



- 收藏
- 加入书签

玉钢轧钢厂φ12mm螺纹钢五切分开发及应用
 打开文本图片集
打开文本图片集

摘 要:本文介绍了玉钢轧钢厂棒材线Φ12mm螺纹钢五切分轧制工艺设计,及开发初期K3、K1出口堆钢的主要原因分析及相应的解决办法,通过工艺改进、设备优化后,产量及经济技术指标得到大幅度提高。
关键词:五切分轧制技术;轧辊;孔型;工艺优化
1.前言
玉钢轧钢厂棒材线于2007年4月投产,11月引进Φ12mm螺纹钢四切分轧制技术,通过生产过程中的分析、总结、改进,四切分轧制技术趋于稳定,平均日产约3200吨。进入2019年,因炼钢厂方坯平均日产约4100吨,每天将产生900吨左右的热坯下线,造成上下道工序间产能严重不匹配,导致棒材线产量及各项经济技术指标降低,能耗及成本增加,钢后生产组织困难。若Ф12mm规格采用五切分轧制工艺,轧制速度只需达到11.5m/s,机时产量就可以达到四切分轧制水平,若速度提升至13m/s,轧制周期可缩短至46s,机时产量提高到195吨,日产达到4000吨左右,可实现炼钢、轧钢工序间产能平衡,实现钢后生产效益最大化。因此,玉钢轧钢厂棒材线于2019年5月组织φ12mm螺纹钢五切分轧制技术开发。
2.棒材线工艺简介
玉钢轧钢厂棒材生产线由18架高刚度短应力线轧机组成,分为粗轧Ф550×4+Ф450×2、中轧Ф450×4+Ф350×2、精轧Ф350×6三个机组,轧机为平立交替布置(16H/V、18H/V可平立转换),轧线设计使用坯料为规格为165×165×12000mm,主要生产规格为Φ12~Φ32mm螺纹钢,年生产能力为120万吨。
棒材线生产工艺流程:坯料验收→入炉→蓄热式步进加热炉加热→卡断剪→粗轧→1#飞剪→中轧→2#飞剪→精轧→3#飞剪倍尺分段(4#飞剪倍尺分段)→冷床上料→冷床冷却→冷床下料→1#、2#冷停剪定尺剪切→横移检查→剔废→计数→打捆→称重→挂牌→入库。
3. 五切分轧制工艺设计
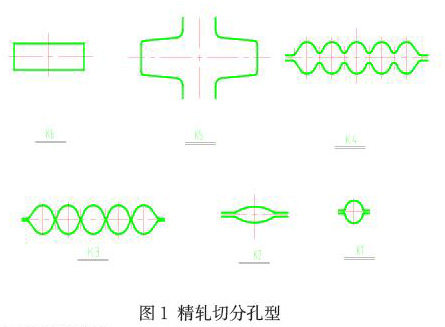
3.1孔型系统。Ф12mm五切分轧制按15道次设计,1H~8V轧机孔型系统保持原有孔型不变,9H、10V、12V空过,11H至18 H/V孔型选择为:平—空过—平—立箱—预切—切分—扁椭—圆, 切分孔型系统见图1,16 H/V切分导卫在实现切分时为两个步骤,首先是前切分轮切成“1 +3 +1”并联轧件,然后通过后切分轮把“1 +3 +1”轧件切成“1 +1 +1 +1 +1”断面积近似相等的五线轧件。
3.2轧制程序表
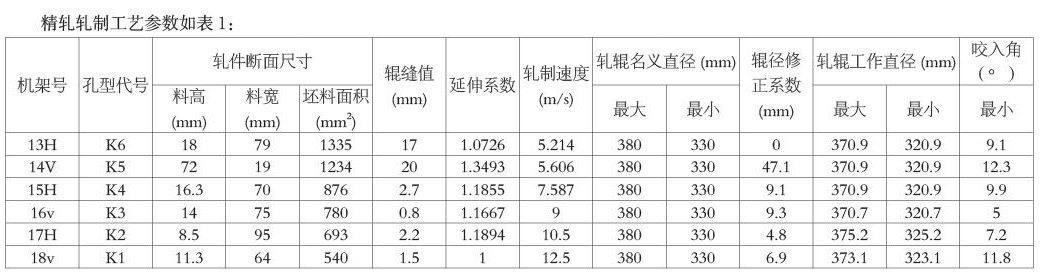
精轧轧制工艺参数如表1:
4. 五切分工艺问题及主要原因分析
开发初期,由于工艺设计、设备能力与轧机装配精度等因素,导致生产过程中k3、k1出口堆钢等故障较多,机时产量偏低,主要表现在以下两方面。
4.1 k3出口堆钢。轧制过程中由于15H电流值为95%~105%,k4料形无法达到工艺要求,以及切分刀片粘渣导致切分导卫堆钢,主要原因有以下几点:
(1)15H电机功率底,仅为1175kw,生产过程中因钢温波动、头部料形过大等影响,若实轧料形达到k4设计料形,则易产生电流过载产生堆钢或设备损伤。从而生产过程中造成预切分料形中线偏大、两边线偏小,导致两边线轧件不能按照设计角度通过切分导卫,易撞击切分刀片,以及切分带过厚引起切分刀片粘渣。
