



- 收藏
- 加入书签

基于QbD理念的原料药杂质谱生命周期控制模型构建研究
摘要:本文基于QbD(质量源于设计)理念,构建了原料药杂质谱生命周期控制模型。该模型将杂质控制从传统的末端检测转变为全生命周期的积极规划,通过科学知识和风险评估,系统识别、考量并控制杂质。模型包含知识获取、风险评定、控制执行和持续观测四大核心模块,形成循环递进的智能管理体系。本模型可提前识别并处理工艺中的潜在杂质风险,优化生产工艺稳定性和产品质量均一性。通过案例验证,模型有效稳定控制了关键杂质水平,显著降低了质量风险。
1. 引言
1.1 研究背景与意义
原料药的质量是药品安全有效的根基,杂质控制则是其质量控制的重点,以往的“质量源于检测”模式大多依靠最终产品的检测,这种做法迟缓又消极,无法有效地针对工艺全流程可能存在的风险实施管理【1】。如今,国际上对于监管的要求变得越发严格,国际人用药品注册技术协调会之类的组织开始大力提倡“质量源于设计”的观念,QbD 属于一种具有前瞻性的科学体系,特别看重在研发初期就要凭借对产品及工艺透彻的认识,经由明确产品预期质量特征,创建设计范围并开展风险评价等手段,积极保证产品质量【2】。创建依靠QbD 的原料药杂质谱生命时段控制模型,把杂质控制从消极的末端解决转变成生命时段内的积极规划,本模型系统地识别,考量并控制杂质,从而改善生产工艺的稳定性和重现性,保证药品质量符合国际法规要求,缩减研发和市场风险,具备重要的战略意义。
2. 模型设计
按照质量源于设计(QbD)理念塑造原料药杂质谱生命时段控制模型,目的在于把杂质控制由传统“检测把关”模式转为成药品研发,生产直至上市后整个生命时段的积极,前瞻性运作模式,此模型依靠科学知识和风险经营,凭借系统化架构设计,动态控制策略以及智能警报机制,达成对杂质谱全方位,不间断且高效的控制,保障药品质量稳定可靠。
2.1 架构设计
原料药杂质谱生命时段控制模型的整体框架以“知识获取-风险评定-控制执行-持续观测”这四个核心模块创建起来,塑造出一个循环,递进的智能经营体系,此框架重视数据激发和知识守护,保障控制决策具备科学性与先导性。知识获取模块是整个模型的基础【3】。系统收集、整合与原料药及其杂质相关的所有科学知识,包括但不限于:药物化学结构,合成路径,降解途径以及杂质谱的研究数据,前期研究经验,依靠信息化工具形成知识库,把非结构化数据转为成结构化知识,给风险评定给予输入。
风险考量模块处于决策的中心地位,这个模块利用 ICH Q9 质量风险经营工具,针对知识库里的信息展开系统性分析,找出潜在的杂质源头,并评判这些杂质产生的概率大小,以及给患者安全,产品质量造成不良后果的严重程度,以此来确定关键质量特性(CQAs)和关键工艺变量(CPPs),在替加环素API 杂质分析方法的研发过程当中,经由QbD 方法识别出难以区分的物质【4】。
控制执行模块会把风险评定的成果转为成具体的举措,依照设计空间概念,制订全面的控制策略,牵涉起始物料,关键工艺流程,中间体还有最终原料药,控制方法包含前馈控制,过程内控以及成品放行标准,此模块可使生产过程一直维持在受控之中【5】。持续观察模块承担着模型动态运行及改良的职责,搜集商业化生产过程中的即时数据和历史数据,对杂质水平开展趋向分析。此模块同警报机制相配合,可以及时察觉到偏差并启动调查程序,而且其输出还会回传给知识库,用以更新风险评价模型并改善控制策略。四模块架构深入结合到药品生命时段的各个阶段,并通过这些阶段而不断更新发展,就形成起一条“研发-生产-监测-改善”的良性循环路径【6】。
2.2 控制策略
控制策略按照 QbD 理念,保障原料药杂质谱受控的综合方案,重点在于依托已验证的设计空间,形成多层次,多种类的控制举措,并把这些举措予以文件化,从而保证其在药品整个生命时段中得以一致而有效地施行。
