



- 收藏
- 加入书签

金属陶瓷复合材料3D打印工艺
 打开文本图片集
打开文本图片集
摘要:目前金属陶瓷零件的3D打印技术在制造方面已取得显著成功,但仍面临一些挑战,如材料性能不强和密度较低等。为此,需充分发挥3D打印技术的优势,进一步加强研究,优化成型材料的性能,提高其密度。本文以金属陶瓷复合材料3D打印工艺为研究对象,首先对3D打印工艺进行相关概述,其次重点刨析了金属陶瓷复合材料中的3D打印工艺,并列出具体的工艺技术,希望能够为金属陶瓷复合材料3D打印工艺的发展提供一己之见。
关键词:3D打印;金属陶瓷材料;复合材料
引言
3D打印技术,凭借其独特的优势,正迅速地在各个领域中崭露头角。这种技术的显著特点包括低成本、短生产周期以及能够制造具有复杂结构的零部件。相比传统的制造技术,3D打印不仅大幅度节约了原材料,还降低了设备成本。它能够轻松地制造那些形状复杂且传统方法难以加工的材料,为设计者提供了更大的灵活性和可控性。此外,3D打印技术显著地缩短了从设计到生产的时间,使得快速原型制作和短周期生产成为可能。这种技术还可以用于零件的修复,甚至与铸造技术结合,实现复合成型,从而进一步扩大了其应用范围。更令人瞩目的是,3D打印技术能够制备那些传统工艺方法难以加工甚至无法加工的构件,这无疑为制造业带来了革命性的变革。
1 3D打印技术
3D打印技术也说成增材制造技术,是相对于传统的机加工等“减材制造”技术而言的,是基于离散/堆积原理,通过材料的逐渐累积来实现制造的技术。它利用计算机将成形零件的3D模型切成一系列一定厚度的“薄片”,3D打印设备自下而上地制造出每一层“薄片”最后叠加成形出三维的实体零件。与传统的制造方法相比,3D打印技术在物体生成、制造过程简化以及产品从研发到生产的时间周期缩短等方面都表现出了明显的优势,这不仅提高了生产效率,而且为制造业带来了更大的设计灵活性和创新空间。
2 金属陶瓷复合材料的3D打印工艺
金属陶瓷复合材料3D打印工艺包含类型多样,按照成型原理可划分为四类九种,分别为挤出成型:熔融沉积造型技术、浆料直写技术、光敏聚合成型(立体光固化技术、数字光处理技术、双光子聚合技术)、粉末粘接成型(喷墨打印技术、三维印刷技术)、粉末烧结成型(选择性激光烧结技术、选择性激光熔化技术)。其中,浆料直写技术,在众多陶瓷3D打印技术中,以其显著的经济性、工艺简洁性和较快的打印速度脱颖而出。这种技术不仅适用于打印各种形状结构,而且在处理复杂三维点阵结构时显得尤为出色。从实体整体部件到具有高度复杂性的多孔支架,再到复合材料等领域,该技术都展现出了令人瞩目的应用前景。其灵活性和精确性使得它在多种场景中都能发挥出独特的优势,从而成为陶瓷3D打印领域中的一项重要技术。同时在浆料直写式3D打印技术中,挤出方式的选择对打印效果和设备性能具有重要影响。常见的挤出方式主要有三种:螺杆式、柱塞式和气推式。螺杆式挤出方式虽然能够提供连续的挤出压力,但需要配备大扭矩电机,并且在实际操作中容易产生大量气泡,影响打印质量。柱塞式挤出方式则结构笨重、使用不便,不太适合实验室环境。气推式挤出方式通过气体压力推动浆料从喷嘴中挤出,具有结构简单、操作方便、气泡产生少等优点。基于以上考虑,最终选择了气推式挤出方式作为本实验的主要研究对象。
2.1 气推式挤出打印技术
在气推式挤出方式中,金属陶瓷浆料被放置在料筒内,通过气体的压力实现气动挤出。当气体施加一定的压力时,金属陶瓷浆料开始受到推动作用,从料筒中逐渐挤出。当浆料通过打印喷头时,它会受到截面上的剪切力作用。为了确保金属陶瓷浆料的稳定挤出和顺利打印成型,这两种力(气体压力和剪切力)需要达到一种均衡状态。只有当这两种力相互平衡时,金属陶瓷浆料才能以稳定的速率和形态从打印喷头中挤出,从而确保打印过程的连续性和成型质量。
