



- 收藏
- 加入书签

缓速器定子基于五轴车铣复合机的加工方案探究
【摘 要】在液力缓速器中,缓速器定子为腔内核心件;而缓速器定子具有薄壁易变形、尺寸精度要求高、端面环形槽和多向孔系难以加工的特点。传统分序加工效率低、误差累积显著。本文基于现场实施情况,重新选型设备、重新设计夹具刀具,并使用大量的机内测量来优化缓速器定子的加工方案。
【关键词】缓速器定子 车铣复合机 加工方案
前言
随着我国商用车行业向高端化、智能化转型,液力缓速器做为提升车辆安全性与能效的核心部件,市场需求持续攀升。作为缓速器核心部件的缓速器定子,传统的采用普通车床与三轴加工中心的分序加工模式已难以满足高精度、批量化的生产需求。针对缓速器的结构特征,我们基于五轴车铣复合机开展工艺复合化技术攻关,实现加工精度与效率的协同突破,为行业升级提供关键技术支撑。
一、缓速器定子的加工难点
1. 产品特性导致的加工难点
1.1 材料特点
缓速器定子材料为 QT500-7,球铁 500-7 的珠光体含量一般要求在 20% 到 50% 之间;球铁内常析出铁碳化合物,导致局部硬度高,从而降低了刀具寿命,进而使得尺寸稳定性降低。
1.2 结构特点
分析缓速器定子的形状发现,其可以被定义为薄壁多筋件,这种结构会导致工件在夹持和切削的过程中产生变形。
夹持产生的变形有:粗车时三爪夹持外圆加工内孔,三爪的夹持力过大导致工件变形,此时加工的内孔为正圆,松开三爪后工件回弹,内孔随之产生变形,影响后续的精加工。
直接导致尺寸不稳定和刀具寿命下降的问题。夹具设计缺陷已成为制约缓速器定子加工精度与成本的核心瓶颈,需通过形变消除、应力均布夹持及离心力补偿等技术创新实现突破。
3.3 现有刀具方案不合理
图 1 缓速器定子由于三爪(左)和胀套(右)夹持产生的变形
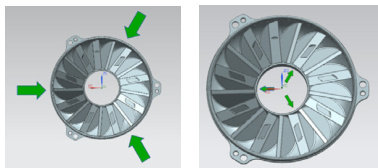
切削产生的变形有:由于结构的问题,定子的强度在圆周上分布并不一致,这使得工件在切削时不同部位产生不同的形变量,从而导致部分外圆的圆度较大,使得外圆的尺寸公差被压缩。
缓速器定子的复杂结构对刀具策略提出严苛要求,但当前刀具方案存在系统性设计缺陷,严重制约加工质量与效率。具体包括:粗精加工刀具混用加剧磨损、部分刀具切削内容过多、工步分配不合理导致刀具异常磨损等。
二、新工艺方案的研究
1. 设备的选型
缓速器定子的精密加工要求设备具备多工序集成能力、高精度及复杂空间孔系加工能力。经综合评估,选型为德国巨浪 MT831 五轴车铣复合机【1】,其技术优势与加工需求高度匹配,具体体现在以下方面:
MT831 配备有两个车削轴,缓速器定子的两序精加工节拍相差较大,双车削轴安装两序的夹具,在一个循环内完成两序的加工,最大程度地利用了设备,解决了工序节拍不平衡带来设备利用率低的问题。
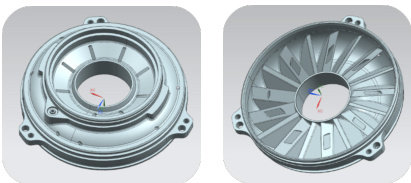
图 2 缓速器定子结构
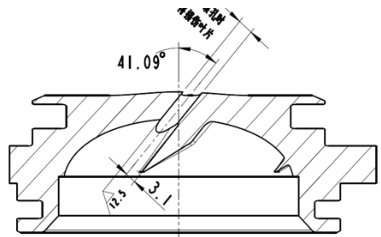
1.3 复杂空间孔系
缓速器定子存在包含七个斜孔的空间孔系结构,且产品图要求每个空间孔和临近的叶片的距离尺寸为 3.1±0.2 ,而实际加工中,使用夹具定位特定的一个叶片,因铸造误差大的原因,其余六个斜孔到叶片的距离无法保证。
2. 现有加工工艺导致的加工难点
2.1 现有设备工艺复合度低
缓速器定子的加工普遍面临工艺离散化问题,其核心矛盾在于传统设备的功能单一性与零件结构复杂性之间的不匹配。传统工艺需依赖车床(粗精车外圆两序)、三轴加工中心(铣钻加工)及钻床(加工定位孔)四台设备分序作业。这使得质量、成本和效率都难以达到我们期望的状态。
缓速器定子为薄壁多筋件,其加工质量高度依赖夹具设计的合理性。当前行业内普遍采用的夹具方案存在刚性夹持引发工件整体变形,
2.2 现有夹具方案不合理
图 4 MT831 工作台和夹具

