



- 收藏
- 加入书签

无缝道岔施工关键技术研究
 打开文本图片集
打开文本图片集
摘要: 通过对无缝道岔施工关键技术的研究,实现以下目标:通过实际施工总结,掌握无缝道岔铺设、焊接和应力放散的施工方法、施工工艺、质量控制措施,确定应力放散工艺参数。形成一套高速铁路无缝道岔铺设、焊接和放散理论。以达到降低安全、质量风险,提高工效、降低成本的目的。
关键词:高速铁路;道岔铺设;道岔焊接;道岔应力放散
中图分类号:TU 文献标识码:A 文章编号:(2020)-05-290
一、工程背景
以太焦铁路站前某标段长治东站无缝道岔施工为工程背景,通过施工过程的不断实践,对影响施工成本和施工进度的各种因素进行研究和分析,总结提炼安全、高效的无缝道岔施工成套技术。提出高效合理的有针对性的施工措施和处理方案,为现场施工的安全、快速推进提供了强有力的技术保障。
二、研究内容
本文主要对无缝道岔施工的准确定位、岔内焊接、应力放散三个方面进行研究。主要为施工方法、施工工序的改变。目前高速铁路铺架施工以单枕连续法铺轨为主,为保证单枕连续法铺轨的进度与质量需调整施工方法及施工工序。
1、道岔铺设采用铺设工具轨过渡后换铺整体道岔的施工方法。
2、道岔换铺及焊接时控制在锁定轨温范围内,岔内应力满足要求。无需进行应力放散。
三、技术突破及技术创新点
本技术适用于无缝道岔的施工。本课题研究所取得的主要技术突破和创新点表现在:
1、无缝道岔铺设采用人工铺设工具轨过渡,人工整道完成后,整体推送换铺无缝道岔的施工方法。
2、无缝道岔焊接施工采用铝热焊接,道岔已在组装完成后于线下焊接完成,有效保证了焊接质量及施工进度。
3、道岔焊接及就位铺设时皆在锁定轨温范围内,就位铺设后回填道砟,在锁定轨温范围内与两端长轨焊连。有效解决了道岔放散困难、质量不高的问题。
四、工程概况
长治东站位于山西省长治市,长治东站与长治南站、襄垣东站相邻,距离长治南站16.93km,距离襄垣东站39.21km。长治东站共设到发线5条,存车线4条,其它线路6条。共设道岔30组,其中P60-18道岔21组,P50-12道岔3组,P50-9道岔6组。
