



- 收藏
- 加入书签

关于AP1000堆型核岛CV底封头的焊接变形控制
 打开文本图片集
打开文本图片集





摘要
对核岛安全壳用主材SA738 Gr B在CV底封头组焊过程中的焊接性能及结构变形进行研究。结果表明,该材料在中厚板的焊接收缩量和结构变形具有自身的可控规律,对这一规律的研究有助于核电安全壳结构的组焊和结构变形的控制。
关键词: SA 738 Gr B ,CV底封头组装,焊接收缩量,焊接变形控制
一、CV介绍
材料简介
SA 738 Gr B 是按照ASME Ⅱ A 篇2001 版SA 738 制造的中低温压力容器用热处理的碳锰硅钢板,根据ASME Ⅸ材料分组(QW-420)可知,SA738Gr.B属于P-NO.1.组号3(化学成分见表1),最小抗拉强度为585MPa(机械性能见表2)。
材料的碳当量为0.604%,可知这种材料淬硬、冷裂倾向较大,因此在焊接时必须进行焊前预热,以防止裂纹出现。
CV结构简介
CV 是核反应堆安全壳(containment vessel )的简称,属于核2级设备。整体有三大部分构成。分别是底封头(4圈),筒体(包括一环3圈,二环3圈,三环3圈,四环2圈)和顶封头(4圈)构成。
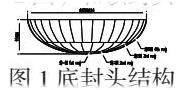
图1 底封头结构
其中,底封头是从底部2块钢板向上部32块钢板组装。底封头又因附件较多,对焊接收缩量和变形控制难度较大,焊接较有代表性。
二、施工过程
2.1施工顺序流程图如下
2.2 CV底封头组装顺序图
图2 底封头板组装顺序
2.3底封头上的附件主要有
1、7个机械贯穿件套管;
2、11圈剪力钉,分布在相对底封头中心点标高5297.5mm至9667.9mm之间的底封头外表面。焊钉的材质为A108,规格为19×203mm,数量约5520支。
3、16根临时支柱。
4、临时定位环。
2.4 CV底封头特点及难点
底封头板在工厂采用分片法组装成形,再送往核岛安装。封头的结构尺寸大,板材厚,各圈的纵缝数量不同,将导致各圈焊接变形不一致,影响环缝的组对和焊接,从而影响底封头的结构尺寸和焊缝质量。
2.5施工流程详细介绍
预调微调螺栓
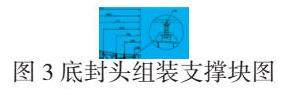
按图3调节支撑块的高度和半径来调整支撑块,因现场安装精度仅能到达0.01m,需用全站仪测量支撑块中心点的标高和半径,根据支撑块中心点的半径相应调整支撑块的标高。此步骤主要是为放置底封头钢板,初步控制钢板的状态,对后期控制钢板焊接变形有较大的影响。
图3 底封头组装支撑块图
放线
根据现场坐标系统,用全站仪确定封头中心点位置。
标出0° - 180°和90° - 270°坐标轴线。
组对第一圈
用车间内的桥式起重机将第一圈封头板吊到指定位置。吊线检查封头板的位置。在封头外表面安装组对卡具,调整组对间隙和错边量。
检查第一圈上口水平度。调节支架上的微调螺栓,使上口水平度和组对接头处的弧度符合要求。各微调螺栓上的支撑块均应与封头板保持接触。
第一圈方位确认无误后,将底封头板与钢结构点焊固定,防止在组装下一圈时其中心位置发生移动。用铅坠检查第一圈板中心与地面中心在同一条垂直线上。
在第一圈板上口标记出第二圈板的起始位置。
组对第二圈
吊装方式同第一圈。用全站仪检查其方位。
在底封头板外表面安装组对卡具,调整该板与第一圈底封头板的组对间隙和错边量。调节支架上的微调螺栓,使底封头板的高度和水平度符合要求(用全站仪观测)。
以该板为基准组装其余钢板。 最后一块板的尺寸在该圈的其他板组装调整完毕后全站仪测量确定,并进行二次切割和修磨。
安装最后一张板并固定卡具。在第二圈板上口标记出第三圈板的起始位置。
焊接第一圈
将第一圈与钢结构之间的点焊去除。
检查并记录接头组对尺寸。
焊接底封头板。焊接过程中通过全站仪测量或弧形样板的监控来实时观测焊接变形,及时用卡具调整,必要时先从外侧进行焊接。
重新将第一圈与钢结构点焊固定。
在底封头内侧(焊缝上)标记出底封头的中心点。标记不得采用任何造成焊缝缺损的方法进行,如打样冲、打磨等。
在地面上标出将底封头中心点和方向线。
组对第三圈