MT831 依托西门子840D 数控系统,支持在线测量与自适应编程,可实时补偿刀具磨损。MT831 配置的双主轴同步控制系统可一次性完成车削、铣削、钻孔等复合工序。
MT831 亦有双主轴版本,可同时完成两个工件的加工,我们也使用双主轴设备进行缓速器定子的加工。在 MT831 五轴车铣复合机上进行的缓速器定子工艺开发,系统性地攻克了缓速器定子加工的工艺瓶颈【2】。
2. 夹具方案的确定
缓速器定子刚性差易变形的特性要求夹具变形小、夹持稳定不打滑。按照已有的工序,可以确定精加工的 OP10 序使用涨套撑内孔,精加工的OP20 序使用三爪抱外圆的思路。
图 5 缓速器定子 OP10(左)和 OP20(右)夹具

而在实施了上述夹具方案后,我们发现加工的工件存在圆度差、位置度易超差、尺寸易超差和加工时工件转动的问题。具体问题如下:
D215 圆度差,圆度有 0.03-0.07;
D211 圆度差,圆度在 0.04 左右;
图 6 缓速器定子的主要尺寸
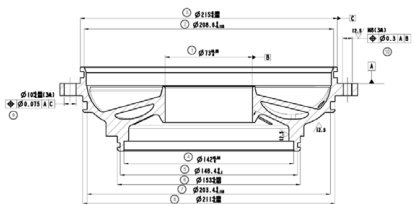
位置度0.075 易超差,不稳定;
为解决上述问题,控制毛坯圆度这个变量来设计实验,下表为实验结果。可知 D215 圆度与毛坯内孔圆度成正相关,D215 圆度超差是由毛坯内孔圆度差引起的;而D211 圆度超差不受毛坯内孔圆度影响。

为进一步地进行验证,在加工完 D211 尺寸后不松开夹具测量其圆度,发现圆度接近 0;分析可知 OP20 序三爪夹持 D215 外圆时产生了塑性变形,切削 D211 尺寸时为正圆,松开夹具后工件回弹,使得D211 产生 0.04 左右的圆度。
经过以上实验,收集数据分析后得出以下结论:OP10 序内孔的圆度误差复映到外圆D215 上,OP20 序的三爪在夹持时产生了弹性变形,导致 D211 圆度差,进而可知位置度超差也是由于工件变形导致的。由此可见传统的涨套和三爪并不能很好的实现固定工件、消除变形的要求,两序的夹具都需要优化。
为解决上述问题,在原有夹具基础上,做出如下改进:OP10 序的涨套由光滑圆柱面改为多点接触的圆柱面,这样的设计可有效消除内孔圆度差复映现象;而OP20 夹具则采用加宽的三爪,并降低夹持压力,从而消除夹持变形,为防止工件转动,同时在爪子内表面喷涂涂层以增加摩擦力。新方案有效的改善了产品质量。
图 7 毛坯内孔的圆度对成品内孔圆度的影响

