



- 收藏
- 加入书签

关于密封剂硫化期试验影响因素的研究
 打开文本图片集
打开文本图片集




摘要:本文针对目前某机型维修时在车间油箱施工过程中,工艺文件要求密封剂达到邵尔A硬度35以后即可进行下一道工序,在实际工作中硫化期试验一直不稳定,在测试该密封剂的硬度时,硫化期存在几个甚至几十个小时的差异,严重影响施工进度。因此,该论文通过一系列密封剂的硬度测试对密封剂的硫化期进行试验研究,进一步分析影响密封剂硫化期的关键因素,为后续工作中能够精确测试硫化期以保证施工进度、达到最佳现场施工状态提供技术参考。
关键词:密封剂硫化期;邵尔A 硬度;测试;影响因素
1绪论
密封剂在当今社会的用途越来越广泛。建筑中,楼房两墙体之间的密封,墙体与地板缝的密封,楼顶防水密封,门窗密封等。制造业中,汽车玻璃密封,车辆底盘防水处理,电子元件防水防潮处理、绝缘处理。在飞机制造中的应用更是广泛,机翼整体油箱,机身结构,座舱,机身外壳,气密性密封,电子元件密封等。近几年发展较快的复合材料夹层结构中也会选用适合的密封剂进行防水处理,防止产生电化学反应。因此,飞机制造中密封剂的使用比例大大提升,同时密封剂的作用也会越来越明显。近期长达131页的川航3U8633航班备降成都的事件调查报告中可以明显看出,副驾驶玻璃爆裂的原因就是因为右风挡气密封严硅胶破损,导致水汽渗入,电源线绝缘性降低,在潮湿环境中电弧持续放电,产生局部高温,进而使得双层玻璃爆裂。
密封剂作为飞机制造中如此重要的功能性材料,其可靠性与密封结构的设计和密封剂的性能密切相关。密封剂的性能指标包含拉伸强度、伸长率等力学性能指标;剥离强度等粘接性能指标,活性期、施工期、不粘期、硫化期等工艺性能指标。明确了材料的工艺性能指标后就可以对不同密封剂材料的施工方式,工艺期限,施工顺序等工艺参数进行设计调整。目前国内外密封剂施工工程中,对密封剂工艺性能指标都作为考核的重要指标。
本文着重对密封剂工艺性能中的硫化期进行试验研究。硫化期[1]是指密封剂达到硬度似橡胶状的时间,即密封剂从配置开始在室温下逐渐硫化,达到一定硬度即橡胶邵尔A 硬度[2]35时所需的时间。硫化期时间的长短能够相对地表征混合后的密封剂的硫化速度,若没有硫化期指标控制下一道工序是否进行,则会严重影响密封质量,硫化期是密封剂重要施工工艺参数以及工艺性能指标。一般密封剂的邵尔A硬度达到35及以上,在工艺上通常认为密封剂基本上已硫化,但实际上并不表示密封剂的正硫化点,此时的密封剂已经具有一定的物理机械性能,可满足一定条件下的气密试验、密封剂的搬动、敲打以及产品可以进行下一道工序的施工要求等。目前某机型车间油箱施工过程中,工艺文件要求密封剂达到邵尔A硬度35以后即可进行下一道工序。这就要求需要随时测试该密封剂的硬度值,掌握其硫化期,但是在实际工作中硫化期试验一直不稳定,存在几个甚至几十个小时的差异,严重影响施工进度,因此,该论文通过一系列密封剂的硬度测试,进一步分析影响密封剂硫化期的关键因素。
2测试方法及原理
密封剂硬度测试则是衡量硫化期的最重要步骤。硬度是衡量非金属材料软硬程度的一项重要的性能指标,它既可理解为是材料抵抗弹性变形、塑性变形或破坏的能力,也可表述为材料抵抗残余变形和反破坏的能力。硬度不是一个简单的物理概念,而是材料弹性、塑性、强度和韧性等力学性能的综合指标。
