



- 收藏
- 加入书签

烟草颗粒双螺杆挤出机的改进和应用
 打开文本图片集
打开文本图片集

摘要:本研究针对现有双螺杆挤出机在制备加热不燃烧新型烟草颗粒过程中遇到的由于双螺杆挤出机技术的不足,导致烟草颗粒挤出效果不佳、物料挤出不均匀、得料率低等问题,提出了一种具体的技术改进方案。主要在于对双螺杆挤出头结构进行优化设计,以及对挤出孔板孔径进行精确调整,这两项改进显著提升了物料挤出的均匀性,提高了得料率,同时,解决了物料挤出不饱满、烟草颗粒挤出效果不佳的问题,特别是新型螺杆挤出头的设计,成功避免了物料反流造成的螺杆卡死故障,通过这些技术改进和优化,极大地提高了设备的运行稳定性和新型烟草制品的整体质量,为烟草颗粒制备技术带来了突破性的进步。
关键词:双螺杆挤出机 颗粒 螺杆挤出头结构 挤出孔板
Abstract: This study focuses on the shortcomings of twin-screw extruder technology encountered in the process of preparing new heat-not-burn tobacco particles with existing twin-screw extruders, resulting in poor tobacco particle extrusion effects, uneven material extrusion, Due to problems such as low material yield, a specific technical improvement plan was proposed. Mainly lies in the optimized design of the twin-screw extrusion head structure and the precise adjustment of the extrusion orifice plate aperture. These two improvements have significantly improved the uniformity of material extrusion and increased the material yield. At the same time, they have solved the problem of material extrusion. The problem of insufficient output and poor tobacco particle extrusion effect, especially the design of the new screw extrusion head, has successfully avoided the screw stuck failure caused by material backflow. Through these technical improvements and optimizations, the equipment's performance has been greatly improved. The operational stability and overall quality of new tobacco products have brought breakthrough progress to tobacco particle preparation technology.
Key Words: Twin-screw extruder; Particle; Screw extrusion head structure ; Extruded orifice
0 引言
近年来,随着加热不燃烧卷烟的飞速发展,国内各大中烟公司都已投入大量人力、物力进行研究开发和小批量生产,目前已取得了良好的进展,部分公司的加热不燃烧卷烟产品已经开始在海外市场销售,展现了我国在这一领域的竞争力。江西中烟公司紧随行业形势发展,相继开展了《金圣品牌国瓷系列加热不燃烧型烟草制品的研究与开发》在内的多个新型烟草研发项目,成功完成了颗粒型加热不燃烧制品的研发试制和技术储备,且取得了较好的成效。
