



- 收藏
- 加入书签

中空纤维膜静态浇注生产工艺的研究
 打开文本图片集
打开文本图片集
摘要:为了确定静态浇注中空纤维膜组件的生产工艺,本文通过实验确定静态浇注硬胶、软胶;通过计算确定软胶及硬胶用量,经实验验证浇注高度可达到预期要求;探讨了胶壶高度、胶温度、加胶连接管内径对加胶时间的影响;同时探讨了进水端、产水端的浇注顺序对浇注效果的影响;在确定工艺流程后,进行整支膜组件进行浇注试验;实验结果表明,不预封产水端膜丝,并将产水端膜丝吊装使得膜丝距离胶盘一定距离,先浇注进水端硬胶,再浇注进水端软胶,然后调转组件,预封产水端膜丝,浇注产水端硬胶和软胶,可浇注出质量良好的膜组件;利用此工艺进行规模化生产,可降低设备成本的同时,有效提高生产产能。
关键词:静态浇注;生产工艺;浇注顺序;中空纤维膜;膜组件
0 引言
膜技术作为一种高效节能的共性分离技术,是以具有选择透过性的膜材料为核心,在膜两侧推动力下,实现混合物分离、提纯、浓缩的分离技术,它被认为是21世纪最有发展前景的重大高新技术之一[1]。膜分离技术包括微滤、超滤、纳滤、反渗透,超滤膜作为分离膜领域的重要分支,包括中空纤维膜及平板膜。中空纤维膜需封装为组件形式实现其分离功能,并最终集成为分离膜系统[2]。
在中空纤维膜组件的制作过程中,有两种方式进行浇注,一是采用离心浇注的方式进行,另外一种是静态浇注方式[3]。离心浇注单支膜封装效率高,但大批量生产需要多台设备,设备采购与维护运行成本高。静态浇注使用的设备简单,成本低可同时封装多支组件,适合大规模生产。
组件浇注成功与否,对膜组件的在实际应用中影响膜分离效果及组件的使用寿命。因此,胶的选择[4]、浇注装置、浇注工艺[5]对膜组件浇注是否成功都有显著影响,文献中并无具体的探讨浇注工艺,本文将从胶的选择、浇注工艺等探讨静态浇注生产工艺,以应用于实际的生产中。
1 实验部分
实验材料及设备
中空纤维膜,内/外径为0.7/1.3 mm,自产;环氧树脂硬胶型号为A、B、E、F四款,市售;软胶为C、D,市售; 705硅胶,市售;PVC膜壳,市售。
旋转粘度计NDJ-8S,上海舜宇恒平科学仪器有限公司;邵氏硬度计SLX-D、SLX-A温州市山度仪器有限公司;电子天平DT-1000A,精度(0.1g),常熟市金羊砝码仪器有限公司;水银温度计0-100℃(精度0.1℃),武强县威尔仪表厂;检漏装置,自制。
1.2实验方案
静态浇注膜组件方案:(1)确定静态浇注软胶和硬胶,及所用胶量;(2)静态浇注工艺参数的确定;(3)整膜浇注实验;(4)放大化生产。
1.静态胶的选择:选定市场上用于水处理膜封装的四款环氧树脂硬胶A、B、E、F,通过测试其粘度、温度随时间的变化,选择符合静态浇注的胶;软胶软硅胶及软环氧树脂两种,对比确定选择其中一款。
2.静态浇注工艺参数的确定:(1)静态浇注硬胶、软胶的加胶量;(2)确定加胶时间及其影响因素;(3)确定产水端、进水端浇注的顺序;(4)选定组件内膜丝处理工艺:工艺1,为了提高生产效率,膜丝先预封后,进水端、产水端直接安装胶盘,然后进行浇注;工艺2是将产水端膜丝吊装起来,先浇注进水端,再浇注产水端。
3.放大化生产:在确定工艺流程后,放大化生产,合理设计生产流程,提高生产效率。
1.3测试或表征
1.胶粘度、温度、硬度测试。(1)胶样旋转粘度测试:按比例配置好胶样后,测量粘度、温度随时间的变化;(3)硬度测试:样品制作好后,每个样品相距至少6mm的不同位置测量硬度值5次,取其平均值。
