



- 收藏
- 加入书签

锅炉省煤器用SA-210C组织与性能研究
 打开文本图片集
打开文本图片集
摘要:本文主要写SA-210C和Q235在原始态、300℃热处理24h以及600℃热处理24h状态下,通过焊缝、热影响区、母材的金相组织和维氏硬度来分析两种钢各自在不同状态下的组织和性能。实验结果表明,相比之下,经过300℃热处理24h后两种钢各自的性能最佳,再经过对300℃热处理后两种钢的对比分析,突出了SA-210C作为省煤器用材在此温度下的使用优势。
关键词:省煤器; SA-210C; 组织; 性能
引 言
锅炉省煤器很多都使用20G或者St45.8/Ⅲ材料制成。随着近些年工业的迅速发展,锅炉的工艺参数有所提高,对锅炉的使用要求也越来越高,对锅炉的工作要求越来越严格。这样一来,要求锅炉的壁厚要有所增加。锅炉的壁厚一旦增加,会带来一大弊端,即消耗很多制造使用的原材料并且投入使用时的热效率会大大降低。如果是使用低合金钢15CrMo来代替它们作为生产原料,可以符合生产要求,但考虑到收益问题,15CrMo的成本太高。所以,需要的是一种新的钢种,能够有好的综合性能,减少壁厚还有制造成本以及提高锅炉使用热效率。
世界上有很多的国家为提高锅炉的热效率都做出了大量的研究,并有了大量的研究成果。典型的就是美国的SA-210C,它是工艺性能良好的用来制造锅炉管的材料,SA-210C的出现,使得很多国家对它投入使用,用于电站锅炉,我国对SA-210C的使用也越来越广泛。
本文主要研究的课题就是SA-210C组织与性能,SA-210C是省煤器常用的材料,显微组织为铁素体+珠光体。它是低碳钢的一种,C的含量小于0.35%,合金元素中Mn的含量较高,在0.29%~ 1.06%之间,而且对Mn含量有较为严格的控制,其他元素含量相对很少,化学元素组成简单,综合性能较好。多用于低于500℃温度下的省煤器等部件。通过对SA-210C的概述、组织与性能研究以及Q235在几种状态下的组织与硬度分析,突出SA-210C在锅炉省煤器中500℃以下的工作环境中比Q235有更大优势,节约省材,提高效率。
1 低碳钢焊接性与焊接缺陷的分析
1.1低碳钢的概念
