



- 收藏
- 加入书签

污酸渣金铜氯高效分离的新工艺研究
 打开文本图片集
打开文本图片集





摘要:为了达到洞庭湖周边的矿产开发冶炼生产的污酸渣的达标排放同时满足资源化利用要求,本研究提出了一种新工艺,通过碱洗脱氯、混合酸浸铜、沉银、净化和碳酸钠沉铜,高效分离和回收污酸水处理后的中和渣中的铜、金、银。研究了氧化剂、试剂A、试剂B、浸出时间、浸出温度和液固比对铜、金浸出率的影响。结果表明,经过碱洗脱氯的污酸渣在试剂A(1.24 mol/L)和试剂B(0.3 mol/L)混酸体系中浸出,浸出温度85℃、时间1.5小时、液固比6:1时,铜的浸出率可达91.54%,金、银则留在浸出渣中,实现高效分离。净化后的铜可得50.4%品位的碱式碳酸铜,铜、金、银的回收率分别为90%、99.8%、99.8%。
关键词:中和渣;混酸浸出;碱洗脱氯;洞庭湖
由湖南省教育厅一般项目(22C0509)资助
随着经济社会的快速发展,矿产资源需求日益增加,随之而来的工业污水排放量也显著上升。这些污水中含有大量金属元素,pH值低,酸性强,对环境和人类健康构成严重威胁[1]。因此,污水处理成为冶金行业面临的重要挑战。为有效回收有价金属并减少污染物排放,现有污水处理技术不断提升,形成了物理法、化学法和生物法等系统处理方法[3]。
在洞庭湖区,水资源的保护尤为重要。该地区丰富的植物资源不仅是生态平衡的重要组成部分,还在水体净化和土壤保护中发挥着关键作用。随着矿产资源开发的加剧,工业污水对洞庭湖的影响日益显著,严重威胁着水生态环境和生物多样性。因此,亟需在矿产开发中加强水资源和生态环境的综合保护,确保可持续发展。
目前,国内冶金企业普遍采用硫化钠和片碱中和沉降法处理污酸水,生成的污酸中和渣中富含铜、金、银等有价金属,是重要的二次资源。然而,当前对中和渣的处理工艺尚不完善,多采取贱卖外销,造成资源浪费[4]。如何高效分离和提取这些金属成为亟待解决的问题。
本文通过对污泥渣的理论分析和大量实验研究,提出了一条新工艺流程:碱洗-酸浸-碱铜法。研究表明,采用混合酸直接浸泡碱洗废渣,能够高效提取金属铜,并以碱式硫酸铜形式回收,同时金、银、碲、铂、钯、汞等金属高度富集于浸出渣,后者可返回阳极泥处理系统回收。这一方法显著提高了金、银、碲、铂、钯、汞的回收率和经济效益,效果理想。该工艺不需焙烧,直接高效浸出,是目前处理硫化铜物料中铜提取率最高、工艺流程最短、环保性佳、生产成本低的新方法。
1. 实验
1.1 实验原料及成分
实验所用的原料取自于某厂车间处理污水后得到的污酸渣,经过破碎,筛分后,用XRF测得其原料的主要化学成分(见表1)。由表1可知,污酸渣中硫含量高达20.5%,故大量的铜等金属将以硫化物的形式存在。
1.2 实验设备与试剂
实验设备:JHS-1型电子恒速搅拌机;KDM型连续可调电子控温电热套;PHS-25 型数显PH计;GW-03型 电热干燥箱;D/max-rA 型日本理学X衍射仪;WXY-402C 型原子吸收分光光度仪;X射线荧光光谱仪;WSP-1型两米光栅发射光谱分析仪;
实验试剂:试剂A;试剂B;SAA ;氢氧化钠;无水碳酸钠;
