



- 收藏
- 加入书签

浅谈危废物焚烧辅助系统的自动化
 打开文本图片集
打开文本图片集

摘 要:为了提高危废的环境安全性与效率,同时加强环保监管并促进环境工业的科学发展,本文在系统性地阐述危废焚烧系统各个关键单元的基础上,通过具体案例验证了自动化技术集成、智能优化控制以及实时监测和故障诊断在确保环境安全与增强焚烧效率方面的显著成效。研究结果表明,该自动化辅助系统显著提升了操作的稳定性与安全性,有效降低了人工干预的频率。进一步地,文章展望了机器学习、人工智能技术的深度融合以提高焚烧过程的智能化水平,创新资源回收技术和精细化管理理念的未来应用前景。
关键词:危废;焚烧;自动化;辅助系统;
一、引言
据统计全球危废弃物总量预计将从2020年的近30亿吨增长到2050年的60亿吨,这使危废物处置管理面临越来越大的挑战,随着国家环境治理力度持续加强,危险废物焚烧作为一种高效的减量化和无害化处理技术,在环境工业中得到了广泛应用。它通过高温燃烧破坏有毒有害物质的化学结构,将废物体积减少至95%以上,大大减轻了废物的最终处置压力[1]。然而,由于危险废物成分复杂且常含有卤素、硫、氮等元素,其焚烧过程中可能产生二噁英、飞灰等危害环境和人体健康的物质[2]。因此,如何确保危险废物焚烧过程的安全性、环保性和高效性,成为了当前环境保护领域亟待解决的问题。现代危险废物焚烧单位为了应对上述挑战,普遍采用了自动化技术来提升处置效率和环保性能[4]。例如,通过在线监测系统持续跟踪烟气成分,操作人员可以实时调整燃烧参数参与干扰以达到符合环保排放标准。此外,余热回收系统能够提高能源利用率至85%,急冷系统降低了二噁英再合成的可能性,活性炭喷射系统则有效去除了多达99%的有害气体,而布袋除尘技术和脱酸系统的运用则进一步保障了烟气净化的彻底性[2]。尽管该领域已取得诸多进展,但面对越来越严格的环保要求和日益复杂的危废物组成,现有焚烧技术仍存在许多挑战和改进空间。
二、危废焚烧自动化辅助系统各单元简述
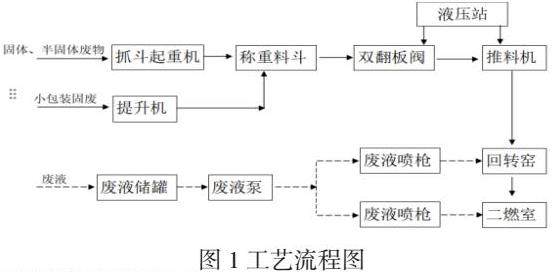
常规的危险废物工艺流程图如图1所示,废物首先由抓斗起重机收集,经称重料斗计量后,通过双翻板阀和推料机送入提升机,提升至回转窑进行焚烧。同时,废液由废液储罐存储,通过废液泵和喷枪喷射至废物上,以促进焚烧。焚烧产生的热能可用于能量回收,整个流程实现了废物处理和能量利用的双重目的。(运行时,系统根据物料性态液态、半固态、固体及辅料等自动配制一个合理的配比后进料,并根据工况观察氧含量、炉膛负压值、一氧化碳等进行调节)。
2.1焚烧前的预处理系统
2.1.1 ERP云系统
智能重工把“互联网+”、云计算、大数据应用在危险废物焚烧自动化辅助系统的核心架构中,该平台与现有的企业资源规划(ERP)系统实现了无缝集成,并作为危废全生命周期管理的中枢神经,提供了一个全面且统一的视图。通过实时跟踪和智能调度收集车辆,它优化了前端物流流程,让政府监管部门实时掌握相关数据动态、跟踪收运流程、重点污染物管控情况形成完整链条,使得废物收集更为高效。这一平台的智能分析能力可以实时汇总收运情况,为决策者提供了动态的业务洞察,加强了对趋势的把握和对未来需求的预测能力。在线监控功能的加入,进一步增强了系统的监管力度,确保了操作的透明度和过程的可追溯性。
2.1.2 仓储贮存系统
