



- 收藏
- 加入书签

职业健康管理提升研究与运用
 打开文本图片集
打开文本图片集



摘 要:近年来,我国矿产资源开发事业取得了长足的进步,绿色开发理念逐渐深入人心。为了推动传统矿业转型升级,我国政府加大了职业健康监管力度,旨在保护劳动者身体健康,本文以某选矿厂为例,从选矿厂的职业病危害因素出发,深入分析危害因素的种类、程度以及产生环节,积极地探索低投入、高效能新技术、新工艺、新设备及新材料等手段对作业现场的职业危害因素进行有效管控,从而提升选矿厂的职业危害防控能力,保障劳动者的职业健康安全。
关键词:矿山企业;职业病防控;设备设施改进;
Abstract:In recent years, China's mineral resources development has made great progress, and the concept of green development has gradually become popular in the people. In order to promote the transformation and upgrading of traditional mining, the Chinese government increased the occupational health regulation, to protect workers health, this paper, for example, from the workshop of occupational hazard factors, in-depth analysis of hazard factors, degree and production link, actively explore low input, high efficiency, new technology, new technology, new equipment and new materials in the field of occupational hazard factors effective tube, thus improve the concentration of occupational hazards prevention and control ability, safeguard the occupational health and safety of workers.
Key words:mining enterprises; occupational disease prevention and control; improvement of equipment and facilities;
一、前言
为了结合国家职业病防治法规,预防和控制职业病危害,保护广大职工的健康及相关权益,促进经济社会的可持续发展。从某选矿厂的职业病危害因素出发,深入分析危害因素的种类、程度以及产生环节,积极探索应用新技术、新工艺,新型设备及新材料等手段,对工作现场的危害因素进行有效管控。
通过全面分析选矿厂存在的职业健康问题,对噪声、粉尘及有毒有害气体突出区域针对性地开展技术改进,以较小的投入提升危害突出位置的防治措施,精准、高效地解决潜在职业健康风险,为操作人员创造一个安全、舒适的工作环境,有效降低职业病发病风险,保护职工职业健康,促进选矿企业的安全发展。
二、实施情况
1.厂房通风、降温及有毒有害气体整改方面:
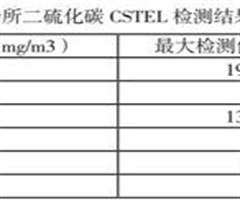
经选矿厂详细排查、分析,该选矿厂生产区域高温区域目前主要有ABC浮选厂房,主要原因有厂房所处区域因素、厂房通风措施及选矿过程化学放热等因素综合造成厂房内温度过高,不利于作业人员身体健康,其次是C系统浮选厂房内选矿药剂反应后区域有二硫化碳有毒气体残留,因通风不畅导致出现超标问题。为改善浮选平台通风条件,选矿厂设备、安全环保专业技术人员经过研究,将选矿厂AB系统闲置的离心风机再利用,通过布置风管将厂房外的新鲜空气送进浮选厂房内,合理布置通风口,实现厂房内进行机械通风,风机提供风量为13000m3/h、风压为3000pa,有效将新鲜空气流通进入浮选工作区域,将高温气体、有害气体迅速稀释和排出厂房外,降低厂房内温度、稀释有毒有害气体浓度,达到降低职业危害的目的。针对C系统浮选厂房在实施厂外机械送风的同时,对厂房屋顶进行改造,增加3个面积为54m2的屋面通风口,同时增加5组无动力风帽,增加厂房内空气的扩散速度,效果明显,厂房内二硫化碳浓度远低于限值以下。整改前后二硫化碳浓度监测情况见表1.
