



- 收藏
- 加入书签

钢板预处理工艺及质量控制关键点
 打开文本图片集
打开文本图片集

摘要:大型钢结构厂为保证涂装质量和节约后续涂装工作量,通过钢板预处理线对钢板进行预处理,结合现场接触的项目,提出控制预处理各工序的注意事项及检验关键点:抛丸后钢板的清洁度,粗糙度和表面灰尘清洁度及膜厚,来确保后续涂装质量。
关键词:预处理 涂装 清洁度 粗糙度 表面灰尘清洁度 膜厚
Research on pretreatment of steel plates and the key of quality control
Qiulian Zou1, cunhong Li2
i1.TTS-Marine(shanghai)Co.,Ltd )
i2.Nantong Fidelity Marine’s fitting Co.,Ltd)
Abstract: in big steel structure factories, to keep the painting quality and save time for further work, in the beginning of the process, do pre-treatment on steel plates. According to projects ever took charge, point out the matters for attention about pre-treatment and the key of inspection: cleanliness, roughness and assessment of dust after shot-blasting.
Key words: pretreatment; painting; cleanliness; roughness; assessment of dust;coat of dry
0 引言
涂装对于产品的作用是不言而喻,它是产品给人的第一印象,对于产品的装饰性和防腐性是极其重要的,在有氧化皮、锈蚀、油污表面涂漆,任何涂料在处理不良表面上都无法发挥其最佳性能,无论是时间上还是金钱上,都是极大的浪费,而良好的,高等级的表面处理质量将会延长涂料的使用寿命,大大提高涂料的防腐性能。为了充分发挥涂料对钢材的保护、装饰作用,钢材的表面处理质量直接影响着涂装工程质量,钢板预处理线在涂装施工中作用是非常大的。
钢板进厂后,在下料以前对钢材的原材料先进行处理,表面的氧化皮去除和锈蚀清理,达到除锈标准后喷涂上临时保护车间底漆,用来防止过程中不会再继续腐蚀,我们称这一阶段的钢板处理为钢材的表面预处理,其优点突出,是施工方便、冲砂彻底,免去制造成产品后,很多角落难以处理干净,去除锈保证表面处理质量,节省人力物力;缩短后期涂装的施工周期,保证涂装质量。
1、钢板抛丸预处理工艺
在国内造船、集装箱、大型钢结构行业中,一般用钢板预处理线设备上的抛丸机抛丸的方法进行磨料处理, 抛丸处理是利用抛丸机的叶轮在高速旋转时所产生的离心力将丸料(钢丸、钢丝段、棱角钢砂等)以很高的速度射向待处理的钢材表面,产生打击和磨削作用,除去钢表面氧化皮和铁锈,让钢铁表面露出金属本色并且呈现一定的粗糙度,以利于涂料的粘附。
抛丸预处理流水线,总体上有两种类型:一是钢板预处理流水线,另一种则是型钢预处理流水线,两者采用同样的工作原理,类似的工作方法,目的都是为了给材料除锈,保证油漆质量。
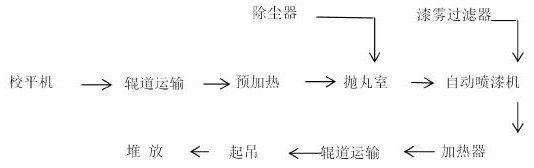
钢板抛丸预处理流水线的工艺流程图:
1.1钢板校平
钢板因为前期的运输和堆放,钢板已或多或少的变形,校平机通过挤压,使平面更平直,便于保证后续装配精度,同时通过校平能够使表面一层的氧化层剥落,大大减少了抛丸机的工作量,校平机能力各有不同,一般5mm~30mm为宜。
1.2钢板运输
钢板在预处理线上的运输由辊道进行。两端有轴承座,辊道间距为500~700mm,。
喷漆完成后,钢板的运输都要在轨道上进行,辊道通常为圆柱形,与钢板的接触面积小,最大程度的避免了对钢板表面油漆的损伤。
1.3预热
预热是为了抛丸前将钢板升温,蒸发表面水分、去除部分油污,使钢板温度,使喷漆后的钢板表面能迅速干燥。 通常预热设备有电阻丝加热、中频感应加热、水循环加热等。无论哪种处理方法, 均应使钢板温度保持在40℃ 左右,温度过低,会使水分蒸发不掉,油污难以去除;温度过高,会造成能耗浪费,后续极易造成后面油漆干燥起皮问题。
1.4抛丸器