根据危废物种类、物料来源、危险特性等,数量、货位、库存周期、实时库存、入库、出库统计分析功能,并与生产计划、化验结果配合锁定数据。结合“智能管理+互联网”硬件设施为基础,采用GPS、二维码、大数据、视频AI等技术,将数据进行有效整合及汇总,实时采集废物料周转过程中各节点的详细信息,包括智能化出入库、盘点、运输流转处置等实现物资从实物移动到仓库管理到财务记账的全生命周期管理,打通仓配环节,无缝整合ERP云系统,满足危废出入库操作、电子台账等日常管理工作。
2.1.3 配伍系统
仓库根据危废物料的危险特性、种类、来源、等进行取样送至化验室对其进行检测,根据实验室取样化验分析,将危险废物化验结果如元素、热值、灰分、水分等详细信息录入二维码,并将检测结果上传 ERP 系统。
2.1.4粉粹系统
进料粉碎机自动化控制系统包括进料斗、粉碎室和出料储存斗。出料储存斗的下端设有翻板,翻板的外壁具有耳板,当翻板位于闭合状态时,其下端超出固定板的下端位置,耳板与缸体固定于机架上的翻板气缸的活塞杆相连,出料储存斗具有翻板,通过驱动缸控制间歇储料,降低后续步骤的堵料的几率。
2.3、废液进料系统
将废液储存在废液储罐内,通过气动隔膜泵将储罐内废液泵入废液输送管道,废液隔膜泵必须使用干燥后的压缩空气,而后通过电动调节阀对废液喷洒量进行调节,最后通过废液喷枪喷洒入二燃室内焚烧。
2.4、助燃系统
在回转窑启动前期,预热和升温所需热能全部由窑头燃烧器承担。二燃室选用两台燃烧器,布置在二燃室下部方圆段左右两侧。燃烧器对边切向圆布置,目的是能产生充分的扰动,强化烟气中害气体的分解。清焦燃烧器的主要功能是清除窑尾挂渣,以保证回转窑二燃室安全连续运行[3]。回转窑及二燃室燃烧器、清焦燃烧器本身控制皆采用自动比例调节模式操作,并具有火焰自动检测/熄火(如缺燃料)等异常故障警报功能。此外,回转窑还可以协同处置实验室废液,焚烧废液可部分替代燃料,既能提升产量,又能有效减少天然气的用量,实现降本增效。
2.5、焚烧系统
回转窑窑头采用可喷废液和天然气对窑头进行控温,正常焚烧危废时,窑头温度在500-700℃,当通过喷天然气让窑头温度控制在700℃时,回转窑燃烧段会提前,危废在窑体内焚烧时间加长,生料产量下降,危废残渣产量下降,残渣有机质含量下降。各类废物经在回转窑筒体连续旋转下,废物在窑内不停翻动、加热,完成干燥、热解、气化、燃烬的全过程,可以通过固态物料进料速率、燃烧器天然气流量、供引风量、窑头负压、窑出口烟气的氧含量这几个参数来平衡优化调整[2]。
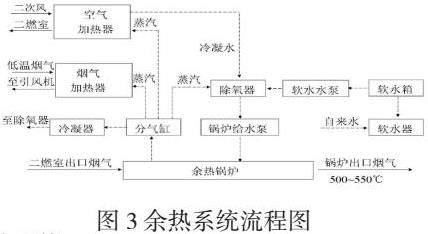
2.6余热回收利用系统
该系统包括余热锅炉、软水制备系统、供水系统 。当二燃室出口的烟气温度高达1100℃时,这些高温烟气被导入余热锅炉,通过竖直吊挂式水冷壁进行热量交换,不仅显著降低了烟气温度以满足后续处理环节的需求,同时促进了重金属在灰尘颗粒上的凝结。此外,通过主要辐射传热方式,高温烟气的热量被水冷壁管有效吸收,转化为高压蒸汽,这些蒸汽不仅可以供应内部设施使用,还能满足整个厂区的热能需求。
2.7 烟气净化系统
余热锅炉的第一通道中上部设置4个尿素溶液喷口,此处烟气温度在800-1000℃,通过喷入尿素溶液与烟气中的NOX反应进行SNCR脱硝,使得NOX还原成N2。烟气出锅炉后进入急冷塔,使烟气快速冷却至设定温度(180~200℃),防止二噁英再次合成,并保护后续设备的安全。烟气经急冷塔出口进入中和反应塔,本塔采用立式布置,文丘里结构,反应后的消石灰和活性炭粉末与烟尘一起,随烟气进入布袋除尘器,经除尘器收集后出灰。烟气经过布袋除尘器除尘操作后进入烟气洗涤工段,主要通过NaOH溶液去除烟气中的酸性气体。