经过对相关资料的深入研究,了解到在金属陶瓷浆料的3D打印过程中,两个重要的参数——固相体积分数φ和临界阀值φgel,与金属陶瓷浆料的弹性性能有着密切的联系。固相体积分数φ,通常被定义为金属陶瓷浆料中固体成分所占的体积百分比,它实际上反映了浆料内部连接键的密度。这个参数对于理解浆料的流动性和打印过程中的行为至关重要。一个较高的固相体积分数通常意味着浆料内部的连接键更加密集,可能导致浆料表现出更高的粘度和弹性。临界阀值φgel,它代表了金属陶瓷浆料中连接键的强度。换句话说,它反映了浆料在受到外力作用时,其内部结构能保持完整而不发生破裂的能力。这个阀值与浆料的弹性模量和屈服应力等力学性能密切相关,直接影响打印过程中浆料的稳定性和成型后的材料性能。其表达式为:
在上式中:k为常数;
x为临界指数(约为2.5)。
金属陶瓷复合材料浆料的3D打印性能取决于两个核心要素:粘度和强度。粘度,作为流体内部阻力的量度,对3D打印过程至关重要。它直接决定了金属陶瓷浆料是否能从料筒中顺利挤出,以及在打印过程中是否能保持连贯和均匀。粘度过高可能导致浆料难以流动,而粘度过低则可能引发打印过程中的流失和变形。因此,精确控制粘度是确保金属陶瓷浆料顺利打印的首要条件。强度,则是衡量金属陶瓷浆料在打印后能否保持其形状和结构稳定性的关键指标。它反映了浆料在逐层堆积过程中抵抗变形和坍塌的能力。一个具有良好强度的浆料能够在打印过程中及后续干燥和处理阶段保持其完整性,从而避免制品出现裂纹、坍塌或其他结构问题。
此外,还发现金属陶瓷浆材中的金属陶瓷粉和PVA黏贴物之间存在三种不同的相互作用力阶段。这些相互作用力对于浆料的流动性、打印精度和最终产品的性能都具有重要影响。
基于上述分析,决定在本实验中采用气推式挤出方式。为了深入理解这一挤出方式的工作机制,进一步探究了挤出压力与挤出速率之间的关系。通过大量的实验观察,发现了一个明显的趋势:随着挤出压力的增加,金属陶瓷浆料的挤出速率也会相应地增快。为了更精确地量化这一关系,我们采用了控制变量法,即在保持其他参数不变的情况下,单独改变挤出压力,并观察挤出速率的变化。为了准确测量挤出速率在固定的时间段内对所挤出的金属陶瓷浆料进行称重。然后,利用先前测得的金属陶瓷浆料的密度数据,可以计算出在这段时间内挤出的浆料体积。再结合打印喷头的直径信息,我们可以得出挤出的金属陶瓷浆料的横截面积。有了这些信息,就可以进一步计算出在特定时间段内挤出的金属陶瓷浆料的总长度。这一长度与时间的比值,即为挤出速率。通过这种方式,能够精确地量化挤出压力与挤出速率之间的关系,为优化3D打印过程提供重要依据。以打印喷嘴内径为0.5mm,经过多次试验,得出其压力与流速的方程式为:
y=0.1513x-0.011 (2)
式中:y为金属陶瓷浆料流速,单位是mm/s;
x为挤出压力,单位是MPa。
2.2 金属陶瓷浆料
金属陶瓷浆料在3D打印中扮演着至关重要的角色,理想的浆料应具备低粘度和高固相含量的特性。为了实现这一目标,采用了非水凝胶方法,成功制备了低粘度但高固相含量的氮化铝打印浆料,这一突破为3D打印技术带来了全新的可能性。在直写式打印过程中,喷头的横截面形状各异,直接影响了打印的精度和效率。与此同时,浆料的选择也至关重要,主要分为自凝固悬浮液和外凝固悬浮液两种。自凝固悬浮液技术要求极高,需要浆料在保持低粘度的同时,还要确保悬浊液的稳定性以维持打印形状,这使得普通悬浊液难以满足这些严苛的条件。相较于自凝固悬浮液,外凝固悬浮液在实际应用中展现出了更多的优势。这种浆料在无外力作用下无法通过喷嘴,从而确保了打印的精确性;一旦受到外力作用,它能够迅速固化,不仅提高了打印效率,还有效防止了打印结构的变形和坍塌。此外,外凝固悬浮液还具有良好的弹性效果和高固相含量,进一步增强了打印制品的机械性能。然而,无论是自凝固还是外凝固悬浮液,固化条件的设定与控制都是3D打印过程中不可忽视的环节。只有精确控制固化条件,才能确保打印结构的完整性和精度,最终实现高质量的3D打印成型。