综合控制策略的制定始于对设计空间的深入理解。设计空间定义了物料属性和工艺参数的多元组合,在此范围内操作能保证产品质量。控制策略 覆盖此空间的所有关键要素:一、针对输入物料的控制,创建起始物料,试剂以及溶剂的质量标准, 此从源头缩减杂质的产生。 、工艺过程,明确关键工艺参数(CPPs)的操作范畴,经由标准操作规程 艺规程来加以固定【7】。 三、中间体的控制,在关键工艺阶段设立中间体质量检测点,保证前一 工艺 符合后续环节的投入需求,在冠心宁注射液的醇沉工艺当中,就要调控关键的操作参数。四、针对成品的控制,制订包含杂质限量在内的原料药质量标准。
不同种类的杂质要采用不同的控制办法,工艺相关的杂质执行前馈控制,在工艺研发期间,利用实验设计(DoE)来探究工艺参数给杂质形成带来的影响,改良工艺条件以减小杂质生成量,并把改良后的参数列入到工艺规范里面【8】。至于降解杂质,就要参照稳定性研究得到的数据创建对应的控制手段,比如对原料药的存储环境,复检时间作出规定,而且在生产流程当中规避那些也许会造成降解的步骤。
过程分析技术(PAT)和即时放行检测(RTRT)属于做到精益控制以及保障质量一致性的高级方法,存在PAT 工具,比如在线光谱分析,还有成像技术(光学相干断层扫描),能够针对关键质量特性展开即时且无损的监测。就拿研究用光学孔隙度测量来推测片剂的溶出度与硬度来说,这就给原料药关键物理特性的即时观测带来了一种思路,经由PAT 所得到的即时数据,创建预测模型,达成对中间体或者成品质量的即时放行检测(RTRT),进而取代一部分传统实验室检测,这样就能缩减生产时间,做到更为精确的过程控制。
2.3 预警机制
预警机制在杂质谱生命时段控制模型里充当“哨兵”系统,该机制借助对数据实施智能分析,做到质量风险的及早判别,迅速发出警报并积极予以干涉,从而由被动应对转为积极防控,以支撑工艺不断改良以及上市后的变更经营【9】。系统持续收集来自生产过程的各类数据,包括但不限于:物料检测数据,在线PAT 监测数据,中间体及成品检测数据,环境检测数据等,经由统计过程控制方法,为关键杂质指标设定统计控制限,借助时间序列分析,回归分析等模型,该系统能够判别杂质水平的变趋势,并区分随机波动和异常漂移。
预警的触发依赖于预先设定的、科学合理的阈值标准。这些阈值通常分为多个层级:第一级是“警戒限”,标志着过程正常波动的上限,当达到此界限时,会提示注意过程走向。第二级为“行动限”,表明过程也许会出现异常情况,触及该界线就要展开调查以找出原因,第三级则是“质量标准限”,法定或者内部控制下的合格界限,一旦超出这个界限就务必拒绝放行,并启动全方位的纠正和预防措施,而阈值的设置应当依照历史数据,工艺水平以及针对患者安全所做的风险考量来执行。
3. 应用验证
3.1 案例数据
本研究把化学合成原料药API-X 当成具体案例,用以证实依靠 QbD 理念的杂质谱生命时段控制模型,API-X属于小分子化合物,合成工艺包含多步反应,所以杂质谱比较繁杂,经由系统的杂质谱分析,找出了一些与工艺相关的潜在杂质(P)以及降解产生的杂质(D),下面表格总结了关键杂质的分析数据。
表1:API-X 原料药杂质谱分析数据

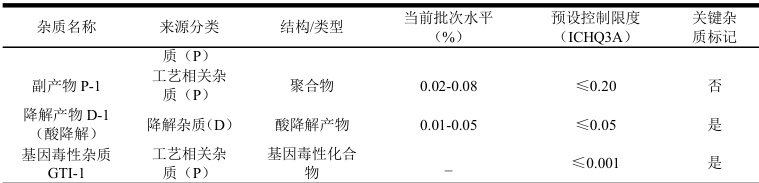
基于风险评估,确定中间体 IM-B、降解产物D-1 及基因毒性杂质 GTI-1 为关键质量属性(CQAs)相关的关键杂质。为深入理解工艺参数对关键杂质的影响,采用实验设计(DoE)方法进行研究。选取反应温度(X1)、反应时间(X2)及催化剂用量(X3)作为潜在关键工艺参数(CPPs),以 IM-B 和 D-1 的含量为响应变量,进行Box-Behnken 设计。通过多元回归分析,建立了描述CPPs 与关键杂质含量之间关系的数学模型。例如,对于杂质 IM-B,其简化模型方程为:Y_IM-B=0.05+0.12X1+0.08X2-0.03X3+0.05X1X2,此模型显示,反应温度(X1)和反应时间(X2)对于IM-B 的生成有着突出的协同加强效果,催化剂用量(X3)在一定范围内有益于抑制这种杂质的生成。遵照 DoE 结果并结合模型分析,确定了 CPPs 的设计范围:反应温度为65-75°C,反应时间为4-6 小时,催化剂用量为 1.0-1.5% ,在这个范围内运作时,可以预测到关键杂质的水平会一直低于预先设定的限度。
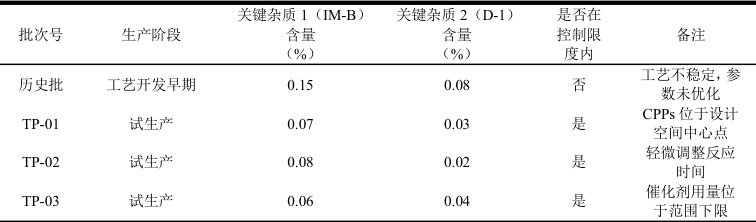
