



- 收藏
- 加入书签

1.56dtex×38mm水刺非织造布专用涤纶短纤维的开发
 打开文本图片集
打开文本图片集





摘要:通过前期市场调研,分析了水刺工艺和水刺产品品质对原料涤纶短纤维的质量要求,确定了产品质量指标。通过降低熔体特性粘度、生产负荷、纺丝速度,使用专用油剂等工艺调整,并根据原丝指标适当调整短纤维装置牵伸条件,开发出了水刺专用涤纶短纤维,达到优等品指标,且可较好地满足水刺工艺和产品的要求。
关键词:水刺;非织造;专用油剂
0 开发背景
我国的水刺非织造布的研究开发生产已十多年,无论从品种、规模、质量、设备都有显著的提高,产品涉及医药卫生、轻工、电子、环保等学科领域,推动了国内传统化纤和差别化纤维的发展。近年来水刺非织造布从需求到生产发展迅速,但非织造布的专用原料却明显不足,市场需求前景看好。
水刺加固工艺是依靠高压水,经过水刺头中的喷水板,形成微细的高压水针射流对托网帘或转鼓上运动的纤网进行连续喷射,在水针直接冲击力和反射水流作用力的双重作用下,纤网中的纤维发生位移、穿插、相互缠结抱合,形成无数的机械结合,从而使纤网得到加固[1]。
1 水刺非织造布生产工艺对原料纤维的要求
水刺非织造布生产工艺流程主要包括以下几个工序:抓棉机→开混系统→梳理机→铺网机→水刺机→烘干机→卷绕机
水刺非织造布生产过程中对原料纤维的要求主要有以下几个方面:(1)梳理工序要求原料纤维可梳理性强、静电小,这就要求纤维具有良好的亲水性和抗静电性,且卷曲状况良好;(2)水刺过程中高压水流对纤维的移动以及损伤的影响较大,同时纤维特性影响水刺过程中各个辊和网帘之间的牵伸比,从而影响纤维网的均匀性。这要求纤维有较高的断裂强度和断裂伸长率,以保证纤维在水刺过程中不受损伤和不断裂;(3)如果原料短纤维上附着的油剂易脱落、易起泡,则大量油剂泡沫极易堵塞喷水小孔,因此水处理工序要求原料纤维使用专用油剂,减少水刺过程中产生泡沫;(4)由于非织造布产品在医疗、卫生领域应用较多,如果原料纤维中含有疵点、集束架或牵伸尾丝等,就可能造成整批产品报废,因此水刺非织造布生产要求纤维中疵点杂质含量尽量低,最好达到零疵点。(5)如果纤维中混入蚊虫、毛发等,同样也会引起客户的索赔,因此水刺非织造布生产要求纤维中异物、异色纤维和油污纤维含量为零[2]。
2 质量指标的确定
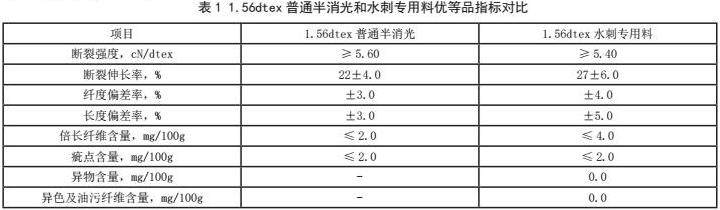
经过前期市场调研,收集多家用于水刺的涤纶短纤维的质量指标,并结合洛化装置产品特性,制定水刺非织造布专用涤纶短纤维质量指标,见表1。
水刺专用料与1.56dtex×38mm普通棉型涤纶短纤维指标相比:(1)断裂强度略有降低,断裂伸长率明显提高;(2)纤度偏差率、长度偏差率和倍长纤维含量控制范围略微放宽;(3)增加了异物含量、异色及油污纤维含量两项指标。
3 生产工艺