硬度值的大小和杨氏弹性模数、粘弹性和滞弹性有关,是衡量橡胶产品的密封性、耐磨性、成形性和承载能力的依据[3]。硬度测试分为很多种,根据GB/T531.1-2008《硫化橡胶和热塑性橡胶压入硬度试验方法第1部分:邵氏硬度计法(邵尔硬度)》,橡胶和密封剂的硬度测试采用邵氏硬度来衡量。其中A型标尺适合普通硬度范围(HA10~HA90),应用最为广泛。本文选用A型邵氏硬度为标准讨论试验表面平整度对硬度测试的影响。
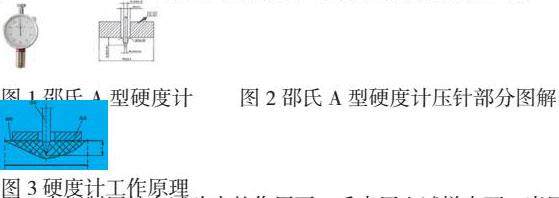
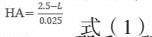
图3中钢制压针在试验力的作用下,垂直压入试样表面。当压足下表面与试样表面完全贴合时,压针尖端面(φ0.79mm)相对于压足下表面有一定的距离L(见图3),以L的值来衡量硬度值。
HA——邵氏A硬度值;
L——压针尖端面(φ0.79mm)相对于压足下表面有一定的距离L。
L值越大,表示邵氏A硬度值HA越低。图2中显示,当指针伸出部分为2.50mm时,对应硬度值为0。邵氏A型硬度计主要测量软塑料、橡胶、合成橡胶、密封剂、皮革、毛毡等硬度值HA10~HA90范围内的材料。
3密封剂硬度测试的不确定因素分析
密封剂硬度值的大小关系到密封剂硫化期的长短,影响施工工艺周期和下道工序的正常进行。而硬度试验的影响主要集中在三个方面,仪器(硬度计)本身、试验操作以及试样本身三个方面[4]。
3.1试验设备的影响
其中硬度计方面的影响因素主要有:压针主轴垂直度、压针顶端尺寸、压针伸出的长度尺寸、压针顶端圆锥角、硬度计内弹簧力的影响。
3.2试验人员的影响
试验操作过程中不确定因素主要有加载速度和读数时间。
3.3 密封剂试样的影响
密封剂试样本身的影响包括,密封剂试样的厚度以及试样表面的状态,包括表面粗糙程度、是否平整、是否有明显凹坑等。
4密封剂硬度测试试验部分
4.1试验原料以及设备
不同牌号密封剂、电子天平(精确到0.01g)、刮刀、脱脂棉、酒精、硬度试样制备工装(自制)、数显卡尺、放大镜、硬度计、恒温恒湿箱、孔隙率显微镜等。
4.2试验设计
根据密封剂硬度测试标准GB/T531.1-2008的要求,对影响硫化期的各个因素进行比对试验,找出影响密封剂硫化期的关键因素。针对当前硬度试样的缺陷问题,现设计一套新工装。通过新旧工装制备试样硬度值的测试,对比分析新旧工装对密封剂硫化期的影响。
(1)不同压针端部直径(0.6mm、0.8mm、1.0mm)对硬度HA的影响;
(2)读数时间对硬度HA测试的影响;
(3)试样厚度(2mm、4mm、6mm、8mm、10mm)对硬度HA测试的影响;
(4)试样的外观表面平整度对硬度测试的影响;
(5)试样内部气泡以及缺陷对硬度测试的影响;
(6)对比分析不同工装制备的试样的硬度值HA以及数值的分散程度;
(7)对比分析不同工装制备的试样对材料硫化期的影响。
4.3试验结果
4.3.1不同直径压针的硬度计测试硬度值HA
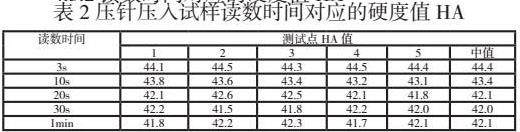
4.3.2读数时间对应的硬度值HA
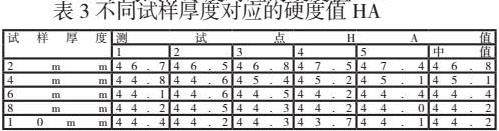