依据上述设计空间,制定了初始控制策略,包括CPPs 的操作范围、中间过程控制(IPC)检测点及成品放行标准。在连续三批试生产(批次号:TP-01,TP-02,TP-03)中应用该策略,并收集杂质监测数据。
:案例原料药关键杂质控制模型应用前后监测数据对比
3.2 验证结果
应用依靠 QbD 的杂质谱控制模型之后,针对案例原料药API-X 的生产执行了效能验证,短期控制效能评定表明,在所有的三批试生产批次当中,关键杂质 IM-B 和 D-1 的含量始终被稳定控制在预定限度之内(即IM-B≤0. .10% ,D- .1≤0.05%) ),其波动范围也大幅缩减,相比于工艺开发初期的历史批次数据而言,杂质水平切实而且统一地有所下降,这体现出该模型在既定的设计空间里有着不错的短期控制能力,保证工艺产出达标的产品。
要验证模型的稳健性与警报能力,就对许多个生产批次的杂质监测数据执行趋势分析,创建关键杂质含量的控制图,设定警报限这样模型就 数漂移等造成的工艺微小异常,在某个批次生产的时候,虽然最终 含量的趋势靠近警报限,系统便立即展开调查,后来找到原因是部 时间之后工艺才又恢复正常,这显示出模型所含的警报机制既灵敏又反 后检查,进而把质量风险扼杀在初始阶段。
此模型大幅加深了对生产工艺的认知层次,由“经验引领”变为“科学加风险引领”,清楚识别杂质产生的核心缘由及其控制要点,经由形成设计空 突 造成的批次间差异以及质量不达标的风险,从而优化供应链的稳定性 凭借QbD 方法得出的详细研究资料,数学模型及验证文档,更为系统,更为科 艺的可靠度与质量的可维持性,并制定更为灵活多变的上市后变更经营方案,创建杂 命控 以运用,乃是达成原料药高品质,高速度生产的可行办法。
4. 结论
按照质量源于设计(QbD)理念创建起来的原料药杂质谱生命时段控制模型,其主要优点就是达成了从被动检测向积极设计的质量经营方式的变革,这个模型重视对产品和工艺的透彻认识,依靠系统的风险评价,把杂质控制策略提前到研发初期,做到了质量的预先规划。利于找出关键质量特性(CQAs)和关键工艺参数(CPPs),能在开发期间形成稳定的工艺设计范围,进而系统地减小质量风险,改良资源分配,免除后期由于杂质问题造成的研究耽搁和成本上升。该模型有力推动了“质量源于设计”向“质量源于控制”应用的转变,创建起牵涉原料,工艺,生产,储存整个生命时段的杂质谱档案,并同有效的药品质量体系(PQS)相融合,给持续工艺验证(CPV)和变更守护赋予科学依循。当应对复杂的全球化供应链时,本模型所给予的标准化,以科学为依照的质量控制策略,能保障不同来源原料药质量一致,有益于实现更快,更高效的监管审评。
参考文献:
[1] 朱勤儒,史红萍.原料药生产工艺对产品杂质分布的影响研究[J].化工管理,2025,(31):128-131
[2] 张青青,何晓蝶,黄青,耿悦,黄敏文,陈民辉,朱嘉亮.基于国家药品抽检奥硝唑原料药及注射液有关物质质谱研究[J].医药导报,2025,44(10):1580-1587.
[3] 赵璐,梁艳,黄蕊,刘荔.原料药物料管理的质量风险研究及对策[J].品牌与标准化,2025,(05):142-145.
[4] 刘荔,梁艳,俞树花,孙利民,朱建宁.原料药现场检查中质量管理存在的问题及改进措施[J].品牌与标准化,2025,(04):110-112.
[5]王威.化学原料药元素杂质控制策略探索与思考[J].哈尔滨医药,2024,44(03):44-46.
[6] 陈烨,吴岩.化学原料药杂质研究过程中的风险管理[J].山东化工,2024,53(05):218-220+224.
[7] 王春山. 基于质量源于设计(QbD )理念的原料药工艺开发思路和方法[J]. 化工与医药工程,2021,42(06):30-33.
[8]李建文.原料药杂质研究与控制浅析[J].当代化工研究,2020,(14):98-99.
[9] 赵玉,王福生.原料药的杂质谱分析技术要点探析[J].煤炭与化工,2017,40(07):150-152.

 京公网安备 11011302003690号
京公网安备 11011302003690号


