



- 收藏
- 加入书签

微电机转子点焊品质的研究
 打开文本图片集
打开文本图片集
摘要:微电机转子点焊品质对微电机产品性能有着重要影响,而焊接电流和焊接时间是影响点焊品质的两个关键因素,通过验证,结果发现:相同电流(0.8A),相同焊接时间(70ms)时焊接,漆包线线径的变化不太稳定(CpK=0.42);在递减电流规范(分别为0.9A、0.8A、0.7A),相同焊接时间(70ms)时焊接,漆包线线径的变化较为稳定(CpK=1.70)。同时还发现焊接时间越短,换向器变形量越小,二者成正比关系。
关键词:电阻焊;转子;漆包线;焊接电流;焊接时间
微电机转子点焊工序利用电阻焊原理对换向器挂钩进行焊接,从而实现漆包线与换向器挂钩接合。
一、焊接电流I控制方法验证
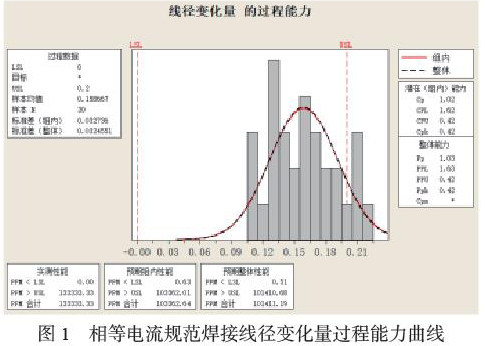
1.使用相等电流规范焊接时,线焊扁量验证
验证条件:每个规范都在相同电流(0.8A),相同焊接时间(70ms)时对漆包线进行焊接,漆包线线径变化量过程能力曲线如图1所示。从数据可看出,在此条件下,漆包线线径变化量不太稳定,漆包线焊扁量CpK=0.42。
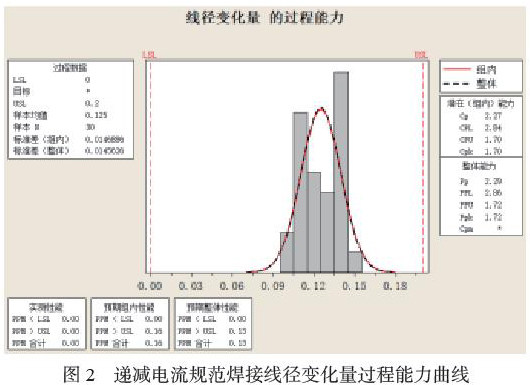
2.使用递减电流规范焊接时,线焊扁量验证
验证条件:在递减电流规范(分别为0.9A/0.8A/0.7A),相同焊接时间(70ms)时对漆包线进行焊接,测量漆包线线径的前后变化,漆包线线径变化量过程能力曲线如图2所示。从数据可看出,在此条件下,漆包线线径变化量比较稳定,漆包线焊扁量CpK=1.70。
二、焊接时间T控制方法验证
1.焊接时间布序T控制原理
在对微电机转子进行点焊时,焊接时间长,由于热传导,被焊元件温度会快速升高,热敏感元件会因高温导致损坏。换向器由表面的铜片和电木基体构成,焊接换向器时由于铜片和电木膨胀系数不同,铜片高温时会导致铜片和电木基体剥离,这会造成严重影响:(1)精车品质不良;(2)噪声、振动大等。因此,在对换向器焊接时,要在短时间内完成焊接,保证换向器铜片不会因为高温导致与电木剥离。同时缩短正负极之间的距离(二者间距小于0.5mm)会缩短焊接电流在换向器铜片间的通路距离,从而降低焊接过程中铜片与基体高温剥离的风险。
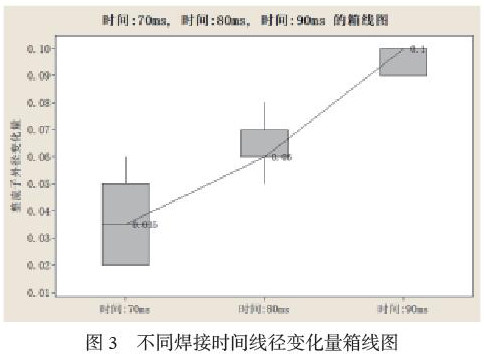
2.焊接时间布序T控制方法验证
验证条件:在递减电流规范(分别为0.9A、0.8A、0.7A)下,使用不同焊接时间(70ms、80ms、90ms)对漆包线进行焊接,测量漆包线线径的前后变化,漆包线线径变化量箱线图如图3所示。在相同递减电流(0.8A、0.7A、0.6A)条件下,使用不同焊接时间进行焊接,对换向器外径的变化影响从数据可看出:焊接时间越短,换向器外径变形量越小。
三、结论
1.相同电流(0.8A),相同焊接时间(70ms)对换向器进行焊接,漆包线线径的变化不太稳定(CpK=0.42)。2.在递减电流规范(分别为0.9A、0.8A、0.7A),相同焊接时间(70ms)时对换向器进行焊接,漆包线线径的变化较为稳定(CpK=1.70)。3.焊接时间越短,换向器变形量越小,二者成正比关系。综上,在对微电机换向器点焊时,使用递减电流规范、较短焊接时间的焊接条件,可有效提高焊接品质。
参考文献
[1]林斯基.电机产品性能研究[M].北京:科学技术出版社,2015.
[2]郭瑶华. 简论微电机转子的点焊品质[J].科学与技术,2016(11):25.
作者简介:吴建军(1992.09-),男,汉族,山西省朔州市人,硕士研究生学历,广汽零部件有限公司技术中心研发工程师,主要研究方向:汽车关键零部件机械设计、工艺开发等。

 京公网安备 11011302003690号
京公网安备 11011302003690号


