



- 收藏
- 加入书签

浅谈预焙槽电压与电流强度匹配技术的应用
 打开文本图片集
打开文本图片集


摘要:本文主要研究在满足能量平衡维持生产正常进行和某一确定阳极电流密度条件下的电解槽电压科学设置问题,因此如何预先科学确定电解槽可强化的幅度是强化电流需要解决的关键技术,在铝电解生产过程中,极距是影响电流效率和槽电压的关键因素,而槽电压和电流效率这两个参数共同决定了吨铝能耗,因此如何科学确定极距是实现铝电解大幅节能必须攻克的课题。
关键词:槽电压;极距;电流强度;电流效率;匹配技术
1 前言
电解铝生产是一项高耗能的产业,每生产一吨铝大约需要13400~14000度电,随着能源的日益紧张和环保政策的增强,全国电价普遍上调的形势下,国家对电解铝生产提出了更高的能耗标准和环保要求,如何最大限度的实现高效低耗,降低生产成本,提高企业经济效益和市场竞争力,降低电耗的途径是降低平均电压和提高电流效率,在确保电解槽能力平衡的基础上找到最佳槽电压(极距)的临界点和最佳电流强度,探索槽电压与电流强度完美匹配技术是电解铝行业目前亟待解决的问题。
2 铝电解槽的能量消耗和工作电压构成
铝电解槽的电能消耗量,同平均2.1 电解槽的能量消耗
电压和电流效率两个因素有关: W=2.980*U/η。
其中:U为平均电压,η为电流效率。降低平均电压,或者提高电流效率,都能够减少电解槽的电耗量,如何降低槽平均电压并提高电流效率是铝电解节能降耗的最佳方向。
2.2 电解槽的工作电压构成
所谓平均电压是指槽电压与槽电压量程以外的导线中的电压降以及由于系列中发生阳极效应而分摊到每一台槽的电压。这实际上就是每台槽本身的电压与分摊的电压之和。由电解槽工作电压的构成来看,可以分成极化电压和欧姆电压两大类。电解槽平均阳极电流密度(0.73A/cm2)的条件下,槽工作电压按4.15V计,反电势一项占槽电压之42 % ,其中过电压占15 % (0.6V) ;电阻压降占58%,其中电解质电压降占35%。过电压与电阻压降的大小都与电流密度有关。阳极过电压与电流密度的关系可用塔菲尔方程表示:η= a+b㏒i,其中i为阳极电流密度A/cm2,a、b为塔菲尔常数。电阻压降可用欧姆定律表示:U=IR,其中I是槽电流强度,R为槽电阻。由此可以看出电流密度是影响槽电压设置的最为重要的因素之一,当电解质成分确定,阳极组装工艺、阳极质量稳定的条件下,可以认为影响槽电阻的主要因素是阴阳极间的距离,而影响极距设置的关键因素是极距对电流效率的影响关系,其次是可维持电解质保持合理过热度能量平衡的需要。
2.3 最佳极距在铝电解过程中的作用
从电解槽的电压平衡可以看出,电解质电压降占相当大的一部分(35%40% ),为了节省电能,减小这部分电压降是节能的关键。已知,电解质电压降与极距、电流密度以及电解质本身的电阻率、阳极浸人电解液的深度等若干因素有关。缩短极距,减小电流密度,增大电解质导电性,增加阳极浸人电解液深度(亦即增大阳极同电解质的接触面积),都有助于减小电解质电压降。在大型预焙槽上,每缩短1cm的极距大约可以降低电压300330mV,亦即每缩短极距1mm可以降低电压3033mV。我国预焙槽普遍采用“四低一高”工艺,电解槽的极距一般是4.55.5 cm ,从这些数据看电解质压降部分节省电能的潜力较大。因此降低极距是降低槽电压实现大幅节能的关键,不会明显造成电流效率损失,也不会导致电压过高造成电能浪费时的极距称为最佳极距,如何找到最佳极距将是节能的关键。