加热不燃烧新型烟草颗粒制备所使用的双螺杆挤出机,它通过将将粉体原料、水、粘合剂等原辅料均匀混合,并加入湿润剂制成软材,然后利用布料器推动软材进料,进入双螺杆挤出机内部,在这一过程中,螺杆挤出机是依靠螺杆旋转产生的压力及剪切力,对软材进行均匀混合并在双螺杆的压缩下,通过一定孔径的挤出孔板不断向网孔方向挤压、挤出,形成圆柱形长条状物料。这些物料随后被送入下一道滚圆工序,最终制成固体颗粒。通过对双螺杆挤出机的大量技术研究发现,影响软材挤出物形状及质量的因素众多,主要包括螺杆头形状、挤出速度、挤出温度、挤出孔径大小等[1]。这些因素相互作用,共同决定了最终产品的质量。因此,对这些参数的精确控制和优化是提高颗粒型加热不燃烧卷烟产品质量的关键。
为进一步提高颗粒型加热不燃烧卷烟的产品质量,本文在结合现有加热不燃烧新型烟草颗粒制备所使用的双螺杆挤出机技术进行深入研究和技术改进,通过优化设备结构,加强工艺研究,以改善物料混合效果,提高挤出均匀性;同时,对挤出速度、温度和孔径大小等参数进行调整,以实现最佳的物料挤出性能。通过这些技术改进,解决现有设备在颗粒型加热不燃烧卷烟生产中遇到的如物料形状不规则、得料率低、产品质量不稳定及在、挤出过程中可能出现的物料反流、螺杆卡死等问题,进一步优化江西中烟颗粒型加热不燃烧卷烟中试生产设备,加强对颗粒型加热不燃烧卷烟烟草颗粒制作相关工艺研究,因此开展本项目技术改进研发是非常有必要的。
1 原结构中存在的问题
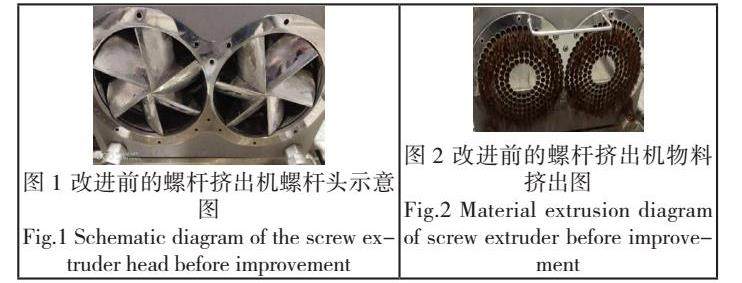
现有的两台加热不燃烧新型烟草颗粒制备用双螺杆挤出机中,其螺杆头设计采用了6扇面结构,而挤出孔板的网孔规格种类繁多。在通过对这些双螺杆挤出机进行大量的工艺测试和分析,发现了一系列显著的问题。具体来说,当双螺杆在螺杆头的引导下将软材压缩并通过挤出孔板的网孔方向挤压出来时,所得到的物料形状呈现出长条扁状,不仅物料不饱满,还存在分叉、毛刺等缺陷,同时机头出料不畅,这些问题严重影响了物料的质量。在挤出过程中,我们还观察到了物料反流的现象,这一问题进一步导致了螺杆卡死的故障,极大地影响了设备的正常运行。物料反流和螺杆卡死不仅降低了生产效率,还直接影响了后续滚圆工序的效果,导致细粉增多,颗粒的有效得料率下降,且不规则形状和低得料率的颗粒可能会影响燃烧的均匀性和口感,从而影响消费者的感官评吸吸烟体验,这些问题的存在,对于颗粒产品的外观、工艺质量以及感官评吸都有着不容忽视的负面影响。
为了更直观地展示加热不燃烧新型烟草双螺杆挤出机改进前的螺杆机头结构及其物料挤出效果,我们提供了相应的图表,加热不燃烧新型烟草双螺杆挤出机改进前的螺杆机头结构及螺杆挤出机物料挤出效果情况图如下所示:
2 原因分析
在确保加热不燃烧颗粒生产线正常运行的前提下,通过对大量工艺测试数据的深入分析,总结出以下两个对颗粒质量产生显著影响的主要因素,并对其进行了详细的原因分析。
2.1 双螺杆挤出机扇面结构分析
目前投入使用的两台双螺杆挤出机,其螺杆机头采用6个扇面结构设计,且两个螺杆之间的调整并不便捷。在使用该螺杆机头结构的双螺杆对软材物料进行压缩传送时,物料被推动进入挤出机头与挤出筒的空腔中。在这一过程中,物料受到较大的裁切力作用,通过螺杆与挤出筒之间的间隙差被往前推动,并最终从挤出孔板的网孔方向挤压而出。然而,由于6个扇面的螺杆挤出头与挤出筒之间的间隙较小,空腔内物料容易迅速积满,导致堵塞现象。这种堵塞使得后续物料无法顺利进入空腔,在双螺杆持续旋转的作用下,物料易发生反流,即物料沿着双螺杆的反方向流动。这种物料的反流现象不仅会导致挤出的物料中细粉含量增多,还会产生长条扁状、不饱满、分叉和毛刺等缺陷,甚至可能引发双螺杆卡死的故障,严重影响生产效率和产品质量。
2.2 孔径分流板孔径大小及数量分析
通过对挤出孔板进行细致的观察和反复测试,我们发现挤出孔板的孔径大小和孔数数量对螺杆头的压力和挤出效果有着直接的影响。在保证生产线正常生产效率的前提下,我们对挤出孔板的孔径大小及孔目数量进行了梯度测试。测试结果表明,挤出孔径的大小对挤出物料的形状有着显著影响,而孔目的数量则与挤出压力密切相关。因此,选择合适的孔径和孔数对于挤出孔板的设计至关重要。孔径过大可能导致物料挤出形状不规则,孔径过小则可能增加挤出阻力,导致物料无法顺利挤出或产生过多的细粉。同时,孔数的多少也会影响物料的得料率和挤出速度,过多或过少的孔数都可能不利于获得理想的物料形状和质量。因此,优化挤出孔板的孔径大小和孔数数量是提高颗粒质量的关键步骤。
3 制定相应举措
在经过对双螺杆挤出机的反复测试与评估后,我们发现双螺杆挤出机在结构设计上存在若干缺陷,直接造成了螺杆头与螺杆套间的出料不畅、堵塞或物料反流的现象[4],导致挤出孔板挤出的物料形状明显呈长条扁状、饱满度不够且有分叉、毛刺等问题。鉴于此,非常有必要对加热不燃烧新型烟草颗粒双螺杆挤出机的螺杆头结构及挤出孔板规格进行技术改进,通过结合现有的测试情况进行论证,最终形成如下改进措施:
3.1 对颗粒双螺杆机的机头结构进行改进