考虑第三圈底封头板对底封头中心所产生的水平方向作用力的影响,采用对称的组装顺序,见图3。
用车间内的桥式起重机将该圈的第1张底封头板吊到指定位置。用全站仪检查其方位。在底封头板外表面安装组对卡具,调整该板与第二圈底封头板的组对间隙和错边量。
用同样方法安装该圈第2张板。调节支架上的微调螺栓,使底封头板的高度和水平度符合要求(用全站仪观测)。以第1、2张板为基准组装其余钢板。
第23和第24块板的尺寸在该圈的其他板组装调整完毕后测量确定,并进行二次切割和修磨。
安装最后两张板并固定卡具。在第三圈板上口标记出第四圈板的起始位置。
焊接第二圈纵缝
根据第一圈纵缝焊接前的测量数据,估算焊接变形对直径和周长的影响,确定并调整第二圈的铺设直径。
检查并记录第二圈纵缝的组对间隙和错边量。
检查合格后,对第二圈纵缝进行定位焊。
进行第二圈纵缝的焊接。焊接过程中通过全站仪测量或弧形样板的监控来实时观测焊接变形。
第二圈纵缝上下端约500mm左右暂且不焊,待第二圈环缝组对好后焊接。
焊接第一圈环缝
调节环缝组对错边量。
焊接第二圈下端未焊完的纵缝。预留焊缝应布置多名焊工同时施焊,并注意观察焊接变形对环缝的影响,及时调整环缝。
焊接第一圈环缝。焊接过程中通过全站仪测量或弧形样板的监控来实时观测焊接变形。
焊接第三圈纵缝
检查并记录第三圈纵缝的组对间隙和错边量。检查合格后,对第三圈纵缝进行定位焊。
进行第三圈纵缝的焊接。焊接过程中通过全站仪测量或弧形样板的监控来实时观测焊接变形。
第三圈纵缝两端需预留约500mm左右。
焊接第二圈环缝
调节环缝组对错边量。
焊接第三圈下端和第二圈上端未焊完的纵缝。预留焊缝应布置多名焊工同时施焊,并注意观察焊接变形对环缝的影响,及时调整环缝。
焊接第二圈环缝。焊接过程中实时观测焊接变形。
组对第四圈
考虑第四圈底封头板对底封头中心所产生的水平方向作用力的影响,亦采用对称的组装顺序,见图3。
用车间内的桥式起重机将该圈的第1张底封头板吊到指定位置。用全站仪检查其方位。在底封头板外表面安装组对卡具,调整该板与第三圈底封头板的组对间隙和错边量。
用同样方法安装该圈第2张板。调节支架上的微调螺栓,使底封头板的上缘高度和水平度符合要求(用全站仪观测)。以第1、2张板为基准组装其余钢板。
第31和第32块板的尺寸在该圈的其他板组装调整完毕后测量确定,并进行二次切割和修磨。
安装最后两张板并固定卡具。
组对焊接定位环(如图5所示)
焊接第四圈纵缝
进行第四圈纵缝的焊接。焊接过程中通过全站仪测量或弧形样板的监控来实时观测焊接变形。
第四圈纵缝下端约500mm左右暂且不焊,待第三圈环缝组对好后焊接。
纵缝焊接完成后,检查第四圈上口(筒体端)直径和周长。
焊接第三圈环缝
调节环缝组对错边量。
焊接第四圈下端和第三圈上端未焊完的纵缝。预留焊缝应布置多名焊工同时施焊,并注意观察焊接变形对环缝的影响,及时调整环缝。
焊接第三圈环缝。焊接过程中通过全站仪测量或弧形样板的监控来实时观测焊接变形。
附件的安装与焊接
焊钉
在地面上架设全站仪,利用上述高程控制点,在底封头上按各圈剪力钉的标高确定出一些点,再将各圈点连成线,形成剪力钉的环向布置线;利用全站仪在CV底封头外面剪力钉分布的角度点,连接这些角度点,则能画出剪力钉的纵向布置线,剪力钉不得定在底封头的焊缝上。
支柱
测量核岛CR10上16根支柱的方位角,半径和标高,作为底封头上16根支柱的位置基准,切割16根支柱的高度。
组装误差
对接接头错边量,纵缝和环缝均不应超过3.2mm;组对间隙0~10mm。
底封头筒体端最大直径与最小直径之差不超过名义直径的0.25%,即99mm。
2.8 实际施工流程中需注意的问题及解决的方法
第一圈环缝是在第四圈板除调整板外吊装就位、第三圈板纵缝焊接完毕后焊接,对CV底封头中心点因焊接变形抬高控制较困难,那么在钢板吊装就位时,就应该考虑中心点抬高对CV底封头形状偏差的控制有非常大的影响。
CV定位环再第四圈纵缝焊接前必须进行适当的调整,调节CV底封头上口的半径,最大半径与最小半径差小于30mm,主要是为了筒体一环与CV底封头的安装组对,控制错边量。
数据测量
3.6.1 焊接收缩数据测定
收缩量的测定方式为在坡口两边各延长50mm打样冲点,通过在不同的焊接时机,进行多点测量长度的变化来测定收缩量的大小。