(2)中轧来料头部过大造成k4、k3进口导卫损坏,具体表现在8V料形直接进入11H,由于相对压下量较大,仅通过11H一个轧制道次及2#飞剪切头无法消除头部超宽、断面过大问题,从而导致精轧机k4、k3进口导卫卫板粘渣、刮痕深,导轮卡死,15H咬钢时电流过载问题。最终引起轧件不能准确的进入切分导卫。
(3)切分导卫安装精度不高及冷却效果不好。上机前没有认真仔细检查切分导卫装配质量,由于切分鼻锥安装时需垫片调整、螺栓必须紧固才能有效确保切分楔尖、切分轮、切分刀片对正不切偏;轧制过程中由于k3轧槽楔尖磨损或切分带厚度未达到工艺要求,造成不规则切分带轧件与刀片摩擦,产生零星氧化渣,若没有合适的冷却水及时冷却并给予清除,将导致刀片快速粘渣。
(4)k4、k3轧槽磨损引起线差变化大。上机前两侧辊缝不一致、轧制过程中轧槽冷却不均匀,以及因k4轧槽及料形的变化影响k3轧槽及料形变化,导致5线轧件断面不一致,不能按设计要求准确的进入切分导卫。
4.2 K1出口堆钢。经统计,轧制过程中该架次堆钢条数占总堆钢条数的65%,尤其以第1线、第5线居多,主要表现为轧件头部撞击出口导尖产生弯曲导致堆钢,主要原因有以下几点:
(1)k1进口导轮开口度过大或卡死。由于轧制过程中受来料、K2进口导板及轧槽冷却水影响, k2轧槽椭圆单边磨损较快,k2料形两边厚度不一致,经扭转后进入k1导卫,易造成k1进口导轮松动,或进口导轮油路不畅产生卡死,从而导致轧件出k1轧槽时出现扭转偏离出口中心线,最终引起堆钢。
(2)轧机辊跳过大。由于轧机装配过程中弹性阻尼体失效或未能达到支撑上下辊平衡保证轧机辊缝精度时,当轧件进入k1时,辊缝发生较大变化,导致轧件偏离轧制中心线,撞击出口导尖引起堆钢。
(3)K4、K3导卫装配质量差。导卫装配过程中没有确保导卫板、导卫前后支撑臂在轧制中心线,或者导卫板宽度与来料轧件宽度相差较大,机架间对中偏离中心线,轧制过程中轧件进入k4、K3后,易引起轧件头部弯曲,切分时产生切分不均匀或各线头部弯曲,最终导致k1出口堆钢。
(4)料形控制精度差。生产过程中由于粗中轧某架次轧槽磨损严重没有按时更换,造成料形不对称,断面与工艺要求相差较大,引起机架间张力过大,或当精轧料形波动较大时,导致主操误判,进行速度调整,造成某两机架间张力较大,料形充满度差,最终引起K1出口堆钢。
(5)K1出口导卫安装精度不够。在保证导卫梁水平高度正确的情况下,出口导尖距离轧槽较远,当轧件咬入k1后,轧件头部产生变形,因前面道次料形尺寸存在一定的“误差”,若出口导板不能及时纠正,易造成k1出口堆钢。
5. 五切分轧制工艺解决措施
为有效减少k3、K1出口堆钢,玉钢棒材线结合工艺设备实际情况,从料形分配、导卫优化、轧机装配等方面进行工艺设备优化(工艺优化关键参数见表2),具体如下:
5.1切分导卫堆钢的解决方法
(1)通过调整15H减速机减速比,速比由1.333改为1.593, 15H轧制电流稳定在80%-90%,从而确保k4料形及k3切分带厚度达到工艺要求,5线料形断面近似相等,最终避免切分刀片粘渣或轧件撞击切分刀片问题。
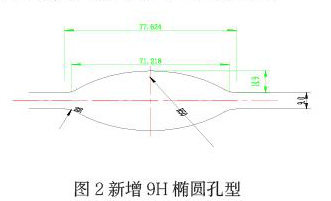