2.3打印网格的划分
2.3.1打印模型的构建
1)根据实验的具体需求和目标,利用专业的三维建模软件构建出所需的模具模型。这一步骤至关重要,因为它直接决定了最终打印产品的形状和功能。建模过程中,需要充分考虑到各种设计细节,确保模型的准确性和实用性。模型创建完成后,将其保存为STL格式的文件。STL是一种标准的3D模型文件格式,被广泛应用于3D打印领域。将模型转换为STL格式,可以确保其在不同软件平台之间的兼容性和稳定性,为后续的处理步骤提供便利。
2)使用专业的切片软件对STL格式的模型进行切片处理。切片软件能够将三维模型切割成一系列二维层面,并生成相应的G-code文件。在切片过程中,需要根据实际打印需求设置一系列参数,如层高、填充密度、打印速度等。这些参数的设置会直接影响最终打印品的质量和性能。
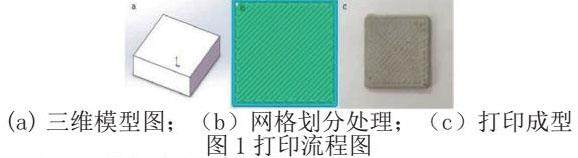
3)将生成的G-code文件导入到3D打印装置中,开始进行打印成型。3D打印装置会根据G-code文件中的指令,逐层堆积材料,最终构建出与原始三维模型相对应的实体模具。具体操作如图1所示。
2.4打印参数的确定
在激光烧结成型和金属陶瓷复合材料打印的过程中,涉及到众多复杂的打印参数设置,这些参数对最终打印成品的质量具有直接且重要的影响。这些参数不仅涵盖了在切片软件中的各项设定,还包括了外部环境因素的考虑。金属陶瓷浆料的固化速率是一个尤为关键的参数。如果固化速率过慢,那么在打印较高层次时可能会出现结构塌陷的问题。为了解决这个问题,我们可以通过调整流动速率、颗粒参数以及添加剂的使用来进行优化。为了进一步提高固化速率和打印效率,可以借鉴FDM(熔融沉积成型)的打印原理,引入热床技术。热床能够为打印提供均匀且稳定的热量,从而加速金属陶瓷浆料的固化过程。同时,通过适当提高热床温度,还可以相应提高打印速度,从而缩短整体打印时间。然而,在金属陶瓷打印底板加入热床后,需要额外设置一个独立温控模块。这个模块的作用是实时监控和控制热床的温度,以确保打印过程的稳定性和成品的质量。过快的干燥速度可能会导致打印成品出现断裂等缺陷,因此精确控制热床温度至关重要。经过一系列实验验证,发现将底板加热温度设置在60℃时,可以在保证打印质量的同时,实现较高的打印效率。
2.4.1打印速度
在金属陶瓷浆料的3D打印过程中,打印速度关乎成品质量,主要通过控制三轴运动步进电机的速度调整。理想状态下,打印装置的轴运动速度应与浆料的挤出速率匹配,避免料丝过细断裂或过粗溢出。为找到最佳打印速度,应计算出浆料的挤出速率以确定装置的打印速度,避免过快或过慢的打印速度影响成品质量。实验调整后发现,对于金属陶瓷复合材料,20mm/s是最适宜的打印速度,能保证打印过程顺利和成品高质量。
2.4.2打印层高