2.4 极限低极距检测技术的探讨
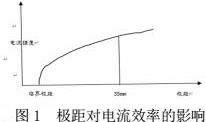
极距过低则会造成电流效率明显损失,虽然降低了电解槽工作电压却达不到预期的节能效果,有时候还会适得其反,因此确定电解槽的最佳极距是节能的关键。国际铝冶炼专家穆夫特鲁等在实验室小型电解槽上研究了极距对电流效率的影响,其结果如图1所示。
由穆夫特鲁的研究结果来看降低极距10mm以内,降低极间电解质压降300330mV的是可行的,不会对电流效率产生明显的影响。但是,在预焙槽上各个阳极炭块底掌的位置往往高低不齐,强磁场对铝液界面的扭曲与实验室小型试验槽存在巨大的差异,因此在电解槽上降低极距必须研究电流效率与极距或者与槽电压之间的关系这一难题。解决了电流效率与极距对应关系的检测手段,在某一确定的阳极电流密度,在保持高的电流效率的条件下将极距设置在最低,此时对应的槽工作电压就是可设置的最低槽电压,实现最大幅度的降低吨铝电能消耗。
2.5 合理极距的测定技术
在铝电解生产过程中,极距是影响槽工作电压和电流效率的关键因素。极距放置低于最佳值则会损失电流效率,放置高于最佳值时造成电能浪费。极距的测量:极距的测量采用两种方法,一是采用极距钩测量一定数量的阳极对应的极距取其平均值;二是采用极距-电压曲线法,获得平均极距值,同时可获得电解质在该温度下的电导率。通过测量电解槽不同工作电压条件下的电流效率、极距,便可以找到不同槽型、或相同槽型不同电流强度条件下的合理极距区和最佳工作控制电压。
2.6 根据合理极距设定铝电解槽最佳槽电压技术的应用
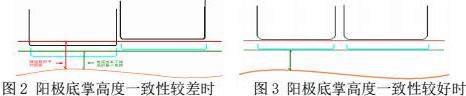
目前通过降低极距是实现低电压节能最直接的手段,在预焙槽电解生产过程中,如果电解质组成、系列电流不变,要在较低的极距条件下运行,首先希望各组预焙阳极保持相同的极距如图3,如图2当阳极底掌的高度一致性较差时,获得较高的电流效率需要在平均极距较高的条件下运行,如果降低极距极有可能引起局部电流效率损失加剧,使电流效率降低,因此要在较低的平均极距条件下运行,阳极底掌的高度一致性一定要好。阳极底掌的高度一致性的提高可通过提高电流分布的均匀性实现。
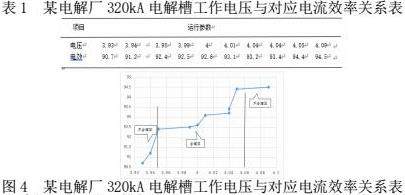
某铝电解厂320kA系列大型预焙电解槽上研究了电流效率与槽电压的关系,如表1、图4。
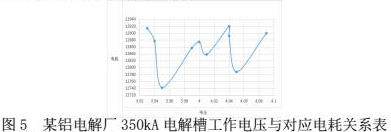
将电压与电流效率的关系方程带入电解槽能耗公式:W=2.980*U/η即可求得能耗与电压之间的关系方程,然后对其求导即可得到槽电压4.0V时电解槽能耗最低12.87kWh/kg-Al。根据电压与电流效率回归方程,通过电解槽能耗公式计算得到能耗与槽电压的关系图,图5所示。
2.7 电解槽最佳电流强化幅度技术探讨
在原铝市场行情较好的情况下,电解铝企业多希望通过强化电流提产而获得更大的效益。以往电解槽在强化电流时,往往采用尝试的方法来确定电流强化的幅度,当强化后发现电解槽过热,炉帮大面积融化,出现熔体区槽壳大面积发红时,认为电流强化幅度不合适,再将电流退回一定幅度。这种方法费时较长且原来形成稳定的炉膛容易遭到破坏,电流效率会明显降低。电解槽强化电流后,尽力维持电解槽强化前后成分、温度、炉膛稳定,既达到提产的目的又可获得良好的技术经济指标。
3 电流效率的提高