3.6.2 结构变形数据测定
根据测量报告及施工日志整理出以下的坐标数据:
中心点相对车间立柱的高度差值为18777.3、18912.7(两个柱子);
5B板纵缝内外三层焊接完毕后 18783.1、18917.4(-5.8、-4.7);
5B板纵缝焊接完毕后 18786.6、18923.1(-9.3、-10.4);
4B调整板吊装就位前 18783.1、18917.4(-5.8、-4.7)
4B板吊装组对完毕后 18784.7、18922.1(-7.4、-9.4)
4B板纵缝焊接完后 18791.5、18926.1(-14.2、-13.4)
3B调整板吊装就位前 18793、18928.2(-15.7、-15.5)
3B板吊装组对后 18793 18928.2(-15.7、-15.5)
3B板纵缝焊接完毕后 18781.9、18918.5(-4.6、-5.8)
5B/4B环缝焊接完毕后 18746.1、188880.4(+31.2、+32.3)
2B调整板吊装就位前 18756.6、18892.3(+20.7、+20. 4)
2B板纵缝焊接前定位焊后 18742.5、18877.3(+34.8、+35.4)
4B/3B环缝焊接完毕后 18742.5、18877.3(+34.8、+35.4)
2B板纵缝焊接后 18748.1、18885.9(+29.2、+26.8)
3B/2B环缝焊接完毕后 18742.5、18877.3(+34.8、+35.4)
整体测量时18748.1、18885.9(+29.2、+26.8)
二 结果与讨论
主要是改变了施工顺序,3B板纵缝焊接完、2B板(除调整板)吊装就位后,焊接5B/4B环缝,造成中心部位焊接变形较大,中心点抬高35mm;2B调整板就位定位焊后,对CV顶封头的形状偏差有一定的影响,中心点略微有上升;此时发现2B板下端和3B板上端形状偏差超标,引起后期一系列的施工措施,控制2B下端和3B板上端的焊接变形,形状偏差向好的方面发展。4B/3B、3B/2B环缝焊接后报告中的中心点没有变化。2B板纵缝焊接收缩、3B板受力,中心点下降5mm;最终整体CV底封头测量中,中心点标高抬高27mm。
对整体测量数据报告进行数据处理,中心点标高降低了14mm,使CV底封头总体的形状偏差都在±41.3mm偏差范围内。
在施工过程中,改变施工顺序先吊装就位了3B板,但调节3B板的调整螺栓时没有考虑CV底封头因焊接变形中心点抬高等因素,3B板的形状偏差值都大于+20mm以上,而2B板以3B板上端吊装就位,仅调整了2B板上端的调节螺栓,上端形状偏差符合±41.3mm标准范围内;因施工工期比较紧张,没有安排进行调整2B板下端和3B板上端的调节螺栓工作,影响了后期的焊接变形控制,形状偏差超过了标准值,立即改变焊接顺序,在焊接过程中调整,最终得到的CV底封头还是合格的。
在2B板纵缝开始焊接时,发现2B/3B环缝的间隙随2B板纵缝的焊接收缩会越来越小,如果不采取措施,将打磨大量的2B、3B板的坡口。发现这个情况后,进行了策略调整,在焊接2B板纵缝的过程中,对2B/3B环缝的错边量和间隙进行调整,焊接临时附件固定。该调整过程对2B板的焊接变形量的测量监控也造成了一定的影响,测量数据不是完全由焊接变形而引起的,2B/3B环缝附近的测量数据随着钢板的调整,形状偏差值+60以上很快向+50变化,在2B/3B环缝焊接完毕后,形状偏差值达到了±41.3mm的误差范围。
三 结论
CV底封头调整板现场切割、加工坡口,受加工条件限制需要投入较多的人力、物力和工作班次,影响工程施工的进度。其次,一块CV底封头SA738GR.B钢板造价达到了100万人民币以上,如果在切割过程中,造成钢板的损毁,会对项目带来不小的经济损失,对公司的名誉也会带影响。所以,在CV底封头的吊装组装、焊接工作中,调整板的切割和组装应该放在一个比较重要的位置,重视该部分施工。
参考文献或注释:
海阳核电CV项目部底封头组装程序 HYCV-TM-GZCX-001;
线性公差标准GB1804-2000;
海阳核电西屋设计变更CPP-MV50-GNR-002S.

 京公网安备 11011302003690号
京公网安备 11011302003690号