1.3研究方法:
取一定量污酸渣,在液固比1:1条件下浆化2小时后,加入2升烧杯中,控制温度和反应时间,进行碱洗脱氯反应。反应结束后,将渣在一定温度和时间下进行混酸浸出,趁热过滤,贵金属如金银富集于浸出渣。浸出液经过氯化钠沉银、净化和碳酸钠沉铜工艺,将Cu以碱式碳酸铜形式高效回收。
2.污酸渣直接酸浸研究
2.1 污酸渣直接酸浸基本原理
酸性介质中存在氧化剂(A)的情况下,金属硫化物容易被氧化分解成金属离子和元素硫:
该反应属于多相氧化还原反应,适用于湿法冶金浸出的电化学反应机理,其反应自由焓G和溶液电位存在G=-nF 的关系,因此,溶液电位可作为水溶液中硫化物氧化还原反应趋势的量度。
根据Nernst公式,当浸出矿浆的氧化电位低于金属硫化物的平衡电位0时,反应(1)将逆向进行,硫化物无法被氧化分解。只有当氧化电位高于0时,金属硫化物的氧化分解才有可能。
不同金属硫化物在溶液中的氧化浸出区间各异,因此可通过控制浸出电位和pH值,有选择性地氧化浸出铜硫化物,同时抑制贵金属(如金、银)的浸出,从而实现有价金属的分离。
2.2 氧化剂的选择
由表1可知,污酸渣中的铜以硫化铜的形式存在,为了寻找硫化铜直接酸浸的氧化剂,用甘汞电极和铂电极与数字电压表配套,测定了氧化剂对溶液电位的影响,如表2所示。其中,1指取300mL H2O作底液时测的电位,0指往底液加10 mL液体氧化剂或加10g固体氧化剂(氯酸钠溶解后加入)后,引起溶液电位升高的值。
由表2可知,试剂A所引起溶液的电位升高的程度仅次于高氯酸,而试剂A又较高氯酸便宜得多,并且试剂A不会像高氯酸那样溶解金,故初步选择试剂A作为浸出中和渣的氧化剂。
2.3浸出时间对铜、碲、金浸出率的影响
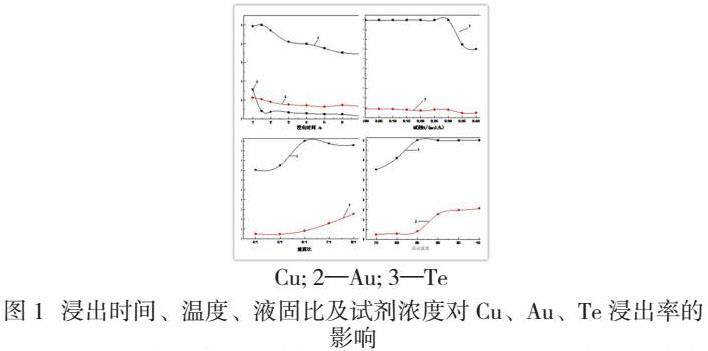
浸出条件:污酸渣 100g, 试剂A 1.24 mol/L ,浸出温度为85℃,液固比L/S=6:1。分别浸出1~7小时后取样分析,得浸出时间对铜、碲、金浸出率的影响如图 1所示。
由图1可知:当浸出时间从1h延长至1.5h时,Cu的浸出率从98.46%增加到99.95%,而继续延长反应时间时,Cu的浸出率迅速下降。这是因为中和渣中的铜的氧化浸出分为两个阶段:
浸出1.5小时后,中和渣中的铜完全以溶解形式存在,浸出率达到99.95%。若继续浸出,氧化剂(试剂A)消耗导致溶液氧化电位降低,低于金属硫化物平衡电位0时,反应(1)逆向进行,生成CuS沉淀,从而降低Cu浸出率。
同时,Te和Au的浸出率也随时间下降,因其在不稳定的溶液中分解进入渣中。因此,为了实现铜与金的分离,需保持较高的铜浸出率和较低的金浸出率,最终确定最佳浸出时间为1.5小时。
2.4 试剂B 对铜、金浸出率的影响
浸出条件:污酸渣100g,试剂A 1.24 mol/L,浸出温度85℃,液固比L/S=6:1,浸出时间1.5小时。试剂B对铜、金浸出率的影响如图1所示。
图1表明,试剂B对Au的浸出率影响较小,波动不大。这是因为试剂B电位低,无法溶解Au,而体系中的Cl⁻离子也会导致Au浸出率的轻微波动。
