



- 收藏
- 加入书签

中江气田大型体积压裂气井出砂原因简析及防砂措施研究
 打开文本图片集
打开文本图片集



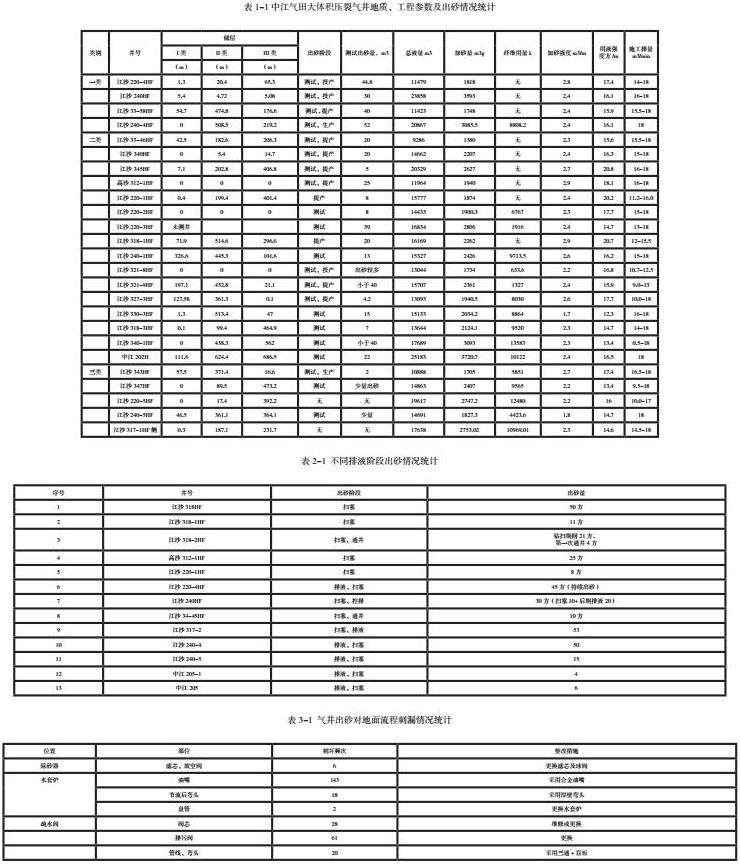
摘要:中江气田采用大型体积压裂后,气井在测试、生产过程中出砂频繁,气井出砂严重时将堵塞井筒及地面工艺流程,刺漏地面生产管线、阀门,给安全生产带来极大挑战。通过研究,气井出砂与地质条件、压裂参数、生产制度等密切相关。采取优化压裂工艺、测试阶段加大排砂力度、合理配产、优化地面工艺流程等措施起到了较好的防砂、除砂效果,为气井安全正常生产提供了保障。
关键词:中江气田;大型体积压裂;气井出砂;防砂;除砂
0 引言
中江气田从2020年开始基本采用大型体积压裂,大幅提升了单井产能,但在天然气的生产过程中,地层砂砾以及压裂砂粒会随气到达地面,达到一定数量时,会因堵 塞集输管线而影响生产,严重时会刺坏闸阀、管线,甚至引发安全事故。中江气田大型体积压裂气井,生产过程中气井出砂频繁,多次对井筒及地面工艺管线造成堵塞,刺漏地面流程管线、阀门,影响正常生产,带来较大安全隐患。为降低气井出砂带来的风险,积极采取防砂措施,防砂的形式主要分为井下防砂和地面 防砂。本文主要对中江气田大型体积压裂气井出砂原因进行简要分析,总结论述防砂措施的应用情况及取得的效果,为后续气井防砂提供一定技术支撑。
1 气井出砂类型
气井井底出砂是由于井底地带的岩层结构被破坏和裂缝结构被破坏所引起的,故分为地层出砂和裂缝 出砂两种类型。地层出砂是脱落的岩石碎屑,裂缝出砂是气层压裂改造过程中所加的压裂砂。按照出砂阶段可分为测试阶段出砂(包括扫塞前与扫塞后)、生产阶段出砂。
经现场取样分析发现,目前中江气田出砂均为压裂砂,大型加砂压裂气井尤为明显。此类出砂的原因主要受气井的压裂 工艺、生产制度、裂缝出砂临界产量的影响,井底压差 稍有变化,就会有压裂砂被生产气流带出井底。压裂砂较普通岩石碎屑硬度大,颗粒细小,对工艺流程管道、阀 门、设备的破坏性更强。因此如何采取措施防止井底出砂以及采用除砂设备除砂,对中江气田天然气生产极为重要。
2 出砂原因简析
根据中江气田气井在测试及生产阶段的出砂情况,从地质条件、压裂工艺参数、生产制度三方面对气井出砂原因进行简要分析。
2.1地质条件
储层品质影响气井出砂的主要影响因素,经研究发现:相同加砂强度下,储层越差,气井越容易出砂。江沙220-1HF井与江沙220-4HF为同一河道气井,两口井加砂强度均为2.8方/m,但江沙220-1HF储层明显优于江沙220-4HF,两口井在工程工艺参数相似的情况下,由于储层品质差异,出砂情况截然不同,江沙220-1HF井累计出砂量约8方,而江沙220-4HF井累计出砂量已达53方。类似情况还有江沙240-4、江沙240-5等。
2.2压裂工艺参数
体积压裂新工艺的入地液量和砂量分别是常规压裂的2.5-15倍和3.5-18倍,在大幅提升单井产能的同时,也存在气井完井试气和采气过程中压裂砂返出的现象,进而造成裂缝闭合、井筒砂埋、刺漏地面设备管线等。
2.3生产制度
气井井口出砂须具备三个条件:一是裂缝内外压差变化导致压裂砂在裂缝中滑脱;二是地层流体带动裂缝中的压裂砂运移进入井筒;三是流体以一定流速携带出井筒。因此,在体积压裂井的压后排液阶段和输气阶段,不合理的排液工作制度和配产工作制度会造成裂缝中的压裂砂被带出裂缝或者被带出井筒,影响气井生产。