低碳钢,即含碳量较低的钢,又称“软钢”。它的C含量一般在25%以下,也是碳素钢的一种。它的特点就是组织比较软,强度和硬度都较低。它的退火组织为铁素体+少量的珠光体,铁素体含量高珠光体含量低是它组织软的原因。低碳钢主要包括普通的碳素钢,这些占绝大多数,另外的部分是优质的碳素钢。低碳钢在加热过后非常容易冷却并且非常容易成形,所以可以通过多种方式对低碳钢进行成形。低碳钢不仅C元素含量低,而且合金元素含量很低。低碳钢的焊接性是非常良好的,它在焊接那些板厚较小的焊件的时候不需要进行预热处理以及不需要很严格的控制层间温度。除了一些锅炉、压力容器等重要的焊接结构之外,在焊后是不用进行消除应力处理的,整个焊接过程不必采取特殊的工艺措施,焊接性能优良。当采用高热输入焊接法焊接低碳钢时,也会出现各种问题[1]。
1.2焊接方法
低碳钢有优点就在于它的焊接性良好,各种各样的焊接方式都能够满足它的焊接要求。比如SMAW焊、SAW焊、TIG焊、ESW焊、ERW焊、以及钎焊等各种焊接方法。随着时代的进步,技术的革新,在低碳钢的焊接当中又有其他的焊接方法加入。典型例子是高效率铁粉焊条和重力焊条电弧焊、氩弧焊封底-快速焊剂埋弧焊、药芯焊丝气体保护焊、窄间隙埋弧焊等等[2]。
1.3 焊接材料
低碳钢在选择焊接材料的时候也要遵循一定的原则,首要的原则就是等强匹配,换句话说,焊接材料的选择是要根据母材的材质以及工作的条件来决定的。低碳钢在通常情况下使用的是抗拉强度大约在420MPa左右的钢材,与之非常匹配的是E43xx系列焊条,这个系列的焊条抗拉强度也在420MPa左右。可以根据实际的情况,选择符合匹配要求的焊条。
1.4 焊接工艺要点
低碳钢焊接工艺较为简单,不需要一些很复杂很特殊的措施,如果是在温度很低的情况下或者是在工件自身比较大的情况下,会出现一个问题那就是可能导致接头产生裂纹的倾向。此时,需要做的就是添加一些工艺措施,基体的工艺措施如下所示:
1)这是就需要进行焊前预热处理,层间温度的控制也要合理。另外,预热温度根据不同的材质进行合理选择;
2)在选择焊接的材料时,应选择含氢量低的焊接材料;
3)在施焊的过程中不应当有终止,应该连续不中断的完成整道焊缝的焊接工作;
4)做好引弧和息弧工作;
5)在进行成形、矫正等工艺流程时应在温度较高的条件下进行,不宜温度过低;
6)对生产条件上进行改善。
上述措施可单独使用,有时需要综合使用。
1.5 热裂纹问题