2.胶分布及爬升情况:实验完成后,将膜组件剖开,观测及分析组件内胶的分布、爬升情况。
3.加胶时间:从加胶到胶完全流入组件内的时间;
4.静态浇注温度:测量胶随浇注时间的温度变化。。
5.漏点检测:通过自制检漏装置,检测组件膜组件的漏点。
2结果与讨论
2.1 静态浇注胶的选择
中空纤维膜组件浇注需要浇注硬胶密封层、软胶保护层两层,因此两种胶都经需实验选择。
1.硬胶选择实验
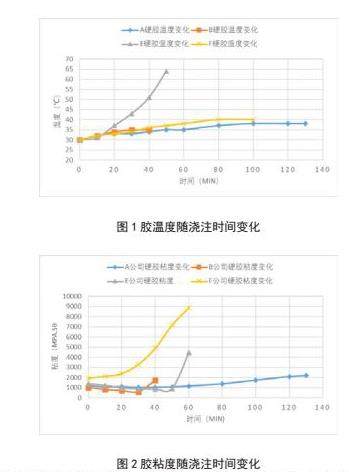
静态浇注环氧树脂的选择,首先需要有足够的操作时间,其次,需要粘度、硬度、达到使用要求。选用A、B、E、F四个公司的胶粘度、温度随时间的变化。
图1、图2是A、B、E、F个公司密封胶的实验的温度、粘度随时间的变化。可看出B、E公司浇注胶在40、50min后发生爆聚,温度迅速上升,粘度亦迅速增大。在实际生产中,温度迅速上升会对膜丝造成损伤,浇注工艺不易控制,所以B、E胶不选为静态浇注用胶。A、F胶温度变化缓慢,A公司胶起始粘度低,粘度增长慢,有足够的浇注时间,F公司起始粘度大,粘度变化快,不适合静态浇注。A公司胶完全固化后,测得A公司胶样的硬度为98D,符合实际工程使用要求。因此选用A公司胶为静态浇注用硬胶。
2 软胶选择实验
软胶的选择是基于生产的经验基础上,因此本文只选择了两款软胶进行对比实验。
C为硅胶软胶,D为环氧树脂软胶。通过实验,C硅胶软胶固化反应温度变化小80min从30℃增长到32℃,但其起始粘度为3240mPa·s,80min后增长至101000mPa·s,粘度变化大,不适合于静态浇注;而环氧树脂软胶起始粘度为520 mPa·s,80min后增长至6230mPa·s,粘度变化慢,有利于胶在膜丝之间流动、分布,温度变化适中。D公司的软胶固化后,硬度为邵氏45A适合用于膜组件保护层,因此选为静态浇注软胶。
2.2 浇注工艺参数的确定
所用胶确定后,需确定浇注的工艺。
2.2.1加胶量的确定
本次实验使用的是6寸膜组件,膜丝面积40平米,要求密封胶的高度4cm,罗筒的直径为17.6cm,膜丝的外径为1.3mm,内径0.7mm,封装膜丝数量为6500根,环氧树脂的比重是1.2g/cm3,环氧树脂的使用量是浇注体积V*环氧树脂比重。
(1)进水端浇注前,膜丝孔是开通的,浇注完成后,胶将进入膜丝内,将膜丝孔封住,进水端有12个进水口(直径1.5cm),因此进水端的硬胶量=[(进水端组件面积-膜丝面积)-进水孔面积)*3+(组件面积-进水孔面积)*1]*胶的比重,将上述数据代入公式,计算得到用胶量895g,计算体积时为计算内套体积,内套重量为50g左右,因此进水端胶用量为定为845g。
(2)因产水端胶盘深度为2cm,需要多算2cm的胶量,因此算浇注高度为6cm。产水端的硬胶胶量=(组件面积-膜面积)*6*胶的比重,将数据代入公式得到用胶量为1120g。。
(3)软胶胶量,软胶胶量需要2cm胶高,在生产中为生产操作方便,均加入产水端软胶高度为硬胶的一半,因此胶量也为硬胶的一半,即550g。
根据生产的经验,软胶浇注从组件浓排口加入,胶壶高度30cm,胶温30℃,加胶时间约20min,本文不再详细探讨软胶浇注方式。
综上所述,组件用胶量进水端硬胶845g,软胶550g,产水端1120g,软胶550g。
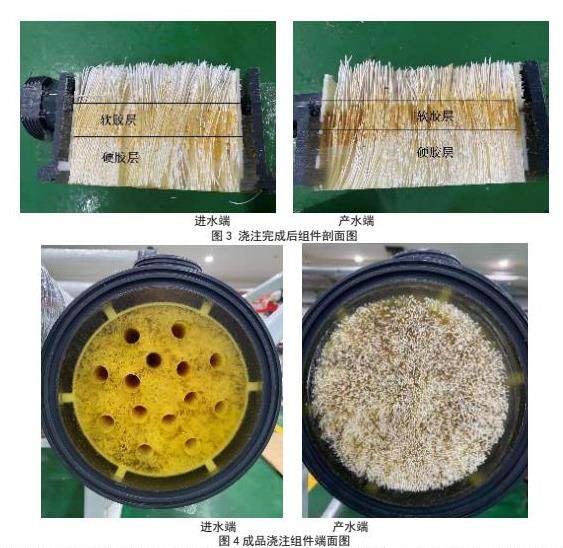
按照此胶量,硬胶、软胶浇注后组件解剖图如下:
浇注结果如上图所示,进水端硬胶厚度约为3.9cm,与设定高度基本一致,软胶层高度为2.1cm,产水端切割后,硬胶厚度4.1cm,软胶厚度2cm,符合浇注要求。
2.2.2加胶时间的影响因素及工艺确定
环氧树脂与固化剂混合后,属于非牛顿流体,随着时间的变化,粘度、温度会变化,其流速不易确定。在膜组件生产中,环氧树脂因固化反应而粘度逐渐变大,粘度的大小影响环氧树脂能否流入组件并均匀留到组件内每根膜丝之间,因此关注胶从胶壶内流入到膜组件内的时间,并需确定胶能否均匀分布于膜丝之间。
(1)浇注高度对加胶时间的影响
胶壶分别设置四个浇注高度20、30、40、50cm,胶温30℃,胶管内径为8mm,胶管长度80cm,浇注进水端。
胶壶高度20cm需要60min、30cm需要28min、40cm需要15min、50cm需要10min。因其他条件不变的情况下,胶壶高度增高,胶的动量增大,胶的流速增大,从而加胶时间缩短。
在生产中,要合理控制浇注时间,既要使得胶完全流入组件内后可以均匀分布到膜丝之间,又不能浇注速度过快,胶速度过快导致胶流入组件内速度过快,导致流入口部分膜丝胶爬升过高。所以胶完全流入组件内的时间为30min合适,胶壶高度设为30cm。
(2)进胶管大小对加胶时间的影响
为了进一步确定工艺参数,我们采用内径为8mm、10mm两种进胶管进行对比实验,胶温30℃,胶壶高度为30cm,胶管长度80cm,浇注进水端。实验结果是,内径8mm胶管的加胶间29min、内径10mmm的胶管加胶时间15min,可见胶管的大小对加胶时间有重要影响,因为胶管直径增大了,胶流速增大,加胶时间缩短。根据浇注工艺要求,胶管选直径为8mm、胶管长度为80cm。
(3)胶温对加胶时间的影响。
胶温对浇注的影响,一是对加胶时间的影响;二是胶温对胶固化时间的影响,而固化时间影响生产效率。静态浇注生产工序中需等第一层环氧树脂初步固化,才可以加入软胶,这段从混合到可加软胶的时间,我们称之为表干时间。本实验对所选的环氧树脂硬胶进行了三个温度的实验,25℃表干时间为540min、30℃表干时间为480min、35℃表干时间为420min。温度增高,加胶速度加快,环氧树脂表干时间缩短。但是在实验过程中,当胶的温度是35℃,膜组件在端盖安装时,会导致端盖不易安装,而其他两个温度浇注的组件无此问题。分析原因,因胶温过高,导致胶在固化过程中反应剧烈、放热,从而导致膜壳变形。因此,胶的浇注温度不宜过高,综合考虑效率与性能,选定胶温为30℃作为浇注温度。
(4)浇注顺序对膜组件浇注效果的影响
膜组件结构包括产水端、进水端,这两端均需浇注硬胶、软胶,硬胶作为密封层先浇注,软胶作为保护膜丝层后浇注,所以完成整个组件浇注需要浇注四次。软胶因在硬胶浇注之后,且两端浇注软胶量一致,因此软胶的浇注工序是固定的,所以本文只考虑硬胶浇注顺序。对于硬胶的浇注方式,本文作了以下几种尝试:
A. 预封产水端膜丝,浇注进水端,结果进水端产生气泡;
B. 不封产水端膜丝,浇注进水端,进水端无气泡;
C. 预封产水端膜丝,浇注产水端, 结果进水端产生气泡。
从结果看,只有实验B不预封,先浇注进水端的膜丝,组件端面基本无气泡,进水口内亦无气泡。