抛丸器由叶轮、护罩、定向套、分丸轮、轴承座及电动机组成,电动机带动叶轮作高速旋转,产生了强大的离心力,磨料经进丸管吸入分丸轮中时,在离心力作用下向叶片长度方向以加速运动速度抛出,抛出的磨料成扇形流速流向钢板,以达到除去表面氧化皮和锈蚀的目的,露出金属本色。
一般抛头4个~16个不等,抛头离钢板间距大约为300~400mm,要调整工件与抛头的角度、方向,控制好每个抛头量,选好合适的抛丸钢丸及棱角砂,控制好抛丸速度。6mm以下钢板、扁钢、型钢不适合钢板预处理,因太薄会抛丸会冲击变形。
1.5喷漆
经抛丸处理后的钢表面需要立即喷涂车间底漆。
a 喷涂设备为国产长江9 ℃高压无气喷漆泵,压力比为1:32
b 喷嘴一般为 19~350、19~400、17~350、17~400左右。
c 喷涂车间底漆时搅拌机不停地缓慢搅拌直至用完为止。
d 喷枪与钢板之间距离通常为300mm左右,下喷枪距离应略小于上喷枪的距离。
1.6烘干
喷漆后应进入烘干炉内,促使漆膜快速干燥便于流水线迅速搬运、堆放。
2.预处理质量控制的关键点:清洁度,粗糙度,表面灰尘清洁度及底漆膜厚
控制好预处理后钢板的质量,增加检验频次,要求检验人员严防以下几方面:
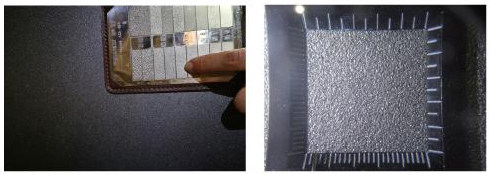
a.表面清洁度 依照ISO8501-1 Sa2.5
Sa2.5基本是船用钢结构处理的通用标准(除非有特殊要求),它的要求具体为:
在不放大的情况下进行观察时,表面应无可见油,油脂和污物,并且没有氧化皮、铁锈、旧的涂料涂层和异物。任何残留的痕迹应仅为点状或条纹状的轻微色斑。可用标准比对块进行比对。
b.表面粗糙度 依照ISO8503-1
喷砂或抛丸后钢表面的粗糙度指抛丸时钢砂打击在钢板上残留痕迹的深度,粗糙度过小,钢板表面平滑,涂层附着力差,粗糙度大,油漆不能覆盖住粗糙度的波峰,易形成点蚀,而且会增加油漆消耗量,不同的底漆对粗糙度都有规定的要求,请查阅油漆生产厂商的产品说明书,一般无机硅酸锌车间底漆的粗糙度为Rz40~75µm,
c.表面灰尘清洁度的评估
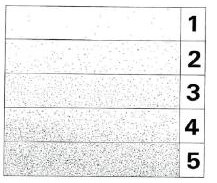
灰层清洁度等级如下:
1:10倍放大镜下可见但肉眼不可见(颗粒直径小于50um)
2:正常或校正视力下刚刚可见(直径为50~100um)
3:正常或校正视力下明显可见(直径小于0.5mm)
4:直径为0.5~2.5mm的颗粒
5:直径大于2.5mm的颗粒
油漆施工前钢板表面灰尘的评估(压敏胶带法),一般防腐要求在3级之内(有专门的彩色对照版),下面附粉层数量等级参考图。
关于粉层数量等级的参考图
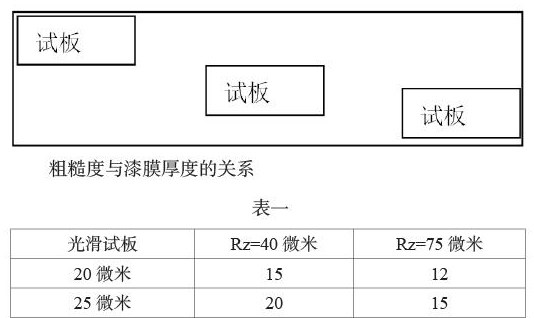
d.预处理车间底漆干膜测量方法
车间底漆施工在喷砂处理至ISO sa2.5级钢板上,一般无机硅酸锌车间底漆的粗糙度为 Rz40~75µm微米, 而车间底漆本身的厚度要求一般在15-20微米,所以不能直接在钢板上测量膜厚。
一般的测试方法为:
(1)喷砂后把光滑试板用胶带固定在钢板上,通常放置三块(如下图示)
(2)对电子式膜厚仪先进行校准。
(3)喷完油漆待干燥后,对试板进行测量。
(4) 在光滑试板上测量要高于规定值的要达到的干膜厚度,通常的比对关系见下表一。
(5)试板放置的留下空白位置要立即补涂。
干膜测量试板放置
粗糙度与漆膜厚度的关系
在膜厚测量前,首先要确保底漆已固化,固化的简单方法如下:
用一块布条在预处理板表面来回擦拭几十次,布表面无锌粉沾上表示已固化;布上沾有锌粉很多表示没有固化,需要再等一段时间。
3.结束语
高等级的钢板表面预处理处理将使涂料发挥其应有的装饰性,延长涂料的使用寿命,钢板预处理得当还会减少油漆工序的很多工作量,当装配焊接成封闭或半封闭区域,势必造成喷砂或者抛丸的死角,这是油漆的大忌,成为后续油漆的隐患,预处理就显得尤为重要。预处理得当能大大提高后续的装配精度,保证产品的定位尺寸,保证产品质量。密切关注预处理工序,严格控制预处理的钢板质量控制的注意事项,对表面清洁度,表面粗糙度,表面灰尘清洁度严格把关,对涂装起至关重要的作用。
参考文献
[1] ISO 8501-1—钢材在涂油漆及其它有关产品前的基底预处理-表面清洁度的目测评定
[2] ISO 8503-1 —喷砂后钢材的表面粗糙度标准
[3] ISO 8502-3 – 喷砂后钢板灰尘清洁度标准

 京公网安备 11011302003690号
京公网安备 11011302003690号