洛化涤纶短纤维装置使用美国杜邦公司专利技术,采用聚酯装置CP-1生产的聚酯熔体为原料的直接纺丝工艺,熔体由喷丝板挤出后,在骤冷风的作用下,粘流态熔体细流的轴向速度不断增加,直径变细,温度下降,聚合物大分子不断改变其聚集的状态,逐渐凝固成为取向度较低的非结晶的初生纤维,也就是原丝。原丝的微细结构中取向度和结晶度都很低,经过后加工“一气一汽”两道牵伸和紧张热定型,高聚物内无序态大分子链伸展并沿轴向取向,形成部分结晶,再经过卷曲、松弛热定型、切断工序,使纤维获得适合纺织加工的物理机械性能和外观形态。为了在该装置上开发水刺非织造布专用涤纶短纤维,需要根据水刺非织造布专用涤纶短纤维的质量指标进行生产工艺优化。
3.1原料
PET特性粘度(0.63±0.03)dL/g,端羧基含量不大于32mol/t,二甘醇质量分数(1.20±0.03)%,熔点大于251℃。凝聚粒子(>10μm)<6个/mg。
3.2 工艺流程
聚酯熔体→增压泵→计量泵→纺丝组件→环吹→上油→卷绕→牵引机→铺丝器→盛丝桶→预导丝机→水浴槽 →导丝机→牵伸机→牵伸蒸汽箱→紧张热定型→丝束冷却机→上油→叠丝机→卷曲蒸汽箱→卷曲机→松弛热定型→切断机→打包
3.3 主要生产设备和分析测试仪器
生产设备:
纺丝设备由康泰斯公司成套提供,最大纺丝速度为2000 m/min;
后纺设备由德国Fleissner 公司提供,加工丝束总线密度可达600 万dtex,操作速度为250-270 m/min。
分析测试仪器:
XQ-1B 等速伸长型拉伸实验仪;
YG365A 型单纤维干热收缩仪;
YG-321 型纤维比电阻仪;
XCP-1A 型纤维卷曲弹性仪;
XQ-1 纤维强伸度仪
3.4 生产工艺优化
在1.56dtex普通半消光生产工艺基础上,对生产工艺进行优化调整,调整前后工艺参数变化见表2。
3.4.1 熔体粘度调整原则
熔体的特性粘度是表征聚酯熔体品质的最主要的一个指标,聚酯熔体粘度的高低及均匀性直接影响涤纶短纤维的强度及均匀性。粘度太高,分子量大,则分子链长,难以展开和伸长,在后处理中使分子取向所需的力也大,也有可能导致不完全取向,原丝的牵伸性能变差;粘度太低,熔体从喷丝孔挤出后,在张力下易断裂,甚至不成形,可纺性差,所以纺织不同品种的涤纶短纤维,对熔体的特性粘度要求是不同的。在开发非织造布专用涤纶短纤维时,适当降低熔体特性粘度,有利于提高初生纤维的质量均匀性,经生产摸索,将熔体特性粘度控制在 0.627±0.005 dL/g。
3.4.2 负荷和纺丝速度优化
生产负荷和纺速对初生纤维的牵伸性能影响较大,生产负荷及纺丝速度较低时,相同线密度初生纤维预取向度减小,牵伸性能好,在相同的拉伸倍率下,产品断裂伸长率相对较高。生产1.56dtex普通半消光时,负荷6.3t/h,纺速1245m/min,为了开发出满足要求的水刺非织造布专用涤纶短纤维,将负荷和纺丝速度适当下调[3],试验了三种不同的方案(见表3):可以看出,三个方案中,原丝的纤度基本一致,方案2和方案1相比,原丝质量均匀性和牵伸性能都有所提高;方案3和方案2相比,原丝的牵伸性能更好,但质量均匀性明显下降;综合比较,方案2更为合理。
3.4.3前纺组件工况控制