针对加热不燃烧新型烟草颗粒双螺杆机的螺杆头结构,首先,对两个螺杆之间的安装啮合方式进行改进优化[5],重新设计螺杆头形状,以优化物料流动路径,减少堵塞和物料反流的可能性,以消除现有螺杆机头结构设计缺陷所带来的问题。一是机头出料不畅导致的堵塞问题,以及物料反流引起的双螺杆卡死故障;二是改善物料挤出形状,避免长条扁状、饱满度不足、分叉和毛刺等质量问题的出现。
3.2 对挤出孔板的规格进行改进
为了提升挤出物料的质量,我们将对加热不燃烧新型烟草颗粒挤出孔板的网孔径大小和孔数进行改进调整,具体改进措施包括:调整挤出孔径大小,以实现物料挤出形状的均匀性和饱满度;优化孔数分布,确保物料在挤出过程中受到均匀的压力,降低软材制成湿颗粒过程中的造碎率,减少细粉的产生,将显著提高颗粒的有效得料率,从而提升整体生产效率和产品质量。
4 措施实施和现场实施图
4.1 螺杆头结构改进的实施
针对加热不燃烧新型烟草制备所使用的两台双螺杆挤出机的螺杆机头结构,我们实施了以下设备改进措施。在保持螺杆基本结构不变的前提下,首先,我们对两个螺杆之间的安装位置进行了重新设计,采用了可调节式的活动连接方式。这种设计使得可以方便地调整一个螺杆相对于另一个螺杆的连接位置,通过精确调整双螺杆的啮合程度,从而改变两个螺杆之间的夹角[6] ,以更好地适应不同物料挤出的需求。其次,针对软材挤出时出现的出料问题,我们将原有的6个弧形扇面结构的螺杆头改进为4个弧形扇面的结构。这一改动显著增大了软材进入挤出机头与挤出孔板之间的空间,有效减少了机头出料不畅、堵塞或物料反流以及螺杆卡死等问题的发生。
4.2 对挤出孔板规格参数改进的实施
在加热不燃烧新型烟草颗粒制备过程中,我们对挤出孔板网孔径的大小和孔数进行了多次精心调整和测试。经过一系列的实验和数据分析,我们最终确定了一套最优的挤出孔板规格参数。当挤出孔板网孔径的设计值为0.9~1.0mm,孔目数的设计值为15~20目,且挤出孔板的厚度设计值为0.9mm时,双螺杆挤出机挤出的物料在形状和饱满度上都有了显著的改善。这些改进在满足现有工艺技术要求的同时,使得生产过程中的各项指标均得到了较大程度的提升。
4.3 对螺杆头和挤出孔板的安装参数改进的实施
在螺杆头和挤出孔板改进完成后,我们进行了多次测试和调整,以优化其安装参数。通过精细的微调,我们发现当螺杆头顶端与挤出孔板之间保持0.5mm的间隙时,双螺杆机的挤出效果达到最佳。这一间隙的设定不仅提高了物料的挤出质量,还减少了设备磨损,延长了设备的使用寿命。
4.4 改进后现场实施效果图
加热不燃烧新型烟草双螺杆挤出机改进后的螺杆头结构及螺杆挤出机物料挤出效果[7]情况图如下所示:
5 效果验证
在完成了对双螺杆挤出机的技术改进之后,我们依照加热不燃烧新型烟草颗粒的生产流程和工艺技术标准,我们对加热不燃烧新型烟草颗粒双螺杆挤出机进行了多批次软材的工艺测试[8]。改进后的双螺杆挤出机在挤出物料时,展现出挤出受力相对稳定、出料更加顺畅的特点。这不仅有效减少了设备的压力损失,而且有助于物料从螺旋旋转运动平滑过渡到直线运动,从而显著提升了物料流动和挤出的稳定性和均匀性。同时,经过改进,挤出的长条物料在形状上的差异性明显减小,外观饱满度得到了显著提升,同时分叉、毛刺等不良现象大幅减少,批次的差异性也控制在较小范围内。这些改进共同作用,显著提高了挤出物料的质量。得料率从之前的78%提升至95%,这一显著提高有效物料的得料率[9] ,
在多次的测试过程中,双螺杆挤出机的运行总体表现正常,物料反流现象得到了有效遏制,这进一步验证了改进措施的有效性。所有过程指标均符合加热不燃烧新型烟草颗粒制品的工艺技术要求,表明改进效果已经达到了预期的经济技术指标和应用效果。
6 结束语
本研究针对当前加热不燃烧新型烟草颗粒制备用双螺杆挤出机在实际应用中遇到的问题,深入分析了现有技术的不足,并据此提出了具有针对性的改进方案。通过对螺杆头结构、挤出孔板规格以及安装参数的优化设计,我们成功解决了物料挤出形状异常、物料不饱满、分叉、毛刺、出料不畅、堵料以及物料反流导致的螺杆卡死等一系列技术难题。改进后的双螺杆挤出机经过多次现场测试和验证,其各项性能指标均达到了预期的设计和使用要求。
本改进技术方案的设计思路合理,不仅提升了设备的外观美感,还降低了生产成本,同时确保了设备的安全性和实用性。此外,改进后的设备在安装和维护方面更加简便,便于日常保养和操作,大大提高了生产效率。在烟草行业中,尤其是在加热不燃烧新型烟草颗粒制备领域,本技术方案具有较高的借鉴意义和使用前景,展现了良好的市场推广和应用价值,具备较好的市场推广和应用价值。
参考文献
[1]刘志国,万纪君,刘治澳等.双螺杆挤出机胶粉脱硫工艺条件的研究[J].橡胶工业,2024,71(01):53-57.