在焊接接头使用埋弧焊时,如果母材的含碳量大于0.20%,硫的含量在不少于0.03%并且板比较厚时,这时可能会在焊缝的中心产生一种裂纹,这个裂纹是热裂纹。热裂纹形成的原因在于,在焊接的时侯,在焊缝中,母材所占整个焊缝的比例是很大的,由此带来的结果就是焊缝中的金属S、P的含量会大大增加,在焊缝的成形系数较小时就会形成这种热裂纹。如果想防止热裂纹的产生,需要做到以下俩点:第一就是在焊丝的选择上应该选择含C量低的,第二是需要按照标准调整相关的工艺参数,减少热裂纹的产生。如果上面俩种方式没有起到明显效果,那需要做的是修改焊接工艺,在接缝的边缘开一定深度的U形或者V形坡口,减少母材在焊缝中的混合比率,以此降低焊缝中的C、S含量[3]。
1.6 液化裂纹问题
液化裂纹也是一种常见的裂纹。它主要出现的部位是熔合区。液化裂纹通常情况下是不容易被发现的。原因在于它很小,肉眼是很难观察到的。但是它的危害是不容小觑的,通常会导致生产产品的不合格等情况。液化裂纹的形成原因如下,一般选择的母材是符合使用标准的,但是可能因为冶炼时的质量没有把控过关,这样就使得一些有害的杂质含量局部较高,如P、S元素;在高热输入焊接的时厚,高温停留的时间最长的区域就是在熔合区,从而导致液化裂纹的产生。整个高温段的时间是较短的,这就不利于裂纹的扩展,所以如果不认真检查的话,液化裂纹是很难被发现的。液化裂纹的处理方法就是要加快焊接的速度,以此来减少高温停留的时间,但是热输入的减少会引起的现象就是没有完全焊透工件。所以在保证热输入的情况之下,需要使用另外的方法,那就是用V 形坡口进行对接,将单层焊的焊接方式改为多层焊。如此一来,会明显降低液化裂纹的数量。
1.7 层状撕裂问题
层状撕裂也是低碳钢焊接时产生的焊接缺陷。焊接较厚的板材时,冶炼时的质量没有严格控制,这样导致非金属夹杂物的含量比较多,在焊接应力较高的接头中,层状撕裂就有很大可能形成,它的裂纹方向是平行于钢板轧制并会向外扩展。层状撕裂等到接头冷却到200℃温度以下,焊接的应力较高时会产生。为避免这种裂纹的产生,那就是在选材时选择在厚度方向上性能良好的材料,比如Q235GJ- Z35以及Q235GJ- Z25 等等的大型结构用钢;然后是采取合适符合要求的焊接工艺措施,进行预热处理、适当减小焊缝的尺寸以及减少热输入等这些都是很好的工艺措施。而对于与那些钢板分层比较严重的焊件,有效的解决办法就是在坡口表面做一定厚度的预堆焊[4]。