(2)通过在中轧机组增加9H椭圆过渡孔型(如图2所示),增加1个轧制道次,机架间相对压下量大幅度减少,实现微张力轧制,消除中轧来料头部断面过大,15H咬钢时电流过载,延长k4、K3进口导卫使用寿命,减少导板粘渣问题。
图2 新增9H椭圆孔型
(3)确保切分导卫装配质量精度及冷却效果。上机前由专人负责检查确认切分导卫鼻锥必须紧固,轧槽楔尖、切分轮、切分刀片必须对正,切分轮间隙大小以上下两轮能同时转动适宜;切分盒、切分轮处加装DN15管径的冷却水,水压为0.5MPa,以便对切分轮、切分刀片及时降温、清除零星氧化渣。
(4)为减少换辊、换槽次数,提高轧辊单槽过钢量,确保轧制过程中线差稳定,K4、K3轧辊材质均选用高硼钢,k4硬度为HSD82~85,K3硬度为HSD78~81,过钢前确认轧槽冷却水嘴对正切分楔尖,冷却水管安装在出口方向,离轧槽距离30mm~50mm,轧槽冷却水水压由0.5MPa提高到0.8MPa。
5.2 K1出口堆钢的解决方法
(1)上机前检查K2进口导板,对磨损超过标准上限的必须进行更换,以保证K2轧槽均匀磨损,两边部料形厚度一致,轧件扭转后垂直进入K1进口导卫,同时停机时对进口导轮油气管路进行检查,最终确保K1进口导卫使用寿命。
(2)精轧机辊跳不允许大于0.4mm。精轧机弹性阻尼体每使用半年必须更换,机架装配过程中发现弹性阻尼体漏胶、活塞杆弯曲,应立即更换;建立精轧机15H~18HV辊跳检测制度,对于辊跳大于0.4mm的给予下线处理。
(3)对K4、K3、K2进口导板宽度进行优化,当导板宽度尺寸大于料形宽度6mm时就必须更换,以保证轧件对进口导轮的冲击,有效避免轧件头部弯曲。
(4)生产过程中严格执行轧机换辊换槽制度,调整工每两小时对粗中轧机料形卡量、精轧机辊缝测量,控制好料形精度,粗轧料形控制在±0.5mm以内,中轧料形控制在±0.3mm以内,精轧辊缝控制在0.1mm以内。
(5)生产过程中根据粗中轧电流曲线值,确保粗中轧微张力轧制,精轧各机架间套量稳定,16架、17架间采用钢棒敲击,控制好精轧各机架间张力。
(6)确保K1出口导卫安装质量。安装成品架出口导卫前,先将辊缝调零后再安装,上机后将辊缝调整至工艺要求,则出口导尖与轧槽距离最优。
5.3其他
(1)优化坯料定重,实现成品整倍尺;重新调整冷床制动裙板、甩直板、齿条位置,提高成品对齐质量,为后道提供保障,确保轧制速度与收集速度匹配。
(2)制定改轧Φ12规格检修制度。改轧过程中对上钢辊道、裙板、对齐辊道、冷床输出辊道、冷剪刀片等设备进行重点维检。
6. 结语
五切分轧制技术是一个复杂的系统工程,工艺事故受孔型、导卫的设计、机架预装质量、机电设备的正常运转等多种因素影响,只有在生产中不断总结、长期摸索,积累丰富的经验,才能掌握五切分轧制技术的诀窍。玉钢轧钢厂通过对工艺设计及导卫、轧辊、轧槽冷却水水压等工艺优化,轧机减速机、对齐辊道、冷剪机等设备改进,经过一年的生产,到2020年6月,Φ12mm五切分生产稳定,班产最高记录1420吨,日产最高记录4158吨,平均日产稳定在3750吨,实重成材率稳定在97.2%。
参考文献:
[1]简忠.五切分轧制Ф12 mm螺纹钢筋在新钢高棒生产线的应用.江西冶金,2017 .
[2]刘建萍.萍钢五切分轧制技术的研发.江西冶金,2008.
[3]宋将. Ф12 mm热轧带肋钢筋五切分轧制工艺开发.2020

 京公网安备 11011302003690号
京公网安备 11011302003690号