研究了产液量、井口压力等其他参数与井筒产砂量关系,但仅产气量、产砂量、产液量产砂量交互作用、产液量井口压力交互作用与井筒携砂量是显著相关的,显著相关因素间的影响强弱程度为:产气量>产砂量>产液量产砂量交互作用>产液量井口压力交互作用。从产液量、产气量、压力、产砂量等对井筒携砂量的影响关系图可以看出,产气量越高、产液量越高、产砂量越高、井筒压力越低,越容易出砂[1]。
3 气井出砂危害
3.1砂埋产层、堵塞井筒
气井出砂后,若气井产量低于携砂流量,出砂严重后可能直接将产层砂埋,造成气井产量明显降低或无产量。如江沙330-3、江沙343,在生产过程中产量突然大幅下降,甚至降为0,经检查地面工艺流程,判断气井出砂。对流程清砂后,开井江沙343产量仍未恢复原产量,但工艺流程内未出现砂;江沙330-3产量为零,井口压力为零,开井后,大量砂进入地面流程,表明气井出砂堵塞了井筒、甚至砂埋了产层,通过采用降压解堵、放喷解堵均无效果,最后采用连油冲砂,使气井恢复了生产。
3.2堵塞地面工艺管线
气井出砂,若气井产量高于临界携砂量,砂进入工艺流程,对地面工艺管线造成堵塞,影响气井正常生产。如高蓬301-1、高蓬401、高沙312-1、江沙24-8,在生产过程中出砂堵塞了井口至水套炉高压段管线(因高压段管线通径较小,所以易发生堵塞)。后通过反吹以及高压清水对高压段管线冲洗解堵,流程恢复正常生产。若遇此类情况,还可采用放喷流程对气井通过大口径油嘴进行放喷,尽量排除井井下或筒内残余砂。高蓬301-1、高沙312-1在砂堵流程后通过放喷流程进行放喷约3小时,分别出砂0.2方和0.6方。倒入正式流程生产后,未见明显出砂。通过该方法,降低了生产流程再次被砂堵的风险。
3.3刺坏地面工艺流程
气井产水量较低的情况,若气井出砂,刺坏地面管线、阀门。刺坏的部位主要有除砂器滤芯、放空阀、水套炉盘管、油嘴、节流后弯头、排污阀门、排污管线。工艺管线刺漏后,对正常生产造成了严重影响,带来了极大安全隐患。每次刺漏后需进行抢修,大大增加生产成本。中江气田体积压裂气井因出砂对流程刺坏情况统计如下:
3.4影响设备正常运行
气井出砂经分离后,容易在分离器内沉积,影响分离器正常运行;且通过排污管线进入疏水阀,影响其正常运行,失去自动排污功能;进入污水罐,在污水罐内沉积,影响污水罐容积以及相关仪表的正常使用。甚至有的砂经过分离器后进入外输管道,影响管道输送效率。为降低砂对设备及管道运行的影响,定期对出砂量较大的站场分离器、污水罐进行清砂,仅2023年上半年,组织设备清砂达到38次,共清除砂30余方。
4 防砂措施
4.1压裂时加入纤维防砂
针对体积压裂气井出砂,成功研发并应用新型纤维材料、纤维结构稳定剂以及配套产品,增强纤维与支撑剂形成的结构稳定性,加砂阶段伴注纤维,加砂后期提高纤维加量,在提高支撑剂输送距离和铺置高度的同时,提高人工裂缝耐冲刷能力,实现多尺度高缝有效支撑、大幅减少支撑剂回流返吐,减少储层伤害。实验表明:相同情况下,采用新型纤维,支撑剂回流的临界出砂流速是常规纤维的2-2.2倍,耐冲刷能力提高1倍以上,大幅提高了纤维的固砂能力;纤维及其结构稳定剂加入比空白样提高导流能力8.9%。
4.2加大测试阶段排砂
若测试阶段工作制度过小,井底沉砂无法排除,影响后期生产。但以大工作制度排液,携砂能力强,井口大量出砂。因此在测试阶段,尽量采用大油嘴进行排液,尽量带出井底冗砂,减少后期砂进入地面工艺流程带来的风险。若测试阶段气井出砂严重,则采用捕屑器+旋流除砂器+测试分离器流程进行排液,从而降低对测试流程刺漏风险,同时,可通过测试分离器出口,将分离后的天然气接入正式输气流程,从而减少天然气放喷量,降低资源浪费。
4.3采用井下工具防砂