五、无缝道岔施工
(一)无缝道岔准确定位
1、利用CPⅢ控制点,分别放样岔心、岔前、岔后、岔前100m和岔后100m控制基标,基标采用砼包裹钢筋桩,桩顶必须刻十字丝,确保桩位准确无误。
2、为使CPG500铺轨机顺利通过,采用岔位铺设工具轨过渡后换铺整体道岔的方法。
3、利用方钢或工字钢、垫木搭设道岔原位拼装平台,严格按照图纸及现场基标准确摆放岔枕,安装道岔垫板,安装、连接、拼装道岔钢轨及扣配件。
4、拆除已铺设的轨排,推送整体道岔至预留位置。
5、依据CPⅢ控制网和测量小车进行道岔轨排精调,道岔精调前应对弹条螺栓、岔枕螺栓、限位器螺栓、翼轨间隔铁螺栓、长短心轨间隔铁螺栓进行复紧。用测量小车进行道岔精调,包括中线、方向、水平、高低、轨距等。利用弦线进行基本轨的方向的调整,方向控制在2mm,以基本轨为基准进行轨距和支距的调整。
(二)无缝道岔焊接
1、道岔一次精调完成后,核查道岔的铺设精度满足设计及验标要求后,方可铝热焊。道岔焊接时应在设计锁定轨温之内,结合设计及太原局维修方便的要求,锁定轨温控制为25℃。焊接轨温控制在25±3℃。
2、道岔钢轨焊接流程如下
轨端干燥轨端除锈去污焊缝两侧钢轨对齐
夹具安装砂模安装整体封箱坩埚的使用
焊剂高温反应拆除坩埚、模板及夹具推瘤热打磨冷却打磨
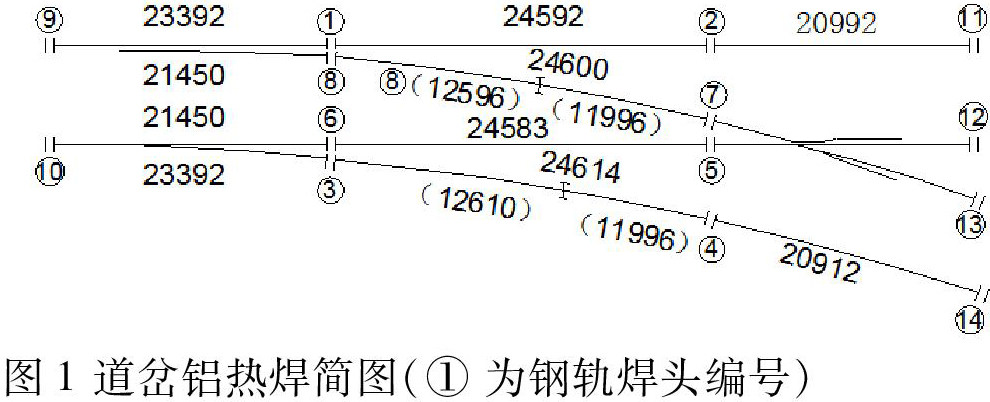
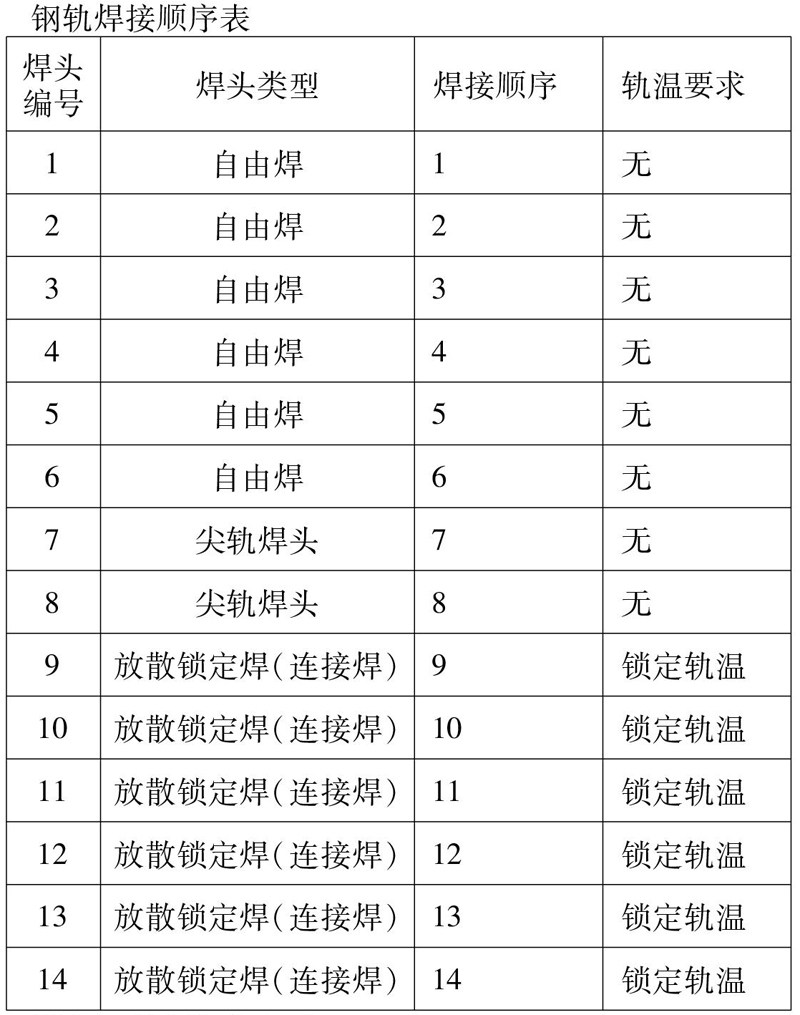
道岔焊接顺序如下图(图1)
钢轨焊接顺序表焊头编号焊头类型焊接顺序轨温要求1自由焊1无2自由焊2无3自由焊3无4自由焊4无5自由焊5无6自由焊6无7尖轨焊头7无8尖轨焊头8无9放散锁定焊(连接焊)9锁定轨温10放散锁定焊(连接焊)10锁定轨温11放散锁定焊(连接焊)11锁定轨温12放散锁定焊(连接焊)12锁定轨温13放散锁定焊(连接焊)13锁定轨温14放散锁定焊(连接焊)14锁定轨温 焊接过程中注意事项