LIU Zhi-Guo, WAN Ji-Jun, LIU Zhi-ao etal. Research on desulfurization conditions of rubber powder in Twin-screw extruder [J]. Rubber Industry, 2019,71(01):53-57
[2]杨冬冬,刘江林,梁建国等.开槽螺纹对双螺杆挤出均匀性影响的仿真研究[J].塑料工业,2023,51(11):102-108..
YANG Dongdong, LIU Jianglin, LIANG Jianguo etal. Simulation study on the influence of slotted Thread on the uniformity of twin-screw extrusion [J]. Plastics Industry,2023,51(11):102-108
[3]文东辉,徐克非,郝文杰等.国外双螺杆挤压膨化机的研究现状[J].食品与机械,1999,(05):35-37.DOI:10.13652/j.issn.1003-5788.1999.05.024.
WEN Donghui, XU Kefei, HAO Wenjie etal. Foreign research status quo of double screw extrusion machine [J]. Journal of food and machinery, 1999, (5) : 35 and 37. DOI: 10.13652 / j.i SSN. 1003-5788.1999.05.024.
[4]李鹏,耿孝正.同向啮合双螺杆挤出机捏合块流道三维流场分析[J].中国塑料,2000,(03):77-84.DOI:10.19491/j.issn.1001-9278.2000.03.015.
LI Peng, GENG Xiaozheng. Three-dimensional Flow Field Analysis of kneading Block flow Channel in Co-meshing Twin-screw extruder [J]. China plastic, 2000, (3) : 77-84. The DOI: 10.19491 / j.i SSN. 1001-9278.2000.03.015.
[5]彭炯,陈晋南.同向旋转双螺杆挤出机计量段中聚合物挤出的模拟[J].中国塑料,2001,(07):39-42.DOI:10.19491/j.issn.1001-9278.2001.07.010.
PENG Jiong, CHEN Jinnan. Simulation of Polymer extrusion in Metering section of a twin-screw extruder with same direction rotation [J]. China plastic, 2001, (7) : 39-42. DOI: 10.19491 / j.i SSN. 1001-9278.2001.07.010.
[6]王平,沈晓阳.双螺杆磨浆机设计理论的研究与进展[J].天津科技大学学报,2007,(03):84-88.
WANG Ping, SHEN Xiaoyang. Research and Progress on Design Theory of Twin-screw Refiner [J]. Journal of Tianjin University of Science and Technology,2007,(03):84-88.
[7]陈怡,刘廷华.多螺杆挤出机的开发与应用进展[J].中国塑料,2004,(06):29-32.DOI:10.19491/j.issn.1001-9278.2004.06.008
CHEN Yi, LIU Ting-hua . Much progress in the development and application of screw extruder [J]. China plastics, 2004, (6) : 29-32. DOI: 10.19491 / j.i SSN. 1001-9278.2004.06.008
[8]张先明,李广赞,冯连芳等.双螺杆挤出机中局部停留时间分布研究[J].高校化学工程学报,2008,(03):435-440.
ZHANG Xianming, LI Guangzan, FENG Lianfang etal. Study on local residence time Distribution in twin-screw extruder [J]. Journal of Chemical Engineering of Universities,2008,(03):435-440.
[9]刘青烽,马秀清.同向双螺杆挤出过程不同螺杆构型的混合性能分析[J].橡塑技术与装备,2006,(09):1-6.
LIU Qingfeng, MA Xiuqing. Mixing Performance Analysis of Different Screw Configurations in the Same Direction Twin Screw Extrusion Process [J]. Rubber & Plastic Technology & Equipment,2006,(09):1-6.

 京公网安备 11011302003690号
京公网安备 11011302003690号