对于Cu,试剂B的加入量不超过0.3 mol/L时,对浸出率影响较小;超过0.3 mol/L后,Cu浸出率迅速下降。原因一是试剂B过饱和促使Cu离子逆向反应生成化合物,导致结晶沉淀。原因二是中和渣中SiO₂的存在,当试剂B过量时,形成的硅胶会强烈吸附Cu离子,降低其浸出率。因此,最佳试剂B量为0.3 mol/L。
2.5 液固比对铜、金浸出率的影响
浸出条件为:污酸渣100g,试剂A 1.24 mol/L,试剂B 0.3 mol/L,浸出温度85℃,浸出时间1.5小时。液固比对铜、金浸出率的影响如图1所示。
图1显示,Cu和Au的浸出率随着液固比增加而提高,但当液固比超过6:1后,Cu浸出率略有下降,趋于平衡。这是因为试剂A和B的混酸浓度固定,增加液固比时水和酸的用量增加,促进了金属的浸出。在液固比较低时,因金属含量高且酸量不足,导致浸出率较低。当液固比达到6:1时,Cu的浸出率高达99.95%,表明Cu已完全浸出,继续增加液固比对Cu影响不大,反而可能提高Au的浸出率,不利于铜金分离。因此,最佳液固比为6:1。
2.6 浸出温度对铜、金浸出率的影响
浸出条件:污酸渣 100g, 试剂A 1.24 mol/l , 试剂B 0.3mol/L,浸出时间1.5h,液固比为6:1。浸出温度对铜、金浸出率的影响如图 6所示。
由图1可知:提高温度有利于Cu、Au的浸出,但当温度超过85℃后,随着温度的提高, Cu的浸出率趋于平衡,而Au的浸出率迅速增加,在90℃时达到了25.3%。这是因为提高温度可以加快反应速度,浸出时间缩短,因此相同的反应时间内提高温度可以提高浸出率。正常情况下,温度每增加10℃,扩散速度一般可加快20%,化学反应速率可提高一倍左右。当温度超过85℃时,Cu的浸出率高达99.95%,表明此时Cu已基本浸出完毕,继续升温对Cu的浸出率影响不是很明显,反而使Au的浸出率迅速增加,不利于Cu入液,Au入渣,从而使铜金得到分离的目的,同时考虑到生产成本以及温度太高将给生产带来更多不稳定的因素,选取最佳的浸出时间为85℃。
3.碱洗污酸渣酸浸的研究
3.1碱洗污酸渣的目的
根据直接酸浸的条件实验的结果,可以确定最佳的浸出工艺条件: 试剂A 1.24 mol/L , 试剂B 0.3mol/L,浸出时间1.5h,浸出温度85℃,液固比为6:1。在此条件下,Cu的浸出率高达99.95%,但同时Au的浸出率液高达7.26%,Au的浸出率过高而不能很好的达到Cu入液,Au入渣的目的,不能有效分离铜金金属。
为了使浸出进入溶液中的金入渣,本实验尝试过用锌粉和铜屑置换的方法,如用-324目的锌粉,在58℃的条件下进行置换实验,结果使溶液的电位由445mV降低到273mV,浸出液中的Au由0.91mg/L降低到0.47mg/L,但是由于外加锌粉使溶液中锌的浓度增加2g/L;在使用铜屑的置换实验中,铜屑的置换效果还没有锌粉好。由此可知,用锌粉、铜屑置换浸出的金,效果都不理想,故要降低金浸出率的关键,应是使金不溶出,鉴于废酸渣中含有高达3.198%的氯,在酸浸条件下会与金形成金的络合物,使金的电位由原来的1.53V降低到1.0V左右,从而促进金的溶解,使金的浸出率增大,不利于金的回收。所以本实验进行了将中和渣首先碱洗除去中和渣中氯,然后再酸浸的研究。