2 Q235组织与性能研究
2.1Q235钢概述
有一种典型低碳钢Q235。它是使用最为广泛碳素结构钢是因为原材料价格非常便宜,成本很低,生产的范围很广,用处很大。例如车辆、钢架、船舶等等的结构之中都有它的应用,还有那些总性能要求不是很高的构件中到处有它的身影,所以说它的应用是最广泛的。在二十一世纪初至今,大量的研究人员研究关于低碳钢的堆焊技术。例如,李超等人它们对在低碳钢表面堆焊含Ti、B等合金元素的材料进行了快速稍微成形,最后的实验结果表明中低部位和沉积层铁素体组织类型明显不一样,发现通过堆焊的技术可以有效提高低碳钢的硬度[5]。
2.2 Q235钢金相组织
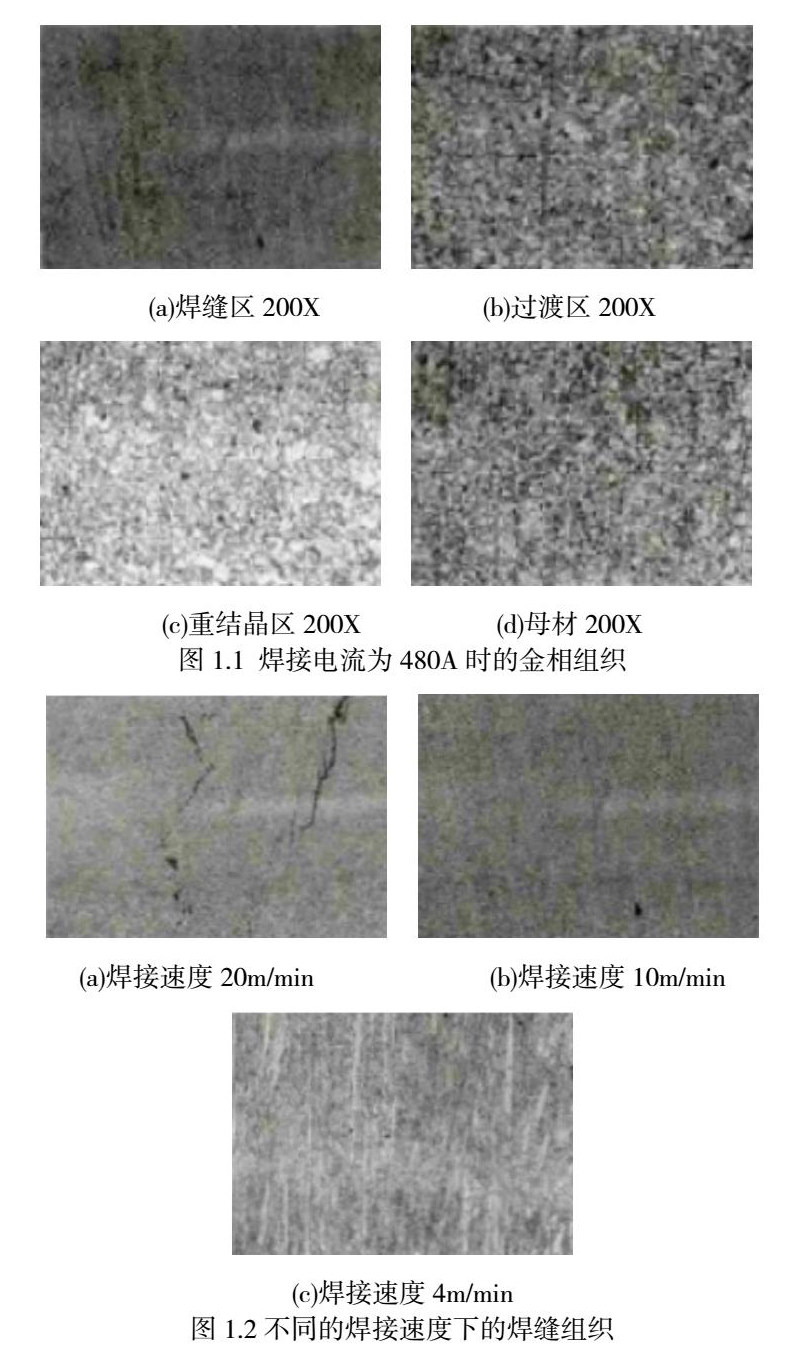
如图1.1所示是焊接的电流为480A,焊接的速度为10m/min时埋弧自动焊堆焊焊缝以及母材的显微组织。经观察分析,图(a)所表示的是焊缝区,它的基体组织奥氏体+铬的碳化物,碳化物是呈柱状分布的,而且分布较为均匀。这种碳化物会明显提高综合性能,强度硬度都会提高;图(b)是过热区的组织,基体组织为珠光体+铁素体,与母材相比,晶粒稍微变得粗大;图(c)的组织是相变重结晶区组织,明显可以看出,白色区域占绝大多数,所以基体主要为铁素体,分布着少量的珠光体。这个区域的晶粒是分布最均匀、最细小的;图(d)是母材,它的基体组织是为铁素体+少量的珠光体组织。
2.3 不同焊接速度焊缝组织形貌
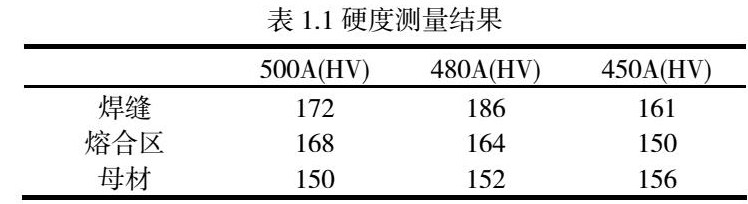
图1.2所示的是在480A最佳焊接电流下,不同的焊接速度对焊缝组织形貌的影响。图(a)是在焊接速度为20m/min时的组织,在焊接时高温停留的时间很短,焊缝的冷却速度很快,奥氏体化不充分,容易产生马氏体组织。图(b)是焊接速度在10m/min时的焊缝组织,此时的表面非常光滑,无气孔、裂纹产生,成形美观。这个焊接速度是最合适的焊接速度。图(c)是焊接速度在4m/min的组织,此时焊接速度慢,高温的停留时间就比较长,奥氏体化就充分的进行。但因为冷却速度较低,高温停留时间过长的话就会导致组织晶粒长大,这样反而降低焊缝的力学性能[6]。
2.4 性能分析
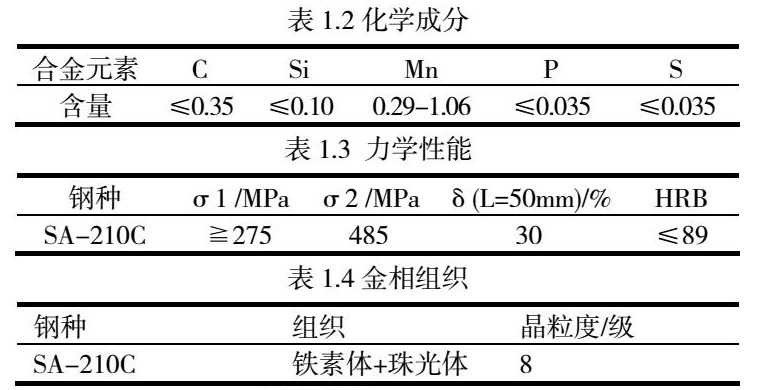
