



- 收藏
- 加入书签

厚规格带钢的焊接工艺研究与应用
 打开文本图片集
打开文本图片集
摘要:为开发极限规格产品,分析不同焊接因素对焊接质量的影响,通过对比不同参数下的焊缝质量,确定2.0mm厚度带钢的最佳焊接参数,提高焊缝质量的可靠性。
关键词:窄搭接电阻焊、焊接参数、杯凸实验
0. 引言
焊缝质量决定着连续镀锌线能否稳定运行,焊缝断带对于连续生产线会导致重大的停车事故,严重影响产线节奏。清洗段内的断带需要将清洗槽内的碱液放完才能进行处理,而连退炉内断带,更需要经历打开炉盖、炉内降温、带头尾焊接以及炉盖关闭、炉子升温的过程,整个程序需要约20小时的处理时间,严重影响产能,并产生大量废品等,长时间的停车造成能源、人工等成本损失。因此焊缝质量是影响产线的稳定运行及产能的关键因素。
邯钢冷基镀锌线使用的焊机为窄搭接电阻焊,目前厚规格带钢的焊缝质量难以满足厚规格批量生产的需求。焊缝质量主要受焊接带头尾的对中效果、焊机夹持板的稳定性、焊轮表面质量、焊接电流、焊轮压力及前后卷厚度差、板形及表面洁净度等因素影响[1]。需要研究影响焊接质量的关键因素,通过不断优化焊接参数,找到适合本焊机2.0mm厚度带钢的最佳焊接参数,提高焊接的稳定性,保证焊缝质量,满足产线连续稳定生产。
1. 焊接参数对焊缝质量的影响
本产线采用窄搭接电阻焊机,将前后两卷带钢头尾焊接在一起,实现全连续生产。生产对焊缝质量的要求是焊缝强度高(尤其是抗剪强度)、平滑、焊缝与带钢本体的厚度差小及焊接过程稳定等。
窄搭接焊机的焊接原理是将两块带钢通以适当电流,在材料自身的电阻、带钢之间及带钢与电极(铜合金焊轮)的接触部分的电阻上产生热量,最终实现带钢部分熔化而焊接到一起。
根据焦耳定律,焊接时作用在带钢上的热量为:
Q= I2·R·T
式中Q为焊接时产生的热量,I为焊接电流,R为焊接区域的电阻,T为通电时间。
又因为电阻R=ρ·L/S
其中ρ为被焊接带钢的电阻率,L为焊接时上下焊轮间的电阻的长度即两带钢搭接处的厚度,S为焊接时前后带钢的搭接量[2]。
焊接电流与产生的热量是二次方关系,产线采用恒电流模式,根据带钢的厚度调整焊接电流。
当焊接的带钢厚度确定后,电阻就主要受焊轮压力的影响,焊轮压力会使氧化膜压破,使粗糙表面的接触面积增加,数量增多,从而使接触电阻减小;在温度较高时,焊轮压力的增加会使带钢结合表面产生塑性变形,接触面积增加的效果更大,对电阻减小的影响也变大[3]。接触电阻主要受带钢表面清洁度的影响,一般不做考虑。
焊接时间与产生的热量成正比,焊接时间越长,产热量就越大。一般情况下带钢较厚时,会放慢焊接速度,从而延长焊接时间增长,增加产热量。
另外,焊轮直径的大小也会在一定程度上影响焊接质量,焊轮直径越小,它与带钢的接触面积减小,电流密度增加,焊缝质量不能保证。
2.实验方案及分析
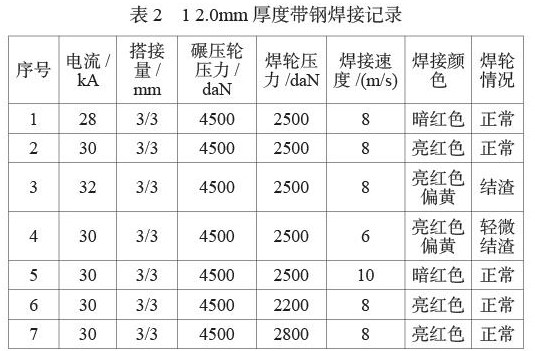