打印层高是3D打印切片软件中的一个关键参数,它与打印喷头的结构和特性紧密相连。在理论上,打印层高设置得越低,打印出的成品在细节表现、表面光滑度以及结构强度等方面的质量就越高。这是因为较低的层高意味着在每一层打印时,材料能够更精确地堆积,形成更细腻的表面纹理和更坚实的内部结构。然而,打印层高的设置并非越低越好。如果层高设置得过于低矮,可能会引发一系列问题。例如,由于过低的层高导致相邻两层之间的黏附力不足,可能会出现打印塌陷的现象。此外,过低的层高还可能使得喷头在打印过程中与已打印的部分发生刮擦,造成表面破损或料丝堆积,进而影响打印品的质量和精度。为了找到最佳的打印层高,本实验深入分析了喷头直径与金属陶瓷浆料料丝之间的关系。通过多次试验和观察,发现将打印层高设置为喷嘴直径的0.8倍时,能够获得较为理想的打印效果。在这个层高设置下,金属陶瓷浆料能够均匀而稳定地挤出,形成连续且平滑的料丝。同时,相邻两层之间的黏附力也得到了增强,有效避免了打印塌陷的问题。因此,在金属陶瓷3D打印过程中,合理设置打印层高是确保打印品质量的关键步骤之一。
2.4.3打印间距
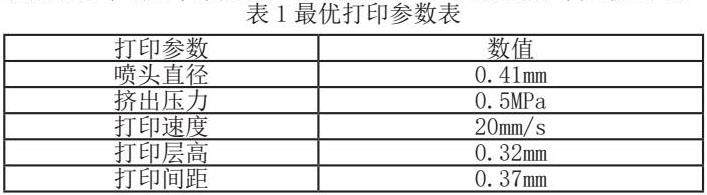
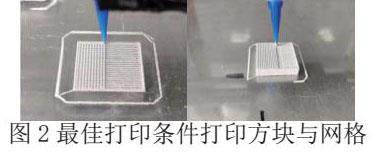
打印间距,在金属陶瓷浆料的3D打印中,是指相邻两条料丝之间的中心到中心的距离,也被称为走线之间的距离。在切片软件中,这一参数通常与重合率相关联。当填充率设置为100%时,软件默认的重合率通常为10%。打印间距的设置对打印品的质量和效率都有显著影响。首先,打印间距应小于喷嘴的直径。这是为了确保相邻的料丝能够紧密地贴合在一起,形成一个连续且均匀的打印层。如果打印间距过大,相邻料丝之间会出现明显的间隙,导致打印品的结构强度降低,表面粗糙度增加。相反,如果打印间距过小,料丝之间可能会产生过多的重叠,这不仅浪费了材料,还可能导致打印品内部出现不必要的应力集中。经过实验验证,发现将重合率设置在10%左右是比较合适的,这对应于打印间距为喷头直径的0.9倍。在这个设置下,金属陶瓷浆料能够以适当的间距被挤出,确保打印品的结构强度和表面光滑度。同时,这样的设置也有助于提高打印效率,减少材料浪费。因此,在金属陶瓷3D打印过程中,合理控制打印间距是实现高质量打印的关键环节之一。金属陶瓷浆料直写技术的工艺过程需要首先进行金属陶瓷浆料的测试分析,主要关注其粘度特性。基于实际使用的打印喷头尺寸和之前的分析,可以确定最佳的打印参数。若对成品孔隙率有特定要求,则需通过精确控制打印填充率来实现。表1展示了一组可能的打印参数配置。
使用表1的打印参数,通过探究不同的填充率进行打印如图2所示。
结束语
3D打印陶瓷技术,凭借其数字化制造的核心特点,自由造型的创新能力,以及个性化定制的独特优势,已经对传统的陶瓷产品制造体系和思维方式产生了深远的影响。这项技术不仅显著提高了生产效率,更为陶瓷产品的参数化设计、个性化定制以及标准化发展开辟了全新的道路。然而,尽管3D打印陶瓷技术在许多方面都取得了显著的进步,但在大批量制造方面仍面临一定的挑战。不过,随着科研人员对材料科学和打印精度的深入研究,未来有望制作出更多精良、精细,且能够更好满足顾客需求的陶瓷产品。这些持续的努力和探索,无疑将进一步推动3D打印陶瓷技术的发展,使其在陶瓷制造领域占据更为重要的地位。
参考文献:
[1].赵阳.3D打印技术及应用[J].电脑知识与技术:学术交流,2013(6):1536-1538.
[2].李小丽,马剑雄,李萍,等.3D打印技术及应用趋势[J].自动化仪表,2014,35(1):1-5.
[3].张学军,唐思熠,肇恒跃,等.3D打印技术研究现状和关键技术[J].材料工程,2016,44(2):122-128.
[4].王雪莹.3D打印技术与产业的发展及前景分析[J].中国高新技术企业,2012(26):3-5.
[5].王忠宏,李扬帆,张曼茵.中国3D打印产业的现状及发展思路[J].经济纵横,2013(1):90-93.

 京公网安备 11011302003690号
京公网安备 11011302003690号