3.2 碱洗脱氯原理与技术指标
基本原理是使氯进入碱洗液,而铜以氢氧化铜进入沉底得到回收,反应式为:
除氯技术条件:液固比为6:1,温度为90℃,反应时间为1.5~2h,PH在7~14,实验结果如表3所示。
由表3可知,在此技术条件下,碱洗除氯的效果相当理想,氯的脱除率大于99%。
3.3 碱洗污酸渣酸浸
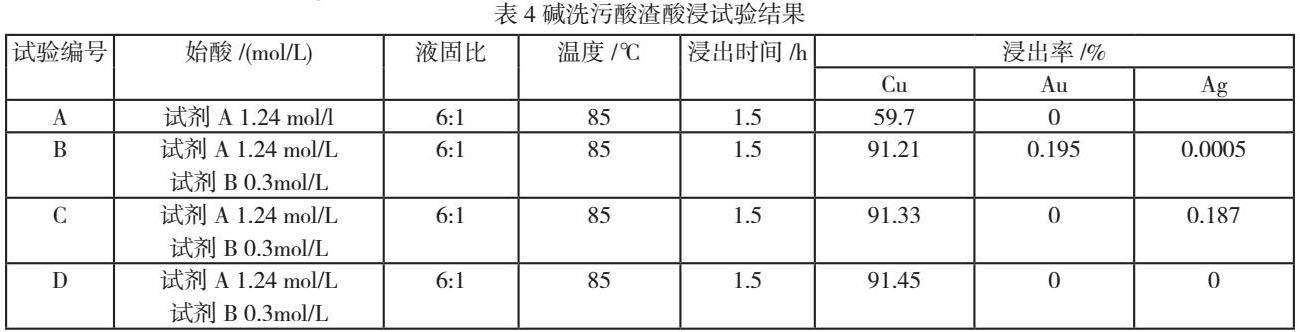
取经过碱洗脱氯后的污酸渣100g,在研究得到的最佳的浸出工艺条件下进行优化条件重复试验,结果见表4。
由表4可知:
(1) 碱洗污酸渣酸浸试验中,金的浸出率≤0.195%,银的浸出率≤0.187%,污酸渣中99.805%的金,99.815%的银富集进入浸出渣中。
(2) 由A与B试验结果可知,用试剂A与试剂B组成的混合酸浸出铜的效果明显要高于仅用试剂A浸出铜的效果。
(3)在最佳工艺条件下,铜的浸出率高达91.54%,而金银等贵金属基本不浸出,从而达到了铜入液,金银入渣的目的。
4 结论
(1)在液固比为6:1,85℃,时间1.5h,PH=7~14的条件下,碱洗污酸渣,可使含氯达3.198%的中和渣中的氯高效去除,高效保证在酸浸过程中,金的回收率。
(2)污酸渣最佳浸出工艺:碱洗污酸渣在液固比为6:1,始酸 试剂A 1.24 mol/L,试剂B 0.3 mol/L,浸出温度为85℃的条件下,浸出1.5h。此时铜的浸出率高达91.54%,金、银不溶出,从而实现了铜入液,金银入渣的目的,使铜与金银有效得到分离。
(3)发明了含硫高达20.5%,含氯高达3.198%的污酸渣,不经焙烧,仅通过碱洗后混酸直接浸出的新工艺,高效分离铜与金。浸出液的铜通过净化与沉铜工序后可制得铜品位达50.4%、碲0.344%、镍0.5013%的主产品碱式碳酸铜及铜16.36%、碲9.265%、硒 0.477%且高效富集贵金属副产品的浸出渣。铜的回收率可达90%以上,金、银的回收率高达99.8%。
参考文献
[1] 修庆华,胡鹏.废弃矿山酸性废水的治理技术[J].世界有色金属,2024,(16):174-176.
[2] 苏烜.冶金工业废水处理工艺与优化改进[J].价值工程,2023,42(26):19-21. [
[3] Tonni Agustiono Kurniawan, Gilbert Y.S. Chan, Wai-Hung Lo. Physico–chemical treatment techniques for wastewater laden with heavy metals[J]. Chemical Engineering Journal,2006,118(1-2):83-98.
[4] 阮博文,焦芬,覃文庆,等.有色冶炼废酸中和渣的综合处置现状[J].中南大学学报(自然科学版),2023,54(10):3808-3818.

 京公网安备 11011302003690号
京公网安备 11011302003690号


