



- 收藏
- 加入书签

高压电机钢板机座底板新方案的分析
 打开文本图片集
打开文本图片集

摘要:一台电机的组成有两大部分:定子和转子。其中机座属于定子部分,机座是定子的主要结构,起着支撑与固定作用。本文主要讲述了机座底板设计与焊接工艺的改进,分析了新方案,实现了节约成本、减少工时、高效生产,同时新方案对电机的机械性能不会产生任何改变。
关键字:机座 成本 生产
0 引言
一台高压电机的机座主要是用来固定定子、支撑冷却器的,在整台电机中起顶梁柱的作用。机座的整体结构相对来说比较复杂,机座使用多种厚度的钢板进行焊接而成。所以在实际生产过程中,我们在材料准备、装配焊接方面花费了很长的时间,如何提高生产效率,降低制造成本,方便工人操作,一直以来都是大家所关注的,所以我们需要从设计和工艺上进行改进,已迫在眉睫。
1 市场需求
高压电机订单特点是:数量少,品种多。
不同的客户,对机座设计需求不同,例如:机座中心高,底脚安装尺寸,冷却器的安装形式。
优化坚固的机座结构为整台电机提供了极佳的机械强度,以及降低振动频率。从机械设计的角度出发,我们优先考虑钢板件机座的设计方案,钢板件的机座可互换性较高,通常客户对电机安装孔尺寸是有要求的,若尺寸为标准时,钢板件和铸件都可以满足,若尺寸非标时,钢板件机座的设计更加灵活,可以满足要求,铸件就会受限制;再比如对电机的总长,高度有要求时,钢板件可以按照客户的要求来设计,铸件整体框架已定性,想再更改,就比较困难,铸件机座通用性比较低,适合批量生产。所以在设计的时候,考虑客户的要求,我们会优先考虑钢板件机座设计。
2机座分类
2.1 材质:铸件FC-200
FC:灰铸铁;200:表示抗拉强度为200MPa
铸造是常用的制造方法,其优点是制造成本低,工艺灵活性大,可以获得复杂形状和大型的铸件,相同中心高的机座,按照标准尺寸开一个模具,对于客户没有特殊要求,标准的设计,订单都可以使用铸件机壳。铸造厂商根据模具图纸选择合理的铸造方法铸造出一台机壳的毛坯件,然后车间工人按照加工件的图纸,再进行加工。当客户对底角安装尺寸有要求时,铸件机座就无法满足要求,就需要考虑钢板件机座。
2.2 材质: 钢板件
钢板件机座可互换性较高,它能满足客户对电机安装尺寸的要求,选择钢板件设计,来满足不同客户的实际需求,大部分情况下尺寸都是非标准。不同中心高的机座,钢板件的厚度也不一样,通常由几种不同厚度的钢板焊而成。
3.钢板件机壳底板设计
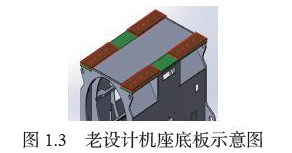
3.1 老设计
老设计如图1.3所示,装焊流程为:机座底部两侧首先用2块厚度为32mm(绿色)的钢板与机座上部机身焊接在一起,再分别在2块32mm的钢板上焊接厚度为12mm的4块钢板(橙色),4块12mm的底板先四周坡口焊接,然后分别在4块板上的四个小孔进行塞焊,使焊接的板与板之间贴合的更牢,不易松动。焊接完成后按照加工件图纸再加工底部腰型孔。
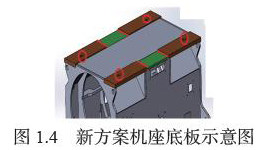
3.2 新方案
新设计如图1.4所示,装焊流程为: 4块厚度为45mm的钢板(橙色)与 2块厚度为32mm的钢板(绿色)进行拼焊。拼焊完成后再与再与机身进行焊接。
4.分析结果对比
老设计的机座底板,车间下料等离子切割、开坡口的耗时比较长,焊接复杂耗时长,工作效率低,成本相对较高。
机座底板上腰型孔的作用是固定电机与客户端地基的,在老设计中,底板焊接完之后再加工腰型孔,而新设计在钢板下料时就把腰型孔已切割出来了,节省了一道工序。这种设计节省了焊接材料,减少了生产时间。
4.1 焊材成本
老设计:5.73KG/机座
新方案:1.3KG/机座
焊材节约=(5.73-1.3)*14.5=64.09RMB/机座 4.2 生产费用
表1.5 新方案与当前设计对比
生产费用减少:408.77-62.2=346.57RMB/机座
4.3 年节约统计
年产量:720 台机座/年
材料共节约:720*64.09=46144.8RMB
制造费用共节约:720*346.57=24,9530.4RMB
共节约费用:46144.8+249530.4=295,675.2RMB
5.总结
设计的这款机座底板,从设计上、工艺上,都有改进,不仅大大节约了生产上的时间,还降低了材料损耗及成本,提高生产效率。这个新方案在以后的设计中可以推广。
5.参考文献及附录
[1]成大先.《机械设计手册》(第5版).化学工业出版社 2008
[2]陈世坤 《电机设计》.第二版[M] 北京:机械工业出版社,2004;

 京公网安备 11011302003690号
京公网安备 11011302003690号