计量泵将熔体以一定的量恒定地喂入每个纺丝组件,并且建立熔体挤出喷丝板所需要的压力,纺丝组件的结构是否合理以及喷丝板清洗和检查工作的优劣,均对纺丝成型过程及纤维质量有很大影响,短纤维装置生产水刺专用料期间,使用的组件压力控制在13-18MPa之间。除了组件压力,对以下几个方面也进行重要监控:(1)严格控制组件组装时粗砂和细砂比例;如果细砂比例过高,则组件的初始压力高,影响组件使用周期;(2)各组件装填量必须一样;(3)保证组件组装质量,上机出现外漏则先进行热紧固,如果紧固无效则更换组件,内漏则需要直接更换组件;(4)各纺丝位组件更换时间尽可能接近,以保证各组件的熔体压力降一致;(5)在组件漏浆、堵孔、飘单丝、断头频繁等情况下需要更换组件。
3.4.4环吹风工艺控制
短纤维装置前纺采用的是半密闭式环吹风筒对熔体细流进行冷却成形,环吹风筒由主风道统一供风,前纺每条线有80个纺丝位。环吹风的主要作用是加快从喷丝板出来的熔体细流的冷却速度,风温的高低直接影响初生纤维的预取向度。风温过高,熔体细流冷却不充分,易产生并丝;风温过低,熔体在喷丝板出口快速冷却,会造成丝束可纺性变差,成品丝易出现疵点;同时,风温波动大也易造成初生纤维的质量均匀性变差。
生产水刺非织造布专用涤纶短纤维时,风温控制在19±0.5℃,比生产1.56dtex普通半消光相比,控制范围进一步收窄。由于水刺原料纤维对疵点含量控制严格,在组织生产前要提前更换环吹筒,保证更换质量:(1)过滤海绵要清洁;(2)尺寸要符合要求;(3)海绵接缝要避开进风口;(4)海绵上下要对齐;不能有翘边。为了保证风压稳定,班组操作工要按时测定风压,对漏风的环吹筒进行及时更换。
3.4.5 牵伸工艺
在涤纶短纤维后加工过程中,根据原丝的纤度和自然牵伸比,进行适当的牵伸和热定型,获得符合要求的超分子结构。纤维的强度和断裂伸长率主要取决于纤维的取向度和结晶度,而拉伸倍数对此贡献最大,适当降低牵伸倍数,分子沿拉伸方向的取向程度减小,成品丝强度虽略有降低,断裂伸长率会较大幅度增加;紧张热定型温度和紧张热定型时间对纤维的牵伸性能影响较大,尤其是紧张热定型温度,温度增加,大分子活动能力增强,纤维结晶度和取向度提高,表征为断裂强度提高、断裂伸长率减小;反之,紧张热定型温度降低,纤维的结晶度和取向度降低,表征为纤维的断裂强度降低、断裂伸长率增加;适当降低紧张热定型的蒸汽压力,就是降低热定型温度,起的效果也是降低断裂强度,提高断裂伸长率。开发水刺非织造布专用涤纶短纤维时,试验不同的生产方案(见表4),其中方案1是1.56dtex普通半消光的牵伸工艺,方案2和方案1相比,总牵伸倍数和紧张热定型4个区的压力适当降低,成品丝的断裂强度有所降低,但断裂伸长率大幅提高;方案3和方案2相比,断裂伸长率虽略有提高,但断裂强度下降幅度较大;从成品指标看,方案2的生产工艺更合理。
3.4.6 专用油剂的选择及上油方案的优化选择
由于涤纶本身吸水性能较差,水刺加工需要纤维具有良好的亲水性,因此在纤维生产时需要针对与下游用户直接相关的纺纱油剂进行优化选择。经过前期调研,选择了水刺专用油剂A剂和B剂。从表5中可以看出:洛化和兄弟企业水刺专用涤纶短纤维样的抗静电性、纤维/纤维的摩擦因数基本一致。