查阅相关文献,此类情况,可在下入油管后下入井下防砂工具,防止气井出砂对地面流程的影响。以下所介绍的井下防砂工具在榆林、子洲气田得以成功运用,下步经过进一步调研论证,若条件允许,可在中江气田进行试验。该井下防砂工具由井下坐封装置和防砂筛网两大部分组成。上部分采用类似井下节流器的座封与打捞装置,下部分连接高强度滤砂管。与其它防砂管柱相比,具有不压井作业、施工更加简单可靠的优点。防砂施工时,将工具由油管下入,地层含砂流体经井底向井口运动时,遇到该防砂工具,流体由筛网而通过油管,固体砂则不能通过由筛网阻挡后并落到井底,这样起到防止气井地面出砂,达到保证地面设施安全的目的[2]。
井下防砂工具投放、打捞作业简单,成本较低,工具可定位投放,有防滑功效,防砂效果较好;但若气井 出砂量较大时,运行 1~2 月则会由于形成井底积砂。若不及时更换防砂网,井底积砂会堵塞气井,影响气井排液,降低产量。所以井下防砂工具适用于产气量低,出砂量小的气井,如已经生成较长一段时间,再下入油管的气井。
此外,在苏格里气田,对于在下有井下节流器的气井,在井下节流器气流入口增加防砂网,也可有效降低砂粒刺坏节流器或砂埋节流器的风险,对下步体积压裂井下入井下节流器提供了一定试验基础。
4.4优化地面工艺流程
4.4.1采用旋流除砂器增强除砂效果
2022年之前地面集输流程主要通过过滤式除砂器进行除砂,但由于过滤式分离器滤网目数与中江气田气井出砂情况不匹配,除砂器体积小,不适应高产井除砂。出砂较多导致差压增大,排砂操作频繁,滤芯无法彻底排砂,差压过大导致滤芯憋坏;气井产量高,产液量大,高流速对除砂器滤芯刺坏,从而导致除砂器无法起到除砂效果。排砂操作频繁,每次均要先泄压再排砂,泄压球阀及截止阀频繁操作,容易刺漏。除砂效果不佳,多次出现流程刺漏时,检查除砂器内无砂,如江沙327-3、江沙240-4、江沙330-3等。且出现流程发生砂堵时,除砂器内的砂较少,如高蓬301-1、江沙24-7等。
为有效除砂,结合测试阶段加装旋流除砂器的除砂效果以及对秋林气田调研,首先在江沙220-5井进行了旋流除砂器试验。
旋流除砂器工作原理:如上图的流体方向,中间是除砂筒,除砂筒中有螺旋叶片。高压的富含气体和砂粒的压裂液在进入中间的除砂筒后,流体中的砂和液通过除砂筒中间的管道高速流至砂筒底部,从底部除砂口排出。而气体转向进入到砂筒中,沿螺旋叶片旋转上升到出口位置流出。气体在沿旋转叶片旋转流出的过程中,气体中残存的砂在离心力作用下甩到砂筒内壁上,并在重力 作用下落到砂筒底部,通过砂筒底部的除砂口排出。
目前采购了2台,租用了2台除砂器,轮换进行使用。如江沙220-6井投产后出砂严重,多次对流程造成堵塞,对排污阀门造成刺漏,加装除砂器后,流程未发生堵塞和刺漏,气井正常生产。江沙330-3、江沙33-45下入油管后,采用油管生产,气井出砂频繁,对工艺流程造成刺漏,加装旋流除砂器后,工艺管线未发生刺漏情况,气井得以正常生产。
通过试验以及生产实际效果验证,旋流除砂器具有较好的除砂效果,能有效对除砂器后的工艺流程能起到有效保护作用。下步计划增加旋流除砂器数量,针对加砂量较大,结合地质分析容易出砂的气井,在投产初期便在井口增加旋流除砂器,待气井生产稳定后拆除至其余新井使用,保障投产初期气井出砂正常生产。
4.4.2优化地面工艺流程
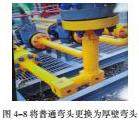
采用厚壁弯头:对易刺漏弯管采用厚壁弯头,如水套炉区域节流后的弯头。采用厚壁弯头的部位,目前还未出现被刺漏的情况。此外,对还未更换为厚壁弯头的部位,采用法兰连接方式,提前准备带法兰的弯头,若出现刺漏可快速进行更换。