试验材料为2.0mm厚度的DC01钢种镀锌原料卷,使用冷基镀锌线的窄搭接电阻焊进行焊接,运用控制变量法对焊接电流、焊轮压力、搭接量等参数进行调整制定焊接工艺方案,见表2.1。试验编号1#、2#、3#的焊缝外观形貌基本相同,都是相对平滑且焊缝位置厚度与带钢前后厚度基本一致,前后无明显高度差。对比这三个试验,在搭接量、焊轮压力、焊接速度及碾压轮压力都相同的情况下,焊接电流为28时焊接过程中焊缝颜色偏暗,焊接完成后焊轮表面正常;焊接电流为30时焊缝颜色为正常的红色,焊接完成后焊轮表面无明显变化;而焊接电流为32时焊缝颜色相对发亮且耀眼,同时焊接完成后焊轮表面出现明显的结渣。用橡皮锤敲击三个焊缝的两端及中间三个位置,未出现开裂情况。
随后对三个焊缝分别进行杯凸试验,1#焊缝断裂位置与焊缝平齐,无垂直焊缝方向的开裂,且断裂位置呈现出,即焊接产热量偏低导致接触处的熔融效果差,实质为未熔化焊接,焊缝质量较差,不能满足生产需要;2#焊缝外观平直,杯凸断裂位置基本与焊缝垂直,基本无与焊缝水平的开裂,是正常熔化的表现,对比1#焊缝,焊接电流的增加,使两块带钢接触处的熔核宽度增加,焊透性增强,抗剪强度大幅提升,焊缝质量能够满足生产需要;3#焊缝杯凸开裂位置与焊缝垂直且无明显水平开裂,断口颜色基本与基板断裂形貌一致,两块带钢呈现良好的熔融状态,但是在焊接过程中出现了“炸火”现象,对焊轮的寿命有不利影响,这表明3#焊缝的焊接电流偏大,焊接熔核尺寸过大导致塑性环尺寸减小,抗剪强度相对降低,同时相对于2#焊缝呈现出了更粗糙的表面形貌,在后续的运行过程中存在硌伤辊系的风险。
对比2#、4#、5#试验,在焊接过程中,4#焊缝呈现出亮红且发黄色光芒并伴随轻微“炸火”现象,即4#试验焊接速度偏慢,焊接时间T偏大,焊接产生的热量Q偏高,对焊缝质量及焊轮寿命都有不利影响;5#试验中焊缝呈现出暗红色光芒,即焊接产热Q偏低,不能保证焊缝强度,存在开裂风险。对比2#、6#、7#试验,焊接过程中基本无区别,即在2.0mm钢板焊接过程中,焊轮压力因素在一定范围内对焊接质量的影响较小,一般认为随着焊轮压力的增加,焊轮与带钢之间、带钢与带钢之间的接触电阻会变小,总电阻R变小,产热量Q相对降低,导致焊缝抗剪强度有所下降。
产线在后续生产中采用了2#试验参数,焊缝质量稳定,未出现焊缝开裂的情况,满足正常稳定生产的需要。
3.结论
(1)焊接电流、焊接速度、焊轮压力等因素都会对焊缝质量都有一定影响,其中焊接电流影响最大;在一定范围内,焊轮压力的变化基本不会影响焊接质量。
(2)通过观察焊接过程中的颜色、焊缝形貌、进行杯凸试验检测等手段,采用30kA焊接电流、8m/s的焊接速度可以得到质量稳定良好的焊缝,满足产线正常生产。
参考文献
[1] 詹三林,赵海强,桂国.一种先进高强钢搭接焊焊缝加热对接头性能的影响[J].《热加工工艺》, 2020,49(15):25-31.
[2] 张彩云.电阻焊接技术及其应用设备[J].电子工艺技术,2003,14(5):245-246.
[3] 许秀飞.钢带热镀锌技术问答[M].北京:化学工业出版社,2007:58-62.
作者简介:关少康(1992- ),男,工程师,硕士研究生,2017年毕业于河北工业大学材料学专业,现在河钢集团邯钢冷轧厂涂镀车间从事热镀锌技术管理工作

 京公网安备 11011302003690号
京公网安备 11011302003690号