①焊缝两端钢轨端头及1m范围保障干燥洁净。
②坩埚使用前必须保障完好无损、干燥、无杂物易熔塞表面干净。
③推瘤时机要把握准确把握,一般是在6.5分钟便可以进行,过早、过迟都会影响铝热焊质量。
④打磨后焊头顶面及轨头内侧工作面平直度允许偏差为:轨顶0.3~+0.5mm(粗打磨后初检,为细打磨预留0.3mm打磨量),轨顶不能低凹;作用边0~-0.2mm,只能凹陷;轨底平直度允许偏差为0~+0.5mm。
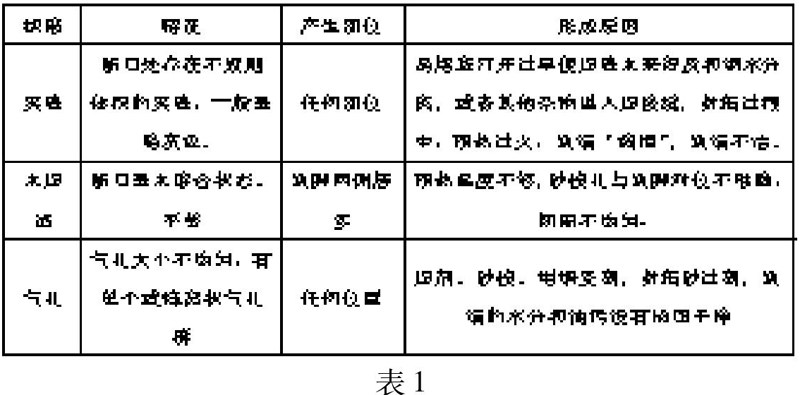
3、根据本节对铝热焊接采取的措施,结合实际结果,铝热焊缺陷及原因分析如下(表1)。
(三)无缝道岔应力放散
1、因道岔换铺及焊接过程中应控制在锁定轨温范围内,岔内应力已满足要求。无需进行应力放撒。
2、与无缝线路连接
(1)无缝道岔与相邻无缝线路的焊联应在设计锁定轨温范围内进行。
(2)当轨温在锁定轨温范围内时,松开道岔前后各200m范围内钢轨进行滚筒法自由放散,焊接道岔前后的6个接头。
(3)在困难条件下,当轨温低于设计锁定轨温0℃~10℃(含)范围时,先在道岔前后各焊一对长度不短于24m的短轨,并将短轨纳入道岔的管理范围。采用拉伸器滚筒法放散,利用拉轨器拉伸200m钢轨使其达到设计锁定轨温,拉轨器保压,然后进行铝热焊。无缝道岔及其前后线路总计不短于200m的范围作为一个单元轨节管理。
六、结束语
本文通过对无缝道岔铺设、焊接及应力放散施工的简单描述,详细说明了无缝道岔的施工方法。通过施工过程的不断实践,对影响施工成本和施工进度的各种因素进行研究和分析,总结提炼安全、高效的无缝道岔施工成套技术。提出高效合理的有针对性的施工措施和处理方案,为现场施工的安全、快速推进提供了强有力的技术保障。
参考文献
[1]《高速铁路轨道工程施工技术规程 Q/CR 9605-2017》
[2]《高速铁路轨道工程施工质量验收标准 TB 1054-2018 J1150-2018》

 京公网安备 11011302003690号
京公网安备 11011302003690号