4.3.3不同试样厚度对应的硬度值HA
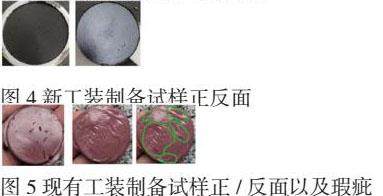
4.3.4新旧工装制备试样的外观对比
4.3.5新旧工装制备试样的平整度对比
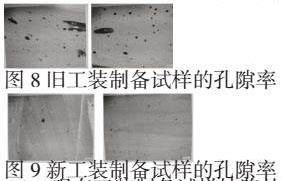
4.3.6试样内部(横截面)孔隙率对比
试样横截面在电子显微镜下放大13倍以后孔隙率对比。
4.3.7现有工装制备试样缺陷处硬度测试值HA
4.3.8同一密封剂不同试样硬度测试值HA
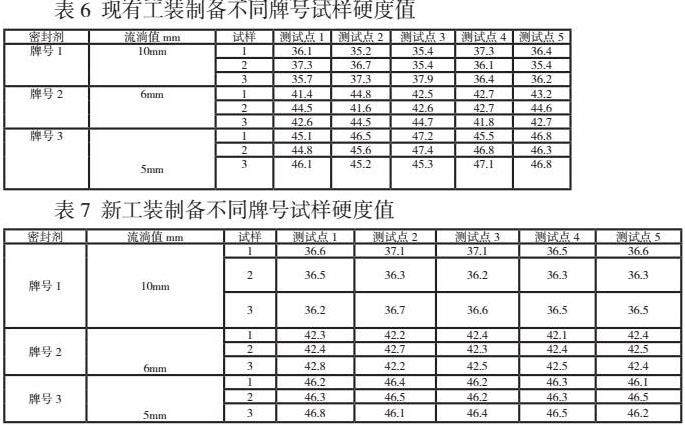
4.3.9不同流淌性密封剂硬度值的测试值HA
4.3.10不同牌号的新旧工装制备的试样硬度值的四分位距值(IQR)计算
IQR(Interquartile Range),四分位距,当数据的集中量用中位数表示时,其差异性就要用四分位距表示[5]。其数值越大,差异性越大。GB/T531.1-2008规定,硬度值测试结果用中位数表示。因此,现计算不同牌号的新旧工装制备的试样硬度值的IQR。
5试验结果分析
5.1硬度计压针直径对试验的影响
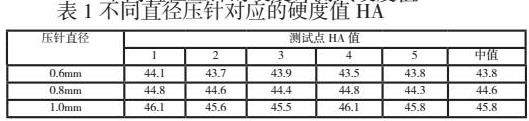
从表1中可以看出,随着压针直径增大,硬度值增大。即硬度计长期使用后,压针端部被磨成圆角,磨损程度越大则圆弧半径越大,若压针端部顶平,则意味着压针端部直径加大,致使压针单位面积上的压力变小,测试值偏大。因此,在使用时应定期按检定规程要求定期对硬度计进行校验,周期内校验合格后方可使用,正常硬度计压针顶端平面直径为0.79mm±0.01mm,锥度35°±0.25°。
5.2读数时间对试验的影响
从表2中可以看出,随着试验过程中压针压入后的读数时间加长,硬度值逐渐变小并趋于平稳。这是因为硫化完成后的密封剂有蠕变特性,产生回弹,反作用于压针,进而使得硬度值减小。测试标准GB/T531.1-2008中规定,压针缓慢压入3s后立即读数。因此,在实际试验中需要严格按照文件规定避免由于读数时间延迟引起的硫化期的延长。
5.3试样厚度对试验的影响
由表3中可以看出,随着试样厚度增加,硬度值变小并趋于平稳。
由图3中可以看出,如果试验厚度太薄,指针进入试样的长度L就会受到试验支撑台面的影响,从而使得硬度值偏高,严重影响试验数据的准确性,这是因为试样越薄越能感受到刚性材料的影响,致使测试值偏高。所以,试样制备过程中,要控制在6mm厚度以上。
5.4新旧工装制备试样的表面平整度对试验的影响
由图5可以看出,现有工装制备的试样表面参差不平,有大量流胶遗留痕迹形成的突起和凹陷等缺陷。按照测试标准要求,这些部分不能进行硬度试验,所以此试样的有效试验面积大大减少。相反图4试样两侧外表面可以清晰看出,新工装制备的试样外观和表面平整度明显好于目前现有工装制备的硬度试样,同时有效试验面积也大大多于目前现有工装制备的制样,有效试验面积的增多,可确保试验数据的准确性。
5.5 试样缺陷对试验的影响
从表4中的数值可以看出,缺陷处测出的硬度值太过于分散。其中有5个数值满足材料指标,4个值不满足。因此,这个试样测定的数值缺乏说服力,不能充分体现材料的真实性能。从硬度计的使用原理公式(1)分析,测试点在突起部分,L的数值偏小,硬度值偏高;测试点在凹陷处,L的值偏高,硬度值偏低。试验证明5个硬度值高的点确实是在突起的部分测试,4个低数值是在凹陷处测试,试样缺陷对试验的数据影响很明显。