2.粉尘抑制及降尘方面
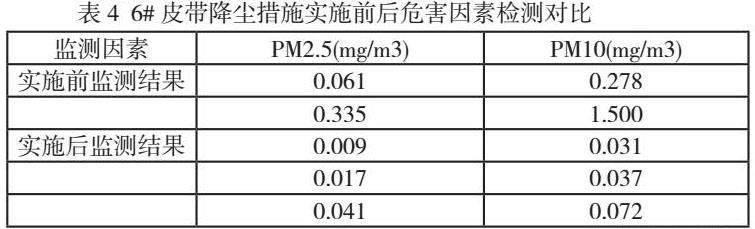
该选矿厂扬尘突出区域主要分布在浮选厂房、原矿堆场、碎矿及精矿堆场区域,针对粉尘抑制方面,该选矿厂主要实施了以下技术、管理措施:一是针对浮选厂房区域浮选泡沫扬尘问题,结合实际自主设计厂房内造雾技术降尘,在ABC系统浮选厂房内设计安装可升降高压管道,管道上合理布置微孔喷头,清水经前置过滤后水泵增压,将水雾化后喷洒到浮选厂房空气中,有效吸附粉尘后沉降,从而减少粉尘的扩散和长时间漂浮,同时达到降低厂房内环境温度,增加现场作业舒适度。二是对现场问题进行考察,通过查阅资料、外部咨询等办法,经研究,在AB系统精矿仓库外设置2台60型雾炮机用于降尘,通过雾炮机喷射高压水雾形成细小水滴,并与空气中的尘粒发生碰撞,从而达到降尘的效果。根据精矿仓库雾炮机使用情况,该选矿厂先后在ABC系统原矿堆场共增设11台雾炮机。同时,根据原矿堆场的实际情况,该选矿厂自行编制雾炮自动控制系统,利用温度及湿度传感器,实时监测现场温度和湿度情况,根据数据自动控制雾炮运行,并通过设置雾炮机的喷射角度和喷射范围,可以将水雾覆盖到整个原矿堆场区域,有效地控制了原矿堆场区域矿尘的扩散和飞扬。三是针对碎矿区域粉尘问题,该选矿厂通过现场勘察、分析和讨论,采用透明亚克力板(不影响作业观察)对AB系统6#皮带实施了“无动力降尘”封闭措施,将运输皮带产生的矿尘通过封闭自动沉降回粉矿仓,不向外扩散,大大降低了该区域扬尘;同时,该选矿厂经过研究和分析,针对除尘系统布袋进行重新选型,将原设计使用的37μm布袋更换为14μm布袋,从收尘环节提升粒度较细矿尘微粒的收集,降低区域粉尘浓度。以上措施实施前后监测数据情况如下:
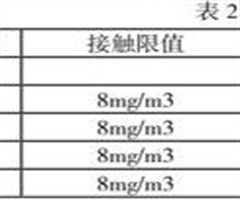
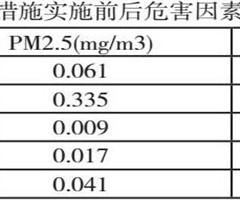
通过下表2对雾炮机使用前后4个月粉尘浓度检测结果平均数值进行对比,可以看出AB系统原矿堆场使用雾炮机后PM2.5浓度下降0.075mg/m3、PM10浓度下降0.195mg/m3,C系统增设雾炮机后PM2.5浓度由0.108mg/m3下降至0.031mg/m3,增设雾炮机能够有效降低原矿堆场的扬尘量。
精矿仓库和原矿堆场增设雾炮机降尘是一种行之有效的方法。雾炮机通过喷射细小的水滴,能够将尘埃固定在地面上,阻止其扩散和飞扬,从而减少了尘埃对环境和人体的危害。
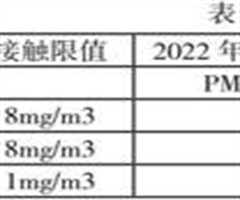
通过下表3浮选平台2022年度与2023年度危害因素检测对比可知:浮选平台2023年度PM2.5浓度平均检测结果较2022年度下降较为明显,C系统浮选厂房矽尘浓度由3.584mg/m3下降至0.049mg/m3,通过比较,增设造雾机能有效降低浮选平台的粉尘浓度。
增设造雾机是解决选矿浮选平台粉尘问题的有效方案。它可以降低粉尘浓度,改善工作环境,保护工作人员的健康。因此,在选矿浮选平台中增设造雾机是非常必要和重要的措施。通过这一措施,我们能够创造一个更清洁、更健康、更高效的工作环境。
通过下表4可发现采用皮带密闭措施后,区域扬尘浓度显著降低,对改善作业场所粉尘危害有较好的效果。
3.危险作业区域连锁闭锁及高噪音区域无人值守技术应用
主要围绕石灰乳制备及碎矿高噪音区域开展研究和应用,降低作业过程人员的人身安全和职业健康安全,主要通过:
一是通过探索石灰制备过程的安全流程,利用液位探测联锁控制,实现先进行水后投料控制,杜绝了先投料后加水的剧烈反应风险,并通过温度传感器监测反应温度,调控发酵参数,实现石灰制备作业安全自主制备,有效降低职工的职业健康危害。本次改造是在原手动控制系统基础上自行编写自动控制程序,对人机界面进行改造升级,增加操作日志、修改用户和用户密码等功能,具备事故可追溯性,同时系统还具备浓度计算功能,可用于粉状药剂制备;还增加了管道流量计、形成了管道流量计与液位计双重联锁保护装置。在石灰制备过程中,通过联锁闭锁技术可以实现对原料投入、温度控制、压力监测等关键参数的自动调节,可以实时监测石灰制备过程中的关键参数,及时发现异常情况并采取相应的措施,确保生产过程的安全和稳定,从而避免了操作人员在高温、高压环境下的直接接触,降低了职业病的风险。石灰制备系统联锁闭锁技术在职业病防治方面发挥着重要的作用。它通过实现系统的自动控制,降低了职业病的风险;通过减少人为因素,降低了职业病的发生率;通过提高效率和精度,提升了职业病防治的水平,为选矿厂实现制药作业无人值守打下坚实的基础。