当焊接电流处在450~500A的时候,焊缝的基体组织奥氏体+碳化物,这种碳化物是铬的碳化物,形状是呈柱状,并且均匀分布。焊接电流控制在500A时,此时铁素体、珠光体以及奥氏体的晶粒都很粗大,并且还有细微的马氏体组织,焊接的热输入是很大的;当焊接电流控制在最小值450A的时候,焊缝的组织是不均匀的,由于焊接电流太小,电弧不能够很稳定的燃烧,可能产生熄弧现象;在焊接电流在480A左右的时候,整体来看,这时候焊缝的成形是最美观的,性能也是最好的。此时的碳化物均匀分布,基体的组织为奥氏体,由于碳化物的强化作用,会使得焊缝的硬度有所提高,如表1.1所示硬度的测试结果。相变重结晶区的基体组织铁素体+珠光体,晶粒非常的细小,分布均匀;发生相变重结晶时,铁素体和珠光体会变为的奥氏体,此时的奥氏体同样晶粒会很细小。后来经过快速的冷却之后,之前的奥氏体有转变为珠光体和铁素体,此时的珠光体+铁素体会更均匀更细小。这时候该区域的组织格外细密,相对来讲,塑性韧性也比其他区域要好,综合性能也是最优的。母材基体组织是大量细颗粒状的铁素体和少量细颗粒状的珠光体[7]。
3 SA-210C组织与性能研究
3.1 SA-210C钢概述
ASME的系列钢中,SA-210C是最为典型的一种钢种,它常用于省煤器等部件。它是一种珠光体型的热强钢,密度在7.85左右。在上个世纪末,我国将SA-210C定的名字为25MnG,随后又将它移植到GB5310高压锅炉用无缝钢管标准当中,这种钢对碳含量的要求是不大于0.35%,而对于Mn却有着严格的控制要求,根据需要Mn的含量控制在0.29 ~ 1.06%。在我国的电站锅炉中,SA-210C大多是用在省煤器等部件中。
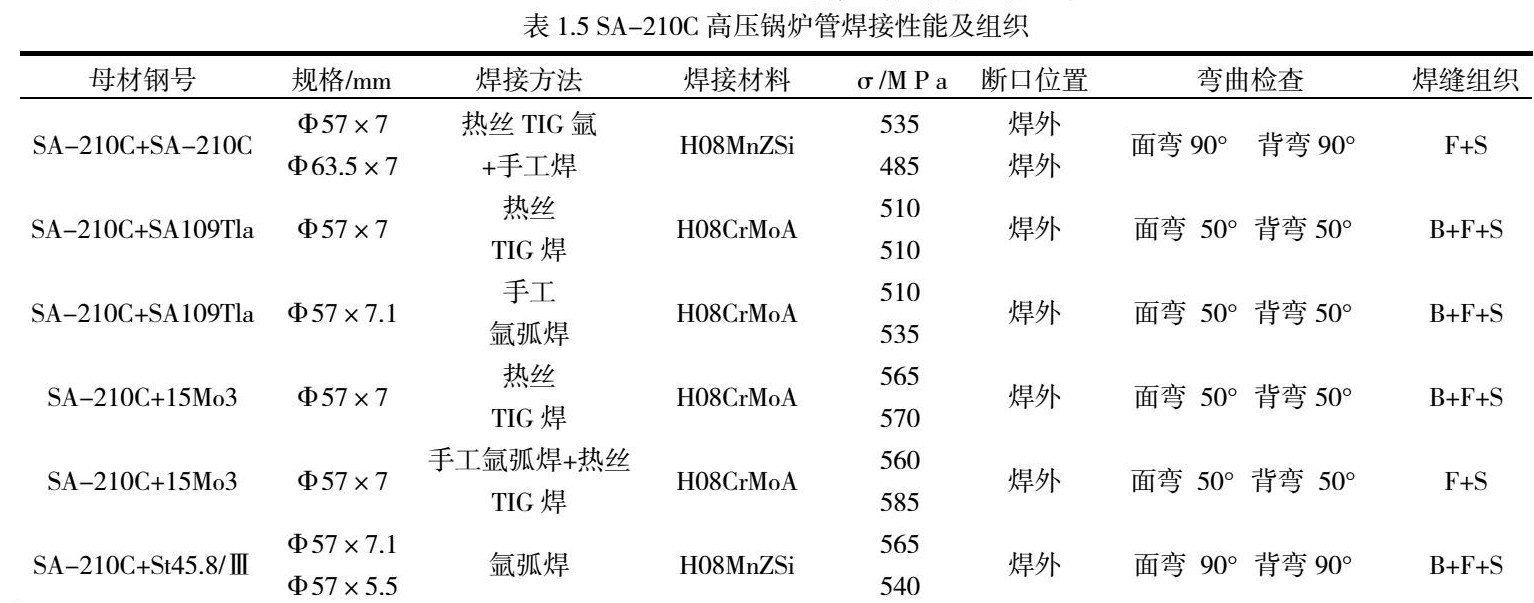
3.2 SA-210C化学成分、力学性能、金相组织
3.3 SA-210C可焊性分析
对于SA-210C,它的焊接过程是不可或缺的。所以来说,它在使用时焊接性能要良好。衡量钢材焊接性能好坏的指标有很多,碳当量是非常重要的指标之一。使用JB1613-83《锅炉受压元件焊接技术条件》上的公式,最终通过运算得到SA-210C的最大碳当量在0.32%左右。一般情况下,碳当量Ceq<0.45%时,可焊性就比较良好。所以由此可知,SA-210C具有非常好的可焊性。根据美国CE公司《冶金及工艺规程》的规定[8],SA-210C如果作为薄壁管的话,在壁厚较小时,焊前预热以及焊后热处理的过程都可以省略。