采用三通+盲板:将易发生刺漏的弯头更换为三通+盲板,如水套炉进口处以及节流后的弯头,疏水阀区域排污管线弯头,气流或砂直接对盲板冲击,即使发生刺漏可只更换盲板,拆装盲板处的法兰螺栓即可完成。采用该方式,不用动焊,现场员工便可完成更换工作,大大提升了工作时效。
采用全合金油嘴:加工全合金油嘴,降低对油嘴的冲蚀,同时制定油嘴检查制度,做到及时检查更换。采用全合金油嘴后,刺漏频率大大降低。
安装可燃气体检测仪:在流程区域内加装可燃气体检测仪,若发生刺漏及时报警,便于现场人员及时进行应急处置。
采用合金疏水阀阀芯:采用合金材质阀芯、阀座,保障疏水阀具有较强耐刺能力,目前对出砂气井已全部改造。
排液管线加装油嘴短节:在气井生产前期,由于液量大(日产液量大于30方),可通过停用自动疏水阀,在手动排污管线后增加一个油嘴短节,通过油嘴进行自动排液,有效降低疏水阀、阀门等刺漏,已在中江气田改装10套流程。
通过对地面流程6个易刺漏部位83井次的改造,并定期监测更换部件,有效控制了体积压裂井因砂刺漏影响生产现象。
4.5合理优化配产
在生产过程中,压裂砂流动主要是通过一定流速的天然气携带压裂流动,一定流速的压裂液带动压裂砂流动。若气井产量过高、流速过快,产液量增加,气井携砂能力增强,气井出砂风险越高。
江沙240-1HF井在石英砂中加入4-5‰防砂纤维,排液阶段无砂返出,防砂效果较好。但因后期油嘴从7mm↗8mm↗8.5mm↗9.0mm↗9.5mm不断提产,日配产最高达到12.5万方/天,导致气井大量出砂出纤维,造成A靶点以下水平井段井筒砂埋,影响气井安全环保平稳生产,后期通过连续油管冲砂后,将气井配产降低后,即按照7-8.5万方/天配产,气井生产平稳,仅存在少量出砂现象。
此外在投产初期由于不断提高生产制度,导致气井出砂的气井还有江沙240-4、江沙24-8、高沙312-2、中江205等,出砂后多次对流程造成砂堵或流程刺漏。后经过调小油嘴口径,降低生产制度,气井出砂得到有效控制。可见,生产阶段气井合理配产对气井防砂较为重要。
4.7定期对设备进行清砂
密切关注设备运行情况,如分离器、疏水阀、污水罐,若分离器排污不畅、疏水阀不能正常工作、污水罐容积发生明显变化时,对于出砂气井极大可能设备内有较多砂。为保证设备正常运行,降低砂进入外输管道风险,仅2023年上半年中江气田开展分离器、污水罐清砂作业38次,累计清砂30余方。
5 结论
(1)中江气田体积压裂气井出砂与气井储层品质、压裂参数、生成制度密切相关。
(2)气井出砂对生产流程危害极大,存在较大的安全风险。
(3)在压裂阶段加入纤维,具有较好的源头防砂效果。测试阶段尽可能采用大工作制度进行排液,有助于排出井下冗砂,降低砂进入地面流程的风险。
(4)地面工艺流程在井口采用旋流除砂器,除砂效果良好,大大减小了砂进入除砂器后端流程,对流程造成堵塞或刺漏的风险,保证了气井正常生产。
(5)对地面工艺流程进行的优化及改造,降低了砂刺漏流程的风险,即使出现刺漏,维修方便快捷,提升了气井有效生产时间。
参考文献:
[1]郭琴,付先慧等,体积压裂模式下站场集气工艺优化研究成果报告.
[2]王虎,韩东兴,赖燕等,天然气采集过程防砂装置的应用,石油化工应用,2014,06,116-119.
[3]李波 张城玮 梁海鹏,苏里格气田上古气井防砂措施研究,天然气技术与经济,2018,01,17-19.

 京公网安备 11011302003690号
京公网安备 11011302003690号