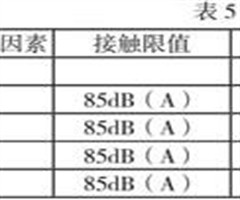
二是根据选矿厂噪音检测数据(见表5)发现,该选矿厂颚式破碎机和2#振筛设备等工作环境存在噪声分贝超过职业接触限值85dB(A)的情况,而这些设备设施的操作,由操作人员在每个岗位定点进行操作、巡查设备及观察物料给定情况,就目前现场环境而言,操作人员长时间在噪音与粉尘的环境下作业,对操作人员的职业健康及人身伤害存在较大安全隐患;长期以来,该选矿厂也面临着职业病防治的挑战。为了解决这一问题,近年来,该选矿厂开始引入无人值守技术,以提高工作效率和保障员工的健康安全。即通过对设备设施操作接入DCS并对各设备设施现场关键操作点配备视频监控实现全天候实时监控,实现集中控制,操作人员可通过远程及时掌握现场情况,发现问题再至现场处理,大大减少职业危害接触时间。其次,对AB系统碎矿设备设施实行连锁闭锁保护,有效保障碎矿工艺系统的稳定,减少因系统设备设施故障导致梭槽、破碎机、皮带等被矿石掩埋、卡堵造成异常停机,减少因异常情况处置、抢修的安全风险。
改造后,可以通过DCS现场控制系统和监控系统,实现对选矿过程的远程控制和监控。这不仅能够提高生产效率,还能够减少人为因素对生产过程的影响,保证产品质量的稳定性,不仅方便操作人员及时掌握每个点的运行情况,而且大大降低操作人员接触噪音、粉尘、设备设施造成职业健康及人身伤害的风险,同时降低操作人员处理设备设施、物料清理的劳动强度及直接接触设备设施带来的安全风险。该选矿厂现场无人值守技术对职业病防治具有重要作用。它不仅能够降低职业病风险,提高工作效率,还能够提供科学依据和决策支持。随着无人值守技术的不断发展和应用,相信选矿企业的职业病防治工作将迎来更加美好的未来。
三、实施效果
通过对某选矿厂现场环境职业病危害因素进行综合性辨识分析,并自主设计,精准地对选矿厂工作环境中存在的危害因素进行有效控制,通过对通风设施改造、增加降尘设备,无人值守等方式控制粉尘和有害气体的浓度或接触时间,有效降低正常生产中工作环境所产生的粉尘、 有毒有害物质和噪声的接触(强度),使员工在正常工作中所接触的危害因素低于职业接触限值,符合国家职业病防治相关法律法规、标准规范的要求,使员工在正常生产工作中降低职业病患病风险,为现场工作人员创造一个安全、舒适的工作环境,促进企业可持续发展。
四、创效情况
通过对某选矿厂职业病防护设备设施局部整改来改善员工工作环境。例如,在浮选厂房安装高效的通风设备,确保选矿厂内空气流通,减少有害气体的积聚;配备高效的除尘设备,有效过滤空气中的粉尘颗粒,降低员工吸入有害颗粒的风险;采用自动化设备替代传统的人工操作,减少员工接触有害物质的机会等措施。能有效减少员工在生产工作中接触危害因素的风险,降低职业病的发生率,这些设备的投入较综合性整治投入较少,但效果较为明显,同样能够对员工职业健康有更好保障,有效减少职工因职业病发病率,从而降低企业的医疗费用和人力资源成本,提高生产效率,从长远来看,具有可观的经济效益。
五、结束语
通过改进研究,引入更加先进的防护设备和设施,有效隔离和减少有害物质对作业人员的危害,从而降低职业病的发生率,保护工人的身体健康。对现场危害因素较大等地点,应用新技术、新设备,配合DCS、视频监控系统、PLC自主编程来实现远程、自动、连锁闭锁控制,实现现场无人值守,从根本上有效避免人工操作、控制带来的职业危害。在保障选矿厂职业健康的同时增加了员工自主科技创新道路的信心,进一步强化公司科技创新能力,确保工艺系统稳定、安全、高效运行,有效地提升员工的工作满意度,为公司创造一定的经济效益同时提升企业社会形象。
参考文献
[1]《工业企业设计卫生标准》 GBZ 1-2010
[2]《密闭空间作业职业危害防护规范》 GBZ/T205-2007
[3]《工作场所职业卫生管理规定》(卫健委5号令)
[4]《用人单位职业病防治指南》 GBZ/T225-2010
作者简介:杨辉,男,生于1981年12月,汉族,云南红河人,工程师。研究方向:主要从事安全环保管理工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