我国铝生产最近不断涌现出一系列节能减排技术开发和改进,有代表性主要有:改变电解槽阴极结构,如:“异型阴极”,“导流阴极”,“垂直出电”和“异型钢棒”等。强化电流降电压技术:国际上诸如加铝、海德鲁、迪拜等铝企业逐步将阳极电流密度强化到接近1A/cm2[1]。其中最具代表性的海德鲁铝厂电流密度0.9A/cm2,电压4.08v,极距3.5cm,电流效率大于94%。如果把其数据全部还原到0.74 A/cm2的阳极电流密度,还保持极距不变,则海德鲁的电压为3.65v[1] 。我国一些铝厂也在进行有益的尝试,综合交流电耗大幅下降,有的已经达到13500 kwh/t-Al以下。但强化电流和降低电压后,电流效率难以保持和提高,影响到吨铝成本的进一步下降,甚至个别厂家已经出现电压下降,成本上升的工艺拐点。在现阶段,大面积改造现有槽的阴极结构不经济,也不现实。如何在强化电流和降低极距条件下提高电流效率,是提高能量利用率和降低吨铝成本的根本途径。
3.1 正常电压下(4v或4v以上)电流效率提高的工艺路线
国内外大量的实践和理论证明[1]:降低初晶温度,可以提高电流效率;但是,在降低初晶温度的同时,必须控制好电解质过热度,才能长期取得稳定的电流效率。在铝电解槽的电解质成分固定和稳定有序的工作状态下,保持相对稳定的过热度(例如10度左右),分子比,电流效率,初晶温度,电解温度的相互关系如下[2]:
3.1.1 电流效率随着电解质初晶温度的降低而降低[2];
3.1.2 电解温度为初晶温度和过热度之和。在电解质其他成分确定的情况下,初晶温度只与氧化铝浓度和分子比有关系;
3.1.3 初晶温度每降低5度,电流效率提高约1%。在锂盐含量0.8%左右的情况下,以上参数相互的对应关系如下:
3.1.4 高电流密度(高于0.8A/cm2)和低电压(4v以下的电压)提高电流效率的工艺障碍
低电压运行必须匹配高的电流密度,否则电热平衡很难保证。冯乃祥提到:根据电热平衡计算,降低100mv,对于300KA应强化15KA左右,400KA系列应该强化20KA左右[3]。
3.2 强化电流降电压的优势和劣势
提高阴极电流密度有利于提高电流效率 [3]。一般情况下电解槽上生成铝的二次反应是一个常数。因此,在电解槽电解质温度、电解质成分和槽帮基本不变的条件下,阴极电流密度越高,电流效率必然也随之提高。
由于极距的降低,显著的改进了能量效率或槽电压。但在实际操作中,干扰因素多,难以长时间保持在理想状况下,电流效率也随之降低:
(1)高电流密度和低分子比虽然可以取得很高的电流效率,但是在低分子比和较低极距的条件下运行,条件十分苛刻。因此当不恰当的操作时,由于极距的过分降低,使槽噪声增加,电流效率下降。
(2)低电压状态下,槽子热平衡调节难度加大。调整措施采取后,滞后性较强,难以实现精确稳定控制,炉膛状况易恶化。
(3)氧化铝质量较差,中间状氧化铝占据多数。氧化铝熔解性变差,再加上降低极距和高电流密度条件下槽内电解质流动性发生了较大改变,电解质中的氧化铝浓度更加难以均匀分布,阳极消耗不均的问题随之产生。阳极质量不理想,较易出现过多炭渣和阳极长包。
3.3 国外的电解运行提高电流效率的经验
迪拜的专家认为,提高电流效率的措施:
(1)稳定供电电流是最重要的;
(2)采用高过剩量的AlF3,严格控制稳定的氟化铝浓度和过热度是提高电流效率的第二大因素;
(3)控制氧化铝的浓度在1.53.5%之间。
海德鲁对低极距下的电流效率问题进行了研究,除了没有公布阳极更换方法之外,对有些影响的因素介绍如下:
(1)随着极距降低到某一个极限值时,电流效率就会急剧降低。根据Rolseth等人的测量极距的结果显示:极限极距在23cm。电流效率降低的原因在于在低极距操作时,由于极距不均匀,必然会有一些阳极下面的极距低于极限值。
(2)设计上改进铝液水平的平整度;要重新考虑内衬设计以保证热平衡,同时也要研究新的计算机控制技术。
(3)操作上改进氧化铝的均匀分布,减少氧化铝浓度的偏差。
(4)过热度变化较小,电解质水平平稳,都对均匀化极距有利。
3.4 高电流密度和低极距下的提高电流效率策略
由以上分析,我们可知:在磁场设计良好的电解槽中,极限极距可以达到23cm。但是,由于阳极底掌消耗不一致,造成电压下降后,局部阳极成为电流效率损失的关键区域。外在表现为:噪音值增加,残极厚薄不一,电解质流动性在不同部位差异较大,改善的关键在于提高阳极电流分布的均匀性。
热平衡良好控制是阳极消耗均匀的首要条件。热平衡的长期受控,炉膛状况会日趋理想。在炉底洁净,炉帮均匀的环境里,铝液中的水平电流减少,铝液镜面平整度会逐步改善。
在电流一定的条件下,电解槽的工艺操作主要有三大变量:出铝量,电压和氟化铝量的调节。电压控制热量输入;出铝量控制热散失;氟化铝控制温度,不仅可以控制炉底的变化,而且可以也部分决定了热散失量。电压对热平衡的影响快,氟化铝的添加以及铝量的调整对热平衡的影响慢。我们认为出铝量的大小和氟盐添加量的多少决定了电解槽热平衡移动的方向,而电压决定了热平衡移动的速率。并且我们认为,电压对电解质的作用大一些,铝量对炉底的作用更大一些。低电压运行的电解槽易冷不易热,向过热的方向移动慢且滞后,向冷的方向移动快且幅度较大。
低电压运行还有一个很重要的特征:炉底和表面的热平衡表现有时间上的错位。趋热的时候,炉底先热,电解质反应滞后;趋冷的时候,电解质先有所反应,而后炉底才有所反应。也就是说,热的趋势是先在炉底发生,最终在电解质上有所表现;冷行程是在电解质先发生,炉底随后变化。这样的运行特点就很容易带来误操作和方向的迷失。
3.5 那么怎么从工艺角度,尽量避免炉底和表面的不同步
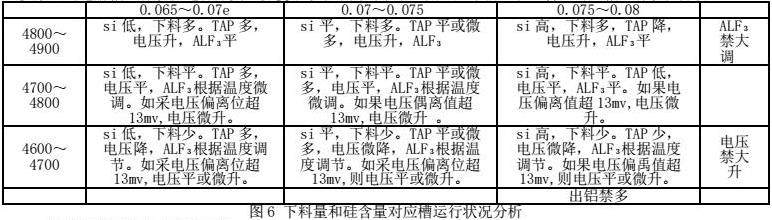
硅含量是炉底的先行指标。密切关注原铝质量的变化,是控制炉底热的关键点。下料量、闪烁效应以及碳渣的分离状况是电解质工作好坏的先行指标,是判断电解质冷热的关键点。而下料量和闪烁效应可以通过计算机进行准确统计,下料量相对更加超前,可以选择其作为电解质的先行指标。为此,我们把硅含量和下料量作为主要参数,对电解槽运行状况进行分类,以便于采取不同的策略,图2是下料量和硅含量对应槽运行状况分析。
热平衡良好的几个重要标志:
(1)总高稳定;炉帮1012cm;炉底压降稳定;烟道端与出铝端电解质偏差较小。
(2)碳渣分离良好;下料量正常;效应系数正常。
(3)原铝质量好,操作质量稳定有序。
(4)温度和分子比受控比例高,噪音值在合理范围内。
3.6 电解槽的电阻曲线良好运行是重要的管理评判指标
电阻曲线首要的是噪音值低。要实现高的电流效率,全天的平均噪音值控制在12mv以内。如果噪音值过高,势必代表局部电流变大,铝液搅动,电流效率自然下降。电阻曲线另一个重要控制点就是波段均匀完整。