5.6新旧工装制备试样测试值的差异性分析
从表8中可以看出,现有工装制备的制样IQR明显高于新工装制备的 试样,说明现有工装制备的制样测试值差异性大,新工装制备试样的测试值比较集中,差异性小,更能准确的体现出材料本身的真实性能。
5.7密封剂流淌性对试验的影响
从表8中可以看出,对于流淌性比较大的密封剂,现有工装工艺制备的试样IQR较小,即数值差异性小。说明现有工装工艺制备的制样主要靠密封剂自身的流淌性自流平。对于流淌性较差的密封剂,在活性期内自身不能流而使得表面堆积,在试样表面形成很多缺陷处,影响硬度值测试。
5.8新旧工装制备试样的孔隙率结果分析
从图8和图9的孔隙率对比图中可以看出,旧工装制备的制样,在内部存在很多缺陷(气泡,孔隙等);而新工装制备的试样缺陷明显好于旧工装。这些缺陷隐藏在试样内部,不易被发现,在密封剂硫化期硬度测试过程中,很容易使得硬度值不均匀,影响测试稳定性。
6结论
通过以上工艺试验的对比分析,可以看出:
(1)试验设备的压针顶端圆锥角、压针直径对硬度测试结果有影响,所以要定期校验设备。
(2)试验人员的读数时间长短对于硬度测试结果有影响,要严格按照GB/T531.1-2008中规定,压针缓慢压入3s后立即读数。
(3)试样制备质量及厚度对硬度测试结果影响非常大,是最主要的影响因素。
a)通过对新旧工装对比发现,现有工装制备试样表面粗糙,缺陷多,且无法避免。测试数据不稳定,不能准确把握密封剂的硫化期,不能清晰掌握施工进度。新工装基于模压原理,制备试样表面平整,缺陷明显减少,有效试验面积增大,测试数据集中稳定,更精准的体现材料的真实性能,能准确反馈密封剂的硫化期。新工装制备的试样在厚度方向上基本排除了内部气泡等缺陷对硬度测试的影响,内部缺陷在硬度试验这种表面测试中影响非常大,若内部隐藏气泡,硬度值明显偏低,密封剂硫化期延长几小时甚至十几小时,严重影响工艺进度。因此,新制备的工装很大程度上避免了由于内部缺陷引起的硫化期延长。在材料选用方面,新工装使用PA66尼龙料制备,密封剂在固化以后可以轻易与工装脱离,重复使用,免去大量使用有机溶剂清洗工装的麻烦。
b)试样厚度太薄会缩短密封剂硫化期。这样在密封剂还未硫化完全的情况下进行下一道工序,会严重影响密封质量,从而影响粘接部位的强度。
这一结果及有关数据为后续工作中,能够精确测试密封剂硫化期以保证施工进度、达到最佳现场施工状态提供技术参考。
参考文献
[1]苗蓉丽 赖忠惠 张菊华,《航空非金属材料性能测试技术1橡胶与密封剂》,北京:化学工业出版社,2014
[2]GB/T531.1-2008《硫化橡胶或热塑性塑料橡胶压入硬度试验方法第1部分:邵氏硬度计法(邵尔硬度)》,国家标准
[3]杜韶斌,硫化橡胶硬度检测结果不确定度分析,现代测量与实验室管理,2011(4):19-20
[4]黄发明,邵氏硬度实验误差,计量与测试技术,2005,32(10):34-35
[5]张云华,统计学中四分位数的计算,中国高新技术企业,2009(20):173-174

 京公网安备 11011302003690号
京公网安备 11011302003690号