不同品种的油剂在生产加工中的作用差别也很大,水刺专用油剂中的A剂主要作用是提高产品的亲水性能,B剂的主要作用是增加平滑性,提高产品的牵伸性能,在开发水刺专用涤纶短纤维时,在后纺油剂调配过程中,采用不同的方案(见表6),可以看出:方案2和方案1相比,A剂的比例由0%提高到10%,产品的吸水性明显提高;方案3和方案2,A剂的比例进一步提高至30%,产品吸水性无明显变化,但梳棉通过性能有所降低;三个方案对比而言,方案2更为合理。
4 生产环境和产品包装的优化
水刺专用涤纶短纤维在面膜、卫材等领域应用较多,由于该领域对卫生要求的特别性,根据前期调研结果,反馈的信息主要涉及到污染丝和异物,产品中污染丝、包装袋脱落物、金属异物等异物给下道工序尤其是高清洁水刺专用料加工造成一定影响,因此原料纤维需要进一步做好清洁生产及产品防护交付工作。
4.1 改善生产环境
针对高清洁水刺产品的特殊要求,生产水刺专用短纤维时,装置组织人对前纺和后纺丝道进行彻底清理,对现场设备毛丝、挂丝以及地面和墙壁浮灰进行清除,规定岗位作业人员和进入现场的技术人员均按要求佩戴专用帽子;短纤维装置生产场所按要求安装除蝇灯,避免夏季蚊虫等污染丝束。
4.2 改善产品包装质量
水刺包布由单面涂层改为双面涂层,改善水刺包布质量;水刺包布采用白包布,避免包布上印刷字样在开包时污染丝束。
5 质量分析
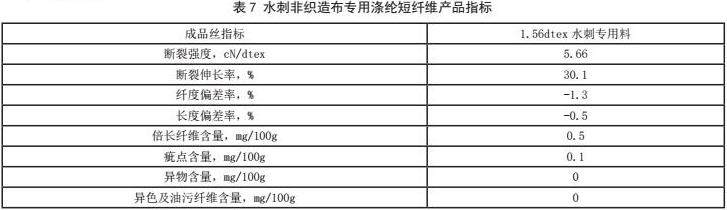
由表7可知: 通过聚酯熔体粘度-纺丝-牵伸一系列工艺优化,洛化短纤维装置生产的1.56dtex水刺非织造布专用涤纶短纤维的各项指标均达到优等品指标。
6 结论
(1)适当降低聚酯熔体特性粘度至0.627 dL/g、负荷6.0t/h、纺丝速度为1180m/min时,初生纤维的质量均匀性和可牵伸性能有所提高,满足水刺专用料原丝的后加工要求。
(2)选用专用的水刺油剂并适当调整油剂的调配比例,后纺油剂中起亲水作用的A剂占10%时,成品丝的亲水性得到有效改善,产品的梳理通过性明显提高。
(3)在原丝指标稳定的基础上,降低后加工牵伸倍数至3.16,降低紧张热定型Ⅰ~Ⅳ区的压力至1.55、1.65、1.75、1.75MPa时,成品丝的各项指标达到水刺非织造布专用涤纶短纤维优等品指标。
(4)通过改善现场生产环境和产品包装质量、优化水刺标识的粘贴方式,水刺非织造布专用涤纶短纤维中异物及异色、油污纤维含量为零,同时提高了产品的外部形象。
参考文献:
[1] 王志超. 水刺非织造布专用涤纶短纤维的开发 [J]. 河南化工,2018,35(10)42-45.
[2] 冒澍云. 水刺非织造用短纤维质量特性及生产控制浅析[J]. 合成技术及应用,2012,27(1)44-47.
[3] 魏家瑞. 水刺非织造布专用涤纶短纤维的开发[J]. 产业用纺织品,2006,第5期18-23.
吉方方,1986年8月,女,汉,河南洛阳人,硕士研究生学历,工程师,中国石油化工股份有限公司洛阳分公司,研究方向聚酯纤维生产技术管理

 京公网安备 11011302003690号
京公网安备 11011302003690号


