



- 收藏
- 加入书签

数控立车换刀故障分析及处理方法研究
 打开文本图片集
打开文本图片集
摘要:针对数控立车换刀故障,通过对ATC换刀程序以及换刀结构、原理的分析和解读,提出了一种简单易行的故障解决办法。
关键词:数控立车;参考点丢失;ATC换刀;改进
一、引言
为进一步提高数控机床的加工效率,数控机床正向着工件在一台机床一次装夹即可完成多道工序或全部工序加工的方向发展,配备自动换刀装置的的各种类型的数控机床应运而生。
1.1刀具交换方式
数控机床中,刀具交换方式通常分为两种:机械手交换刀具和无机械手交换(刀具刀库与机床主轴的相对运动实现)。
1.2刀库及其分类
刀库的作用是用来存放刀具,它是自动换刀装置中最主要的部件之一,最为常见的分为盘式和链式两种。
1.3设备简介
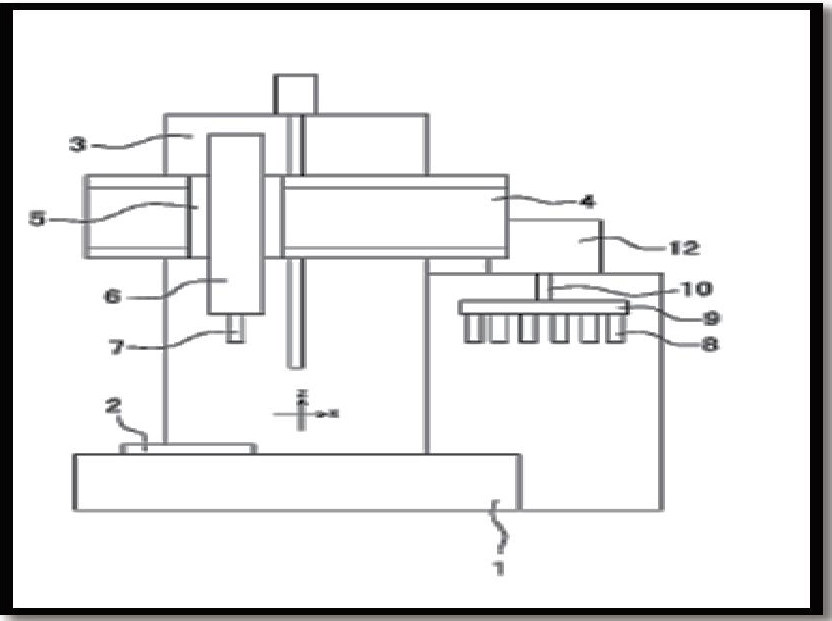
VL-160型荣田数控立车为重切削型数控立车,主要用于机车及城轨车辆车轮外侧面、内侧面、踏面的半精车、精车加工。基本结构为横梁可移动式结构,由床身、工作台、立柱、横梁、溜板、液压系统、自动润滑系统、冷却系统、自动排屑系统、气动系统、数控系统、电控柜、刀库、自动换刀系统组成(图1)。
VL-160荣田数控立车采用无机械手交换刀具方式,刀库类型为盘式刀库,具有12刀位,通过刀库和Z轴的相对运动实现换刀,能实现自动就近找刀、换刀。此种ATC自动换刀系统结构简单,且能避免刀库回转时振动对加工精度的影响,非常适用于事业部车轮生产加工工件为重型工件、所用刀具为重型刀具、加工精度要求高等要求。
目前轮加工线有9台同类型数控立车,是车轮加工的主力设备。9台数控立车全部采用FANUC系统,其换刀指令和宏程序一致,针对数控立车自动换刀的惯性故障,在程序指令、动作执行方面深入分析,提出一种快速可靠的解决故障的方法,对设备维护和故障解决具有广泛的意义。
2.1故障现象
数控立车在粗车完机车车轮后,执行 “M6 T0600;”自动换刀程序(此时主轴上刀具号为5#),此时Z轴入库,出现刀柄卡压在刀盘上,刀盘无法进行选刀动作,换刀无法进行故障。尝试移动坐标轴,所有坐标轴无动作。
该故障发生直接导致设备停机无法使用,对车轮连续的生产造成了一定的影响;同时,刀柄与刀盘发生卡压,故障发生时有“憋劲”现象存在,将会引起刀盘发生永久性形变,给刀盘造成严重损伤,也会对Z轴精度产生较大影响。
针对上述引可能引起故障发生的原因,在MDI模式下单步执行换刀宏程序“M6 T0600,观察换刀动作执行情况如下:
1.系统运行到M69(刀具放松)程序段时,程序中断。
2.滑枕与刀盘的机械位置松刀点位置不正确,机床不能正常松刀,
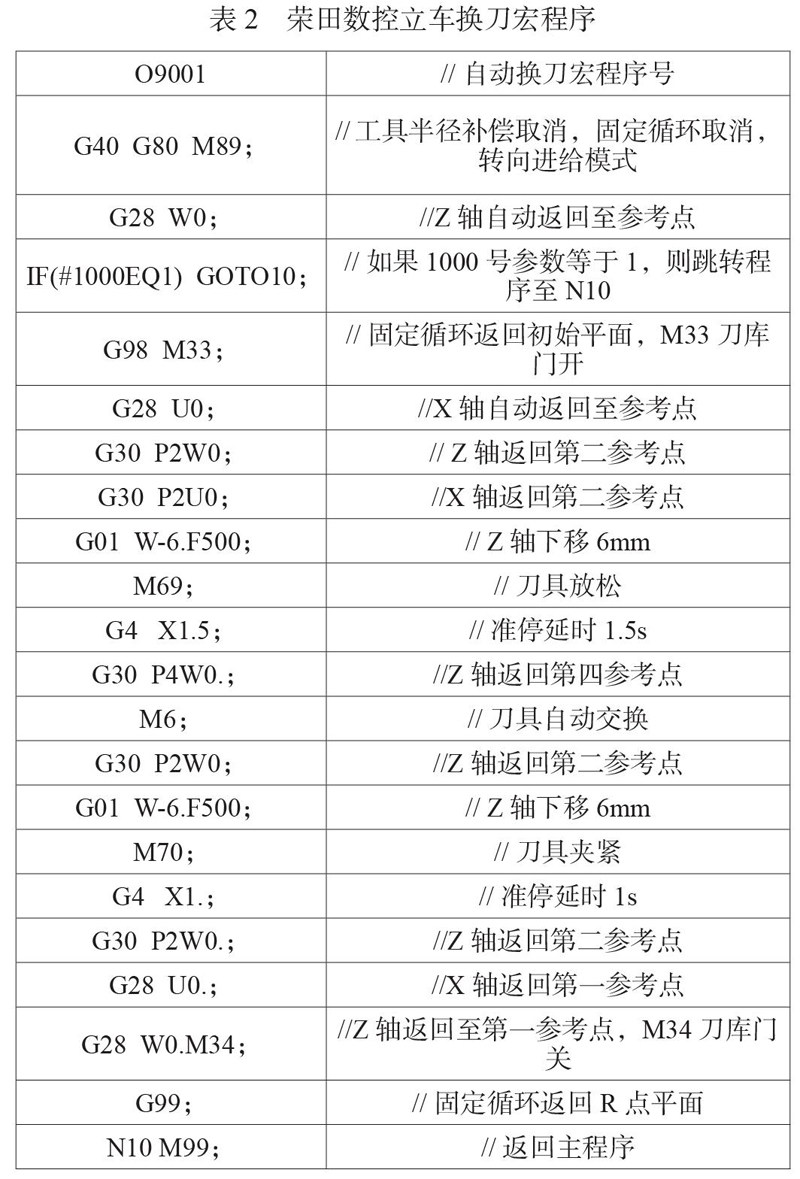
下面从换刀宏程序(#O9001)对整个换刀动作进行分析:
刀库移动过程中Z轴移动路径需经过第一、二、四参考点,结合该故障现象,Z轴在还刀入库,松刀完成后,应在Z向上移到达第四参考点,实际是Z轴未能准确到达第四参考点,这是故障发生的直接原因。为进一步分析故障发生的本质原因,执行如下检测:
1.刀具在刀盘上处于放松状态,但刀具夹放指示灯处于夹紧状态,人工夹紧刀具;
2.重启机床后出现 “ALM 500 +X 轴过行程报警,这是因为机床重启后,被屏蔽的+X轴软限位恢复所致,修改伺服参数,改变1320参数为99999并记录1320 X轴原始参数软限位行程,便于刀柄从刀库中移出。
3.在HANDLE模式,移动X、Z轴到安全区域,同时恢复原来1320伺服参数,消除机床报警。
4.对X、Z轴执行自动回零后,X、Z轴坐标显示已到位,但实际离参考点距离存在较大偏差,并没有回到参考点位置。反复几次回零,结果都一样。
结合故障发生的直接原因,该卡刀问题发生的本质原因是由机床参考点位置变化引起。
调整法步骤简单叙述如下:
首先执行换刀程序,观察松刀大概位置是否合适。通过手轮由大倍率到小倍率调整X、Z轴松刀位置到合适位置并记录该位置。根据换刀宏程序,第二参考点位于该松刀点上方6mm,以此将Z轴移动正向移动6mm,记录下此时X、Z的位置数据,完成对第二参考点位置的确认。移动Z轴到刀库上方合适位置,该位置的确认为不影响刀库旋转换刀为准,记录下此时X、Z的位置数据,完成对第四参考点位置的确认,执行上述步骤直至换刀动作正常。
在机械调整方法和换刀原理分析的基础上得出如下参数调整方法,该方法简单易行且可靠,并且调整过程时间短,有效的缩短了故障解决的时间。
上述方法简单易行,思路清晰,所做的工作量相比较于原有的方法要少很多,且找回的原始参考点位置精确,对换刀程序以及加工程序产生的影响很小。
二、认识与总结
本次针对在自动执行换刀宏程序出现的故障,通过对设备换刀宏程序的分析,从原理的角度,找到设备发生故障的原因。该解决办法能较好的适用同类型的参考点找回问题。运用原理分析的方法能准确的找到故障点,但需对原理有深刻的理解,这指导我们在平时要要深入问题,掌握原理知识。
参考文献
[1] 刘茹敏张洪强刘海明杨灵芝.数控机床参考点位置的调整及常见故障维修
[2]徐衡.FANUC系统数控机床维修[M].沈阳:辽宁科学技术出版社,2005.
[3]BEIJIN-FANUC 0i-TD参数说明书.
[4]BEIJIN-FANUC 0i-TD操作说明书.
[5]BEIJIN-FANUC 0i-TD维修说明书.
[6]徐开良,邓敏.数控机床回参考点减速挡块的调整.造技术与机床,2007,10(2).
作者简介:陈裕军(1987.10)男,汉,湖南省,衡阳人,中车株洲电力机车有限公司,本科,机修钳工高级技师,数控机床装调与维修

 京公网安备 11011302003690号
京公网安备 11011302003690号