2.8 DCS自动控制
该系统采用分散式控制系统,完善相应远程控制仪表和阀门,优化DCS组态(DCS流程图、控制面板、趋势图、控制组等等),优化整定PID控制参数。在危险废物焚烧自动化辅助系统中,DCS(分布式控制系统)扮演着至关重要的角色,确保了整个焚烧线设备的高效、稳定运行。操作人员在中控室内,通过上位计算机的界面,便能够实现对设备全面而精确的远程操控。DCS系统的引入,使得焚烧处理过程的关键工艺参数得到了实时监控,所有的运行数据不仅在控制计算机上得以清晰显示,同时被有效记录,为工作人员提供了方便的观测窗口,以便他们可以及时了解焚烧线的运行状态。更进一步,DCS系统的智能化不止于此,它还具备自动监测及分析功能,这允许系统在检测到潜在的危险情况时,不仅能输出报警提示以引起操作人员的注意,还能自动触发按照既定工艺设计的保护程序,以实现焚烧线的紧急停车。
三、案例分析
我公司通过采用“回转窑+二燃室”技术方案结合先进的传感器、仪表和执行机构等设备、以及智能控制算法应用等,实现对焚烧上料的控制、焚烧温度的监测、焚烧过程的远程监控、优化和自适应,通过优化的数据建模等智能技术控制焚烧温度,成功地展现了危废焚烧自动化辅助系统的巨大潜力。
危废焚烧自动化辅助系统通过控制的液压推料机制将废物送入回转窑内,并通过系统的参数反馈和控制,使危废在富氧条件下进行高温焚烧。紧接着,经过初步焚烧的烟气被引入二燃室中,在1100℃至1200℃的更高温环境中继续燃烧,进一步摧毁残余的有害物质,使分解效率高达99.99%以上,从实质上减少了潜在有害气体的排放,最终使其满足国家相关排放标准。此外,该系统还进一步协同处置试验室废液,经过试验数据可知有机溶剂由于其热值较高,喷入后对窑头温度的提升较为明显,二燃室温度也有适量提升。实验室废液化验分析后分类,经预处理后进入。回转窑协同废液处置,焚烧废液可部分替代燃料,平衡回转窑热负荷,取得良好的节能效益,可以为实验室废液处置技术的推广应用提供参考。协同处置实验室废液,可以根据回转窑的热负荷,喷射不同热值的废液:在处置高热值物料时可以喷射低热值废液,降低窑温;在处置低热值物料时可以喷射高热值废液,提升窑温。既能提升产量,又能有效减少天然气的用量,实现降本增效。
四、结论
本研究系统性地分析了危险废物焚烧自动化辅助系统的各个关键单元,并通过具体案例验证了该系统在确保环境安全与增强焚烧效率方面的显著成效。通过集成尖端自动化技术、智能优化控制以及实时监测和故障诊断,该系统不仅提升了操作的稳定性与安全性,而且有效降低了人工干预的频率。展望未来,随着环保要求和技术的不断进步,系统的改进方向将聚焦于机器学习、人工智能技术的深度融合,以提高焚烧过程的智能化水平。此外,创新的资源回收再生技术和精细化管理理念的应用,将进一步促进危险废物处理的环境可持续性。
参考文献
[1]费青. 基于改进粒子群算法的危废焚烧厂自动化控制研究 [J]. 自动化应用, 2023, 64 (20): 97-99.
[2]胡涛,任有志,鹿有杰. 危废垃圾焚烧炉控制系统的设计与实现 [J]. 科技资讯, 2022, 20 (18): 121-124.
[3]胡涛. 危废垃圾焚烧炉控制系统的研究[D]. 河北科技大学, 2022.
[4]李坤元. 固体有害废物焚烧炉工程项目风险管理研究[D]. 东南大学, 2020.
[5]王浩. 回转窑焚烧炉先进控制策略研究与应用[D]. 天津工业大学, 2020.

 京公网安备 11011302003690号
京公网安备 11011302003690号