产水端膜丝先进行预封,浇注进水端,或先浇注产水端,再浇注进水端,则会在进水端膜丝的端头处产生气泡。通过观察发现,在进水口膜丝根部有很多气泡产生,气泡被封装环氧胶内。这些气泡的存在,可能会导致膜丝漏点增多,从而影响膜的寿命和通量、产水效果。这些气泡的产生,是因为产水端先进行预封或者先浇注产水端,在浇注进水端时,中空纤维膜内的气泡排不出去,而环氧树脂由于毛细管的作用往进水端膜丝内部爬升,从而将膜丝内的气体顶出膜丝外,由于环氧树脂胶的粘度大,气泡无法排出,最终气泡被固化在组件内。
综上所述,浇注顺序为产水端膜丝不预封的前提下,先浇注进水端膜丝,浇注完成后对产水端膜丝进行预封,再进行浇注。
2.2.3整膜封装实验
通过以上的实验,浇注工艺基本确定,需要设计整膜浇注工艺。实验结果见表4。
按照上述工艺浇注膜组件后,膜组件漏点、膜通量的进行测试。测试结果膜丝无漏点,组件通量为6吨/小时,说明膜封装效果良好
整膜封装组件,浇注结束后,其产水端和进水端断面图如下:
图4为浇注完成后进水端和产水端的图片,可以看出,采用上述工艺,膜丝分布均匀,膜组件测试结果也印证了这一实验结果。
2.3 放大化生产
经过上文讨论,已确定组件浇注生产工艺,可放大化生产。因静态浇注工艺对设备要求低,工艺简单,在确定工艺后,可以快速扩大生产规模。
在实际生产中,合理安排操作工序,可以有效提高生产效率。对于规模化静态浇注,需要较长时间的工序包括:硬胶固化时间(8小时)、软胶固化时间(10小时)、进水端胶盘安装、产水端胶盘安装。对于这几个工序,采用以下方式安排:上午浇注硬胶,组件在膜浇注架静态固化;下午6点后浇注软胶,利用晚上时间软胶固化。白天准备第二天需要浇注的膜组件,产水端膜丝吊装、将进水端、产生端的胶盘分别装好,待第二天使用,可合理分开工人的操作时间,提高生产效率。
3 结论
通过实验,对于静态浇注膜组件,可以得到以下结论:
1.浇注用硬胶采用A公司环氧树脂,软胶采用D公司环氧树脂;
2.进水端硬胶、软胶的加胶量,可以通过理论计算得出,经实验验证浇注高度可达到预期要求;
3.浇注工艺中,胶壶高度为30cm,胶管内径8mm,长度80cm,胶温30℃,可以将加胶速度控制在30min左右,胶样可以顺利加入膜组件内,并可均匀流入组件内;
4.不预封产水端膜丝,并将产水端膜丝吊装使得膜丝距离胶盘一定距离,先浇注进水端硬胶,再浇注进水端软胶,然后调转组件,预封产水端膜丝,浇注产水端硬胶和软胶,可浇注出质量良好的膜组件;
5.静态浇注易于放大生产,可大幅提高产能、节约工作时间,降低工人劳动强度。
同时,通过实验和生产积累的经验,对于其他型号膜组件的封装,只需要对具体的工艺参数进行改动和修正,即可以进行静态浇注,为静态浇注提供了行之有效的技术方案。
参考文献:
[1]徐南平,赵静,刘公平.“双碳”目标下膜技术发展的思考[J/OL].化工进展.https://doi.org/10.16085/j.issn.1000-6613.2021-2143.
[2]黄凯楠,吉学智,王飞,高成云,卢静琼. 超滤膜技术概述[J].化工进展,2021,40(S2):219-225.
[3]花开胜,任吉中,李晖,季洁梅,赵丹,邓麦村. 中空纤维分离膜封头浇铸系统[P].中国,CN 206253017 U,2017.
[4]王献德, 赵晓丹, 张博丰, 刘斌, 张梦灵, 寻红敏, 王建华. PVDF中空纤维膜静态浇注封装胶的选用研究[J]. 华电技术, 2021, 43(12): 17-22.
[5] 何柳东,林亚凯. 环氧胶在超滤膜组件的应用研究[J]. 中国胶粘剂,2018,25(8):31-34.

 京公网安备 11011302003690号
京公网安备 11011302003690号


