



- 收藏
- 加入书签

石油化工企业安全生产风险评估与防控策略研究
 打开文本图片集
打开文本图片集
摘要:石油化工企业生产环节,往往会涉及较多生产工艺,且主要原材料以及产品具有易爆、有毒、易燃等特性,加上生产环境要求较高,所以生产环节通常具有较大的危险性。现阶段,石油化工企业安全生产风险评估工作正处于不断探索阶段,尚未形成统一的评估标准。基于此,文章从实际案例出发,阐述石油化工企业安全生产风险,对石油化工企业安全生产风险进行评估,提出基于石油化工企业生产风险评估的防控策略,以供参考。
关键词:石油化工企业;安全生产;风险评估;防控策略
引言
石油化工行业是国民经济的基础性和支柱性产业,对经济发展具有重要影响。近年来,随着我国经济发展水平的不断提升,石油化工企业数量逐渐增多,发展规模也持续扩大[1]。而在实际发展环节,石油化工企业若想实现健康稳定发展,需要做好日常管理工作,确保生产过程具有较强的安全性。当前石油化工企业逐渐加大对安全生产的关注力度,不过实际工作中仍会面临较多风险,因此重点探究石油化工企业安全生产风险评估与防控策略势在必行。
1石油化工企业安全生产风险
2023年6月份以来,上海守安山东昌邑项目部抽调5名人员对山东昌邑石化有限公司进行安全大诊断。安全大诊断按照《危险化学品企业安全风险隐患排查治理导则》同时依据《化工和危险化学品生产经营单位重大生产安全事故隐患判定标准(试行)》分基础管理、工艺运行、设备管理、电仪管理、应急消防专业开展。在上海守安山东昌邑项目部服务企业中,山东昌邑石化有限公司规模大、装置多、罐组容量大。项目部人员根据生产实际分运行一部、运行二部、运行三部、运行四部、运行五部、储运部、质检部、公用工程部、动力部九个板块,经过11天时间完成对昌邑石化安全大诊断。诊断过程中共发现问题451项,为昌邑石化安全月隐患排查提供重要依据。
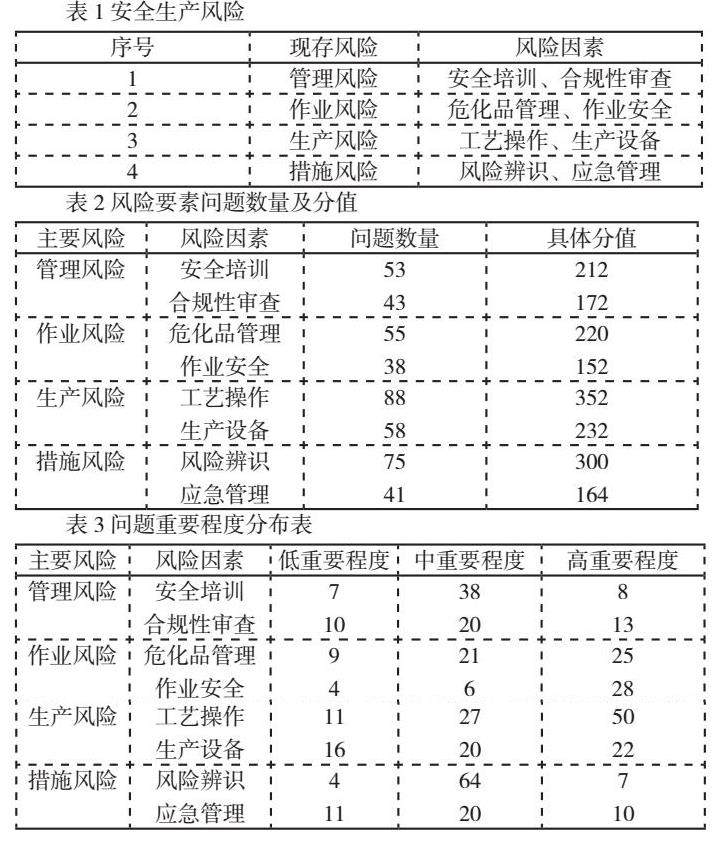
本项目开展中,项目部人员需要对目标企业现存安全风险进行全面识别,同时将识别结果作为主要依据,进行安全风险识别系统的科学构建,经实际分析得出,该目标企业存在以下表1所示风险。通过找出现存的主要风险,通过风险识别的方式,找出重点需要关注的风险问题,结合各个风险的发生概率及危害程度,科学制定有效的应对方案,实现对风险的有效控制,实现安全生产目标。
2石油化工企业安全生产风险评估
2.1安全生产风险评估指标体系构建
本项目诊断过程中共发现问题451项,每个问题的分数均为4分,风险要素问题数量及分值如表2所示:
2.2风险评估结果分析
通过风险要素的具体得分,可以掌握实际工作与具体要求的符合情况,不过无法客观体现出各个问题的重要性。通常情况下,不同的问题产生的危害性会存在较大不同,因此,还需要对各个风险重要性进行分析,具体分为高、中、低三个等级。实际评价环节,构建专家小组,具体负责的工作包括危险因素确定与分析、判断各个问题的重要性。经实际讨论分析,得出如表3所示结果。
结合实际分析获得风险问题后,明确需要重点关注的风险,并对风险产生的原因进行分析,得出风险问题发生的主要原因如下:
(1)化工工艺设计存在缺陷。化工生产环节,会涉及较为复杂的工艺路线,如果未能做好化工工艺设计工作,易出现生产工艺不合理的情况,使后期生产面临安全隐患。不过在实际检查、分析中发现,目标企业并未严格按照标准规范做好此项工作,在安全防控意识上存在较大的提升空间,致使在工艺操作方面出现了安全问题。
(2)安全生产设备相对落后。不同于其他行业,石油化工行业应用到的原材料存在一定的特殊性,对生产设备拥有较高的要求,往往会使企业面临较多的设备支出。出于对成本的考虑,目标企业未能积极引入先进的设备,存在生产设备不合理问题。并且,该企业在设备维修与检查方面时间间隔较长,未能发挥出良好的问题预防作用,不仅对生产效率产生了影响,也使企业面临较大的安全隐患。