3.4 SA-210C焊接工艺试验
在电站锅炉制造中,SA-210C锅炉管不仅与自身焊接外,还与其他的钢种比如15Mo3、SA-209Tla、St45.8/Ⅲ等钢进行对接,试验结果见表1.5。
实验的结果表明,符合《蒸汽锅炉安全技术监察规程》的有关规定,SA-210C的焊接性良好,焊接接头的性能也很好,符合生产的需求。
3.5 SA-210C钢总结
对于SA-210C,在我国以及世界上很多国家的电站锅炉中都已经大量投入使用,ASME系列的材料的运用也是越来越广泛。我国对SA-210C的研制种类和数量也愈发增多,这样一来,就可以减少材料的进口。同时,在高压锅炉管的应用中,SA-210C是可以代替很多钢种的,比如20钢。它的投入使用,可以使壁厚得到有效的减薄,从而大大改善传热的条件,这样一来,锅炉的总体效率和综合性能有很大提高。所以,在电站的锅炉中广泛使用高压锅炉管SA-210C会带来很明显的经济效益和良好的社会效益[9]。
参考文献:
[1]邱葭菲. 焊接方法与设备[M]. 北京: 化学工业出版社, 2008.
[2]李军, 沈宏谋. 变频外转子电机硅钢片铁心与低碳钢的焊接工艺[J]. 微特电机, 2001(29: 47-47).
[3]郭俊成. 渗硫低碳钢的焊接[J]. 中氮肥, 1994(6): 54-56.
[4]张国政. 低碳钢的焊接性与焊接缺陷分析[J]. 科技经济市场, 2012(03):14-15.
[5]李超. 堆焊快速成形低碳钢件的组织与微观力学性能[J]. 材料热处理学报. 2010, 31(4):45-49.
[6]苏允海,刘政军. PLA堆焊层的组织与性能的磁场控制[J]. 现代焊接,2008(02): 1 - 7.
[7]王萌萌.Q235钢埋弧堆焊组织及性能的研究[J]. 价值工程, 2014. 33(28):286-287.
[8]美国国家标准. ASME SA-210. 锅炉和过热器用无缝中碳钢管[S]. 1992.
[9]毛世勇, 王鹏展. 国产SA-210C高压锅炉管性能试验及应用[J]. 东方电气评论, 1997(04):235-243.

 京公网安备 11011302003690号
京公网安备 11011302003690号