除上述要求外,夹具还因具备离心力补偿功能,防止工件在高速转动时甩出;因定子并不是中心对称的回转件,夹具还需带工件进行动平衡,进而更好减小工件变形。
3. 刀具方案的确定和毛刺控制
缓速器定子的复杂结构使得在加工过程中会产生大量难于去除的毛刺,这便对刀具策略提出严苛要求,需从刀具选型、切削参数优化及加工路径规划三方面系统性改进,并同步解决毛刺控制难题。
针对QT500-7 材料特性(局部高硬度、易磨损刀具),采用“半精-精”分层加工模式:由于 QT500-7 材料中析出的铁碳化合物局部硬度高的特点,选用硬质合金涂层刀具(如 TiAlN 涂层),通过高刚性刀柄(HSK-63 接口)增强抗振性,快速去除余量。半精加工时设定切深0.8mm ,切削力控制在 300N 以内,避免薄壁结构变形。在刀具参数和选型都合理的情况下,实际加工中仍旧出现了到刀具寿命不足的问题,为此我们合理增加刀具,保证了加工的稳定。
为了避免车削时加工面和毛坯面相交的位置产生硬翻边毛刺,需优化车刀二点加工路径;“半精 - 精”两次切削过程中,其切削方向需相反,即一刀正车,一刀反车,从而在第二刀加工时去除掉第一刀产生的翻边毛刺。另一个产生大量毛刺的地方是各个斜孔的出口处,我们通过优化刀具设计来避免翻遍的产生,而残留的毛刺可由去毛刺专机去除。
去毛刺的思路基本遵循着:在加工过程中尽量通过优化刀具设计、切削路径等方法减少毛刺的产生,实在无法避免的毛刺通过刷子等去毛刺刀具去除,最后使用去毛刺专机来系统性地消除毛刺。
4. 机内测量技术的应用
缓速器定子的机内测量系统基于 MT831 的西门子 840D 系统,使用雷尼绍OMP40-2 测量系统进行工作;主要用于温度补偿和尺寸补偿。
温度补偿的实现基于安装在机床上的标准样块。设备在每次加工循环开始前对标准样块进行采点并根据偏差值对设备由于温度产生的精度偏差进行修正。
尺寸补偿是指设备在每次加工结束后对工件进行测量,并和标准值进行对比。例如,当测量到 D215 外圆尺寸 0.03mm 时,系统自动生成补偿程序,在下一工件加工时通过 X 轴偏置 +0.015mm 、进行修正,使用这种补偿方法可以将尺寸控制在中值的 ±0.01mm 以内。
在实施后我们总结出以下经验: ① 尺寸补偿时,一般选用公差在0.05mm 以下的尺寸;涉及多个尺寸时,可以针对不同的车刀进行测量和补偿。 ② 在补偿时,偶尔会发生工件清洁不干净沾有铁屑导致尺寸补偿值过大的情况,故而需要根据经验对补偿的最大值进行合理限制。③ 在测量直径时,使用四点测量法比三点测量法更准确。
图 9 三点测量和四点测量的对比