在正常情况下,氧化铝浓度随着过欠加工呈现圆润的整齐的波段。根据不同的控制策略,24h内有若干均匀的类似于正弦波的电阻曲线,这对炉帮的保持和阳极消耗很关键。氧化铝浓度决定着槽电阻水平和炉膛稳定,阳极消耗也会随之改变。如果长时间欠量,炉帮必然空;长时间过量,炉底沉淀增加。电阻曲线管理不仅要追求噪音值低,而且过欠加工切换正常,波段周期稳定。愈完美的“正弦”波段,愈代表着热平衡良好,电流效率较高。
3.7 低分子比运行是提高电流效率的必然条件
科学合理的氟化铝添加策略,提高分子比的受控率。根据彼施捏的控制逻辑,日氟化铝添加量主要依赖于:温度、过量氟化铝化验值、效应系数以及氧化铝中的氟含量。我们也可以采取下表的模式实施控制:
在冷热趋势、噪音值以及氧化铝浓度基本受控的前提下,追求更低的分子比。国外一般认为过量氟化铝浓度每降低1%,会提高电流效率0.5%。尽管实际数据会不尽相同,但分子比与电流效率的关系是得到公认的,并且被大量的实践证明。也许在低极距下,追求低分子比,有可能造成噪音值升高等负面反应,但这正是一个不断挑战的过程。低极距、高电流密度和低分子比是铝电解生产突破瓶颈,节能降耗以及降本增盈的必由之路,无一不是增加生产难度,逐步靠近生产极限的过程,只有突破和掌握,才能发挥电解槽的最大潜力,生产出更好质量和更低成本的产品。
需要说明的是:电流效率和原铝质量是相辅相成,密切相关的。无论控制手段或结果,原铝质量和电流效率都是一致的。可以这么说,电流效率不高,则质量必然差;质量不好,则电流效率一定不高。
4 结语
4.1 关于低极距条件下电流效率的必要条件和展望
国外的稳定极距可控制在23cm,阳极电流密度可以实现0.91A/cm2,电流效率依然可以保持在94%以上。国内的电解槽磁场设计已然有了质的飞跃,我们是否也可以向上述目标努力?
高电流密度、 良好的电阻曲线、分子比、铝量是电流效率提升的四个基本条件。原材料(炭块和氧化铝)质量依然是我们论述之外的限制电流效率提高的重要因素。
4.2 极距是影响电流效率和槽电压的关键因素
在铝电解生产过程中,极距是影响电流效率和槽电压的关键因素,而槽电压和电流效率这两个参数共同决定了吨铝能耗,因此如何科学确定极距是实现铝电解大幅节能必须攻克的课题。
不同的槽型或相同槽型电流强度不同时,电解槽的物理场特性是不同的。这就使电解生产过程中铝阴极的安定性存在差异,从而导致不同槽型或相同槽型不同电流强度的电解槽有不同的极限低极距。从科学的角度不同槽型或相同槽型不同电流强度的电解槽就应有不同的工作电压,但如何确定槽工作电压却一直是电解槽的技术难题。根据研究极距与电流效率的对应关系着重研究了电解槽合理极距区、电解质成分、电流强度不变时根据最佳极距设定铝电解槽最佳槽电压的应用技术,维持物理场设计特性基本不变、电解质成分、炉膛、覆盖料、操作制度不变电解槽最佳电流强化幅度预估技术。
随着电解生产新技术的应用,逐步实现电解槽管理数字化、自动化、智能化,提升生产管理分析能力,以稳定为前提、炉膛为根本、温度为轴心、曲线为标准、严管为手段,从而使电解槽长周期平稳运行,铝电解技术指标和经济指标再上新台阶。
参考文献:
[1]梁学民,张松江等.现代铝电解生产技术与管理[M].中南大学出版社,2011.
[2]李清.大型预焙槽生产工艺与操作实践[J].中南大学出版社,2005.
[3]梁学民.铝电解槽物理场数学模型及计算机仿真研究[J].轻金属(增刊),1998:145~149
作者简介:兰海波,男(汉),本科学历,冶金助力工程师

 京公网安备 11011302003690号
京公网安备 11011302003690号


