行粉煤灰、炉渣和脱硫石膏固废的浸出毒性及成分检测,证实其达到建材资源化利用的标准并实现了副产物的全量资源化利用。设置无组织排放管控,强化燃料储存、转运和掺配等环节的密闭及抑尘管理以控制挥发性有机物的逸出。健全废水收集处理和循环利用体系,使生产废水零排放。建立环保数据台账和溯源机制以适应生态环境部门的监管需求。通过对减量化含油污泥掺烧的全要素、全过程、全链条的环保管控达到无害化、清洁化和资源化。
结语:在电站燃煤锅炉中使用减量化含油污泥的掺烧技术,为油田的危废处理提供了一个既安全又高效且经济的方案,确保了环境、安全和经济三方面的效益能够和谐统一。在现有电站设备的支持下,该项技术通过燃料预处理、制粉优化、燃烧调控和排放管控等一体化应用能够稳定地实现含油污泥的无害化处置和资源化利用。在今后的工作中,要进一步完善标准化操作规程,扩大掺烧比例,提高智能化控制水平并加快规模化推广和应用,从而为油田绿色化改造和“无废油田”提供更加有力的技术支持。
参考文献
[1]金炜.深度调峰下大型电站燃煤锅炉炉内过程特性研究[D].东南大学:2024.
[2]葛铭,陈国庆,陈辉,张守玉.掺烧污泥对电站锅炉性能影响的试验研究[J].热能动力工程,2024,39(07):131-139.
[3]李升,杜君文,吴宗科.300 MW 中储式电站贫煤煤粉锅炉烟煤适应性改造[J].能源与节能,2025(06):76-78+151.

 京公网安备 11011302003690号
京公网安备 11011302003690号