5. 毛坯自适应技术的应用
缓速器定子的空间孔系结构因铸造误差大的原因,难以保证图纸要求。为此我们开发了毛坯自适应技术,使用机内测头测量并记录七个空间孔对应的叶片角向位置,并在加工对应的孔时补偿到对应的坐标系上,这便保证了每个斜孔的轴线距离叶片的位置都可以满足产品图纸的要求 [3]。
根据上文的 1-5,结合产品特点,可以确定缓速器定子在五轴车铣复合机【4】上的加工流程大致如下图。
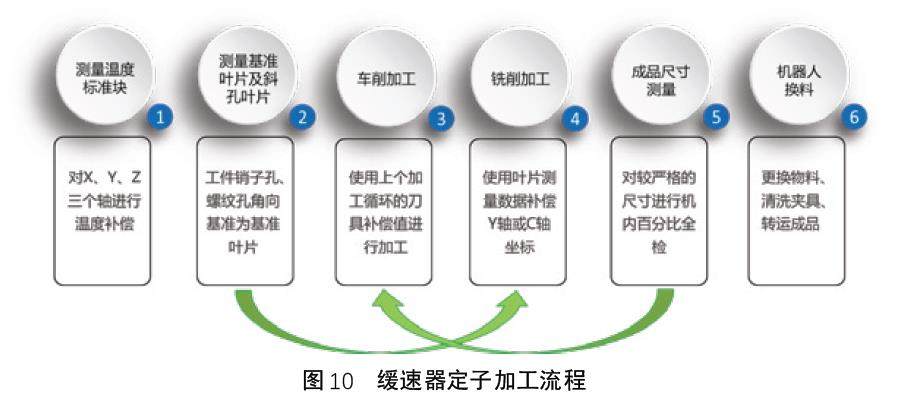
Step1:进行温度补偿,对XYZ 三个轴进行补偿,
Step2:测量叶片,确定工件角向特征,并记录需钻斜孔的叶片角向数据,
Step3:车削加工,
Step4:使用叶片角向数据进行铣削加工,
Step5:测量成品尺寸,并根据测量结果调整刀补;
Step6:自动化换料。
6. 双主轴设备的应用
为进一步地提高加工效率,我们也采购了双主轴的车铣复合机;而双主轴的五轴车铣复合机在加工上对车刀的调整更高的要求。
双主轴设备需调整两个铣削主轴的间距和夹具间距完全一致,需保证两者的间距差值在 0.01mm 以内。即便如此,在加工公差在 0.03以下的尺寸时,仅靠主轴间隙的一致性无法保证两边的车削尺寸一致。而剩余的误差则需要通过调整车削刀具来实现。车刀上设置有可以调整刀尖位置的机构,通过在对刀仪上对两把车刀的刀尖位置进行调整来保证最后的切削尺寸一致。
图 11 双主轴设备的夹具和刀具

三、结论
本文通过系统化的工艺革新,成功攻克了缓速器定子在薄壁易变形、材料局部高硬度和复杂空间孔系等方面的加工难题。基于德国巨浪 MT831 五轴车铣复合机的技术优势,创新性地构建了集设备选型、夹具设计、刀具策略及智能补偿于一体的高效加工方案。
在夹具方面,OP10 序采用多点接触式涨套消除内孔圆度复映到精车的问题,OP20 序运用加宽涂层三爪并配合动平衡设计,将工件回弹变形量控制在 0.01mm 以内,彻底解决传统装夹导致的圆度超差(原D215 圆度 0.03-0.07mm )和位置度不稳定问题;在刀具方案中,针对QT500-7 材料特性,选用 TiAlN 涂层硬质合金刀具实施 " 半精 - 精 "正反车削工艺,结合 HSK-63 高刚性刀柄和切削参数的优化,不仅大幅提升了刀具寿命,更通过双向切削路径消除 90% 以上的硬翻边毛刺。
尤为关键的是,依托雷尼绍OMP40-2 机内测量系统构建闭环控制机制;通过温度补偿(基于标准样块实时修正)和尺寸补偿(四点测量法精度达 ±0.01mm ),实现加工过程的自适应调节;同时开发的毛坯自适应技术,通过采集七个叶片角向位置实现了动态修正斜孔加工坐标,使空间孔系合格率从 90% 跃升至 99.5% 以上,突破铸造误差的制约。
本方案不仅为液力缓速器定子[5] 的批量化生产提供可靠技术支撑,其 " 工序集成化,变形控制智能化,误差补偿实时化 " 的技术路径,更为汽车传动领域复杂结构件的高效精密加工树立了新范式。
参考文献:
[1] 王华侨 , 陈海洋 , 张文鹏 , 等 . 国产五轴车铣复合刀柄刀具的研制与应用 [J]. 现代制造 ,2026,(01):8-11.
[2] 张凯 , 刘伟 , 李博 , 等 . 自励式单凸极缓速器数值模拟与实验研究 [J]. 机械设计与研究 ,2025,41(06):295-301..
[3] 何仁 , 王晶 , 胡东海 . 永磁式缓速器的制动力矩分级结构设计 [J]. 吉林大学学报(工学版).2015,(4).
[4 ] 郭生 . 五轴车铣复合机床关键技术发展与应用前景 [J]. 世界制造技术与装备市场 ,2025,(02):11-14.
[5] 陈德民, 梁彦涵. 永磁缓速器定子散热流道温度场分析 [J]. 农业装备与车辆工程 ,2017,55(10):62-66.

 京公网安备 11011302003690号
京公网安备 11011302003690号