(3)加工物料管理力度不足。石油化工企业生产中,会应用较多危险原料,如液化石油气、石油、汽油、苯等,这些原料具有易燃易爆等特性,若未能做到科学使用与存放,易出现爆炸等重大事故。现阶段,该目标企业在物料管理上存在一些问题,储罐区存在远传仪表失灵的情况,并且存在储罐区顶部呼吸阀拆除未及时恢复、岗位交接班不严等问题,存在较大的安全隐患。
(4)管理制度不完善。管理制度属于对生产活动进行约束的有效准则,同生产安全密切相关。经实际检查发现,该企业现存制度中仍存在不完善的情况,未能形成全面、清晰的员工操作规范,同时未能形成完善的应急管理、风险评估制度,致使人员在实际工作中缺乏制度支持,存在管理不规范情况,出现了较多风险辨识不全面、应急管理不科学等问题。
3基于石油化工企业安全生产风险评估的防控策略
经实际分析得出,该企业主要存在管理风险、作业风险、生产风险以及措施风险,之所以存在以上风险,主要是因为化工工艺设计存在缺陷、安全生产设备相对落后、加工物料管理力度不足、管理制度不完善。进一步提升企业安全生产水平,将风险问题发生概率降至最低,应做好以下工作:
3.1优化化工工艺安全设计方案
(1)优化工艺流程。石油化工企业应做好工艺流程优化工作,经深入分析、研究,对生产操作步骤进行简化,形成更加科学的生产顺序,通过进一步提升反应效率,实现对能源以及资源消耗的有效控制,将安全问题发生概率降至最低。(2)优化操作参数。企业应对各项参数做出合理调整,如流量、温度等,提升反应效率,避免产生较多副产物,确保各项参数均能够满足安全生产要求,减少生产风险[2]。(3)科学设计化工工艺路线。工作人员设计化工工艺路线前,应进行详细的勘察分析,在此基础上,找准设计重难点问题。随后将其作为主要依据,形成科学的安全控制方案及设计方法,进一步提升化工工艺路线合理性,为化工安全生产奠定良好基础。(4)为确保设计的化工安全工艺流程具有较高的应用成效,石油化工企业应通过智能化设备的应用,对化工工艺安全设计过程进行实时监控,从而对安全设计所有数据信息做到详细了解。及时发现设计中的潜在问题,借助针对性的措施消除风险,防止风险逐渐严重化最终引发安全事故。
3.2选择合理的设备类型
(1)选用化工设备时,应结合实际生产要求及设备功能情况做到合理选用,避免由于选用的设备无法满足化工安全生产需求,在后期出现较大的风险隐患。(2)为使生产设备与生产需求良好匹配,石油化工企业应进行内部老旧设备的及时换新,结合化工工艺以及反应类型积极引入先进的生产设备,实现对化工生产安全风险的有效控制。(3)石油化工企业在化工设备使用中,为使其具有良好的工作状态,一方面需要对材料实际用量进行合理控制,另一方面应对设备使用环节的加热速率进行科学把控,借助这一措施,避免化工设备实际使用中承受过高的工作负荷而出现损伤,减少由于设备使用状态不佳引发的风险问题。(4)全面开展检修工作[3]。为实现对设备风险的有效控制,石油化工企业不仅要做好化工设备的合理选用,还应注重设备检修。实际工作中,借助先进的在线监测以及故障诊断系统,实时监测大型机组运行情况,如温度情况、振动情况等,以此及时发现并解决机组运行中存在的问题,提升设备运行安全性,有效消除风险隐患;强化压力管道在线检测,全面理解腐蚀情况,通过有效处理保证其处于良好状态;借助红外热成像仪详细检测设备过热情况,实现对电气安全隐患的有效控制。
3.3科学处理管控化学反应原材料
(1)确保配方的合理性,同时对各个材料的使用比例进行严格控制。(2)将化工原材料安全管理要求作为主要依据,实现对化工原材料的科学使用与合理处置。针对工作中存在的特殊情况,工作人员应不断进行经验总结,进而在后续工作中能够做到及时处理。工作人员应对化工原材料处理工艺做到详细了解,同时结合相关标准,科学划分不同类型的原材料,借助混合、净化等措施,确保原材料能够更好地发生相应化学反应,提升反应效果及生产效率,最大程度上控制反应风险。(3)注重化学反应原材料存储管理。石油化工企业需要做好原材料存储风险管控工作,安排专人负责相关管理工作,明确工作人员的具体工作任务与职责,形成完善的监管措施[4]。同时,通过印发存储管理手册、制定管理制度等措施,实现化学反应原材料的科学管理,确保存储条件满足实际要求,减少化学反应原材料存储风险。(4)注重原材料规划设计。石化企业应对原料摆放实施精细化设计,分区域放置各类原料。同时针对不同的原料,需要设置好标签,在标签上详细标明关键信息。对于一些无法直观判断的化工原料,企业应在先进设备仪器的应用下开展检测工作,并且进行标签的科学张贴。严格根据化学反应原料属性,将其摆放在适当区域,以免在相同区域混合放置不相容原料,引发安全风险。此外,企业还应注重化工原料使用处理管控,提升原料处理精细化程度,以机械代替人工,降低操作风险。
3.4完善安全生产管理体系
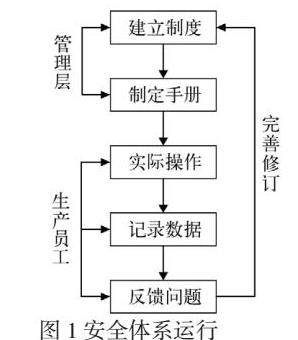
通过科学制定完善的管理制度,能够促进安全生产工作顺利推进。石油化工企业应对自身现存管理制度进行全面梳理,及时找出发现存在问题的管理制度,并进行自身安全管理体系的不断完善,使自身拥有更高的安全生产管理能力。第一,石油化工企业应以行业内典型的安全事故为基础,科学制定规范操作制度,要求员工根据工作手册要求,确保各项工作标准化开展,防止由于人为失误引发安全事故。实际工作环节,工作人员应进行操作流程的详细记录,若发现存在问题,及时向上级部门进行反馈,由其制定有效的处理方案,实现各项工作持续优化,安全体系运行机制详见图1。第二,石油化工企业应结合自身实际,进行应急预案工作机制的科学构建。安全事故发生后,企业可以结合紧急预案,实现对意外事故的有效应对,避免自身面临较大的损失,实现对问题影响程度的有效控制。企业管理人员可对企业资源情况进行详细了解,引入先进的安全监管设备,确保事故问题发生后,能够及时找出其中原因,实现对风险源头的有效治理[5]。第三,科学制定风险评估制度。为实现对风险问题的有效控制,石油化工企业需要进行风险评估制度的科学构建,立足操作规范、人员能力等方面,实现制度的不断优化。风险评估制度实际落实环节,企业应根据行业发展趋势持续更新自身制度,提升风险评估结果准确性,获得更高的风险评估效率,实现对现存风险的及时掌握与处理。
结论
综上所述,随着我国社会发展水平的不断提升,对能源的需求量逐渐增多,在一定程度上促进了石油化工企业不断发展。不过石油化工企业在生产中会使用较多危险品,同时需要利用较多危险装置实现生产目标,若未能做好安全生产风险评估以及防控工作,易出现较大的安全事故。现阶段,我国石油化工企业逐渐加大对安全生产风险评估的重视度,由于此项工作在我国实施时间较短,仍存在较大的提升空间,因此相关人员应在工作中不断探究有效的方式方法,实现对石油化工企业安全生产风险的准确评估及有效防控,为石油化工企业安全生产提供支持。
参考文献
[1]王晓凤.石油化工企业安全生产管理能力影响因素及提升对策[J].化工管理,2024(4):112-114.
[2]许超.石油化工安全生产风险控制的关键技术[J].中国石油和化工标准与质量,2024,44(1):19-21.
[3]贠程,王倩琳,陈锋,等.基于社团结构的化工过程风险演化路径深度挖掘[J].化工学报, 2023, 74(4):1639-1650.
[4] 谢谚.溢油监测技术在石油石化企业环境风险防控中的应用[J].化工环保,2019,39(6):608-613.
[5]肖振航,周德红,李维东,等.基于风险矩阵法的石化企业罐区苯系物职业性化学危害风险评估[J].环境与职业医学,2021,38(10):1140-1144.

 京公网安备 11011302003690号
京公网安备 11011302003690号


