



- 收藏
- 加入书签

建筑钢结构工程及焊缝无损检测技术应用研究
 打开文本图片集
打开文本图片集
摘要:最近几年我国的建筑行业发展十分迅速,在建筑工程中钢结构构件应用的非常广泛,在钢结构焊接质量检测中有一个关键技术就是焊缝无损检测,其在建筑行业中重视程度也逐渐提高。所以,本篇文章就来分析超声检测以及渗透检测等常见技术,并探讨在钢结构中展开焊缝无损检测的应用技术。
关键词:钢结构;焊缝;无损检测技术;材料与设备
1分析钢结构中常见的检测技术
1.1渗透检测
渗透检测是利用毛细现象的检测技术,一般情况下,在液体接触到物体之后,如果这个物体存在毛细管或者是缝隙,那么液体就会顺着缝隙流入到其中,对毛细管润湿之后会使得缝隙水面升高,缝隙或毛细管的内径越小,那么升高的水面会越快,相反,如果不能对毛细管进行润湿,其液体在缝隙就会出现降低。根据这个原理,在焊缝的表面上涂抹渗透液,如果有缝隙或者是毛细管存在,那么渗透液就会渗入到里面。而渗透液可以分成着色以及荧光渗透检测,这两组对于显现缺陷的效果是有区别的,但在钢结构无损检测中效果都非常好。整体来讲,渗透技术检测灵敏度高,显示缺陷直观以及操作简单,不会受到钢结构的大小,形状以及缺陷方位的影响,但是这种检测技术其使用的渗透剂容易挥发,并且还有腐蚀性,,所以在使用时要注意安全,并且检测多孔性材料缺陷时,效果不理想,渗透检测在实际应用中存在局限性。
1.2磁粉检测
磁粉检测是根据磁性材料磁化之后形成的磁场来对焊缝缺陷进行检测的。从理论上来讲,磁性材料磁化后,会很大程度的提升其内部的磁感应强度,正常情况磁感应线会被约束在磁性材料中,不会与磁粉发生吸附情况,但是,磁性材料如果表面有缺陷存在,那么在工件表面磁感应线就会溢出来,形成磁极,并与磁粉产生吸附,这个时候在材料的表面均匀的防止着色的或者是荧光性的磁粉,有缺陷的部位就会大量的吸附磁粉,而按照磁粉聚集的部位就可以对缺陷的位置以及大小进行准确的判断。对比其他的检测技术,磁粉检测显示缺陷直观,灵敏度高,检测速度快,适应性好,成本低以及操作简单方便等优点,但是其职能在铁磁性材料中使用,对于不锈钢等其他材料没有作用,而且焊缝如果缺陷很深的话,在磁性有限下,其检测的准确度会受到非常大的影响。
1.3射线检测
射线检测主要是根据中子射线,Y射线以及X射线通过射线强度变化来判断材料内部焊缝缺陷,一般情况下,这种检测需要有专业的仪器进行辅助。不管是哪种射线,在经过物体时,都会衰减,因为物质不一样,其衰减的系数也是不同的,所以利用射线照射焊缝,并利用胶片进行干扰,最后经过暗室处理,就能得到光度底片,假如在某个位置有缺陷存在,那么射线在这个位置的强度就和其它地方不一样,底片也会不一样,通过底片黑度的不同来准确的识别焊缝缺陷。射线检测其灵敏度非常高,对缺陷的位置,尺寸,数量,性质以及厚度等能够准确的判断出来,在各种金属材料以及焊接工艺中均能适应,其检测效果在钢结构焊缝中效果很好,但是这种方法,会因为透射角度以及射线穿透能力而影响到检测结果,所以在锻件,钢管以及钢板材料检测中不适用,并且因为这种检测方法其成本较高,速度慢等原因,应用存在局限性。
1.4超声检测
超声检测同样需要有专业的仪器进行辅助,在检测中,超声探头发射超声波入射到工件中,如果存在缺陷会反射回来,并且反射回波会通过探头进行接收。对于缺陷的位置以及大小通过反射波在荧屏上的波幅高低以及位置来进行判断。通常来讲,超声波进入材料内部之后,虽然会根据原来的速度和方向继续传播,但如果有缺陷存在内部,那么就会导致两侧声阻抗不同,从而出现反射,通过捕捉和分析反射波,来检测缺陷。这种检测方法目前应用较为广泛,其有着准确性高,检测速度快,灵敏度高,成本低等优势,但是对于结果可能直观性不足,而且会受到缺陷的位置,形状,材质,外形等影响较大。
1.5新型检测技术
对比上述检测技术,在钢结构中其它检测技术虽不常见,但随着技术的进步,出现很多新型检测技术,其具备传统检测技术所没有的优势,在未来检测钢结构焊缝中,这些技术也是有着非常好的前景。
2在钢结构中应用焊缝无损技术需注意的问题
2.1合理的选择技术
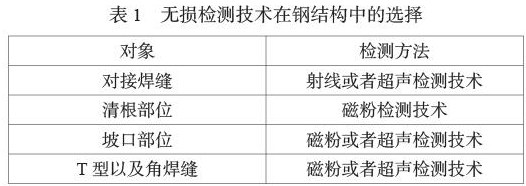
对于建筑工程来讲,采用钢结构虽然能够对抗震性能,结构强度等指标进行提升,但是因为实际施工差异较大,所以使得检测技术在钢结构中要求更多,而实际检测中,对于焊缝无损检测技术,要与实际工程结合一起来合理的进行选择,这样对于检测结果的有效性以及转准确度才能进行保证。比如,在检测磁性材料工件时,无损检测技术最好选择磁性检测,而在检测内部缺陷的时候,采用射线或者是超声检测技术比较适合,具体如何选择无损检测技术,可以根据如下表1进行参考。
2.2检验材料和产品
在检测过程中,对于外界的因素有很多检测技术会受到其影响,所以在检测正式开始前,一般都会根据要求来检验所需的材料以及产品,这样是为了对检测结果的影响进行预防。比如在着色渗透检测中,对于需要检验的产品,其温度要保证在10-50℃范围内,并且表面照度要在500Lx以上,这样在对渗透液进行涂抹时,就能避免出现蒸发液体的情况,而毛细管也不会因照度而模糊。另外,在检测受检产品的类型时,如钛,不锈钢等,需要对硫化物,渗透剂以及清洗剂的含量进行保证,不能在200ppm以下,以免腐蚀产品。
2.3选用的设备仪器
检测钢结构较为复杂,为了对检测需求在不同情况下进行适应,以此来对准确的结构进行保证,检测人员需要合理的选择设备仪器,避免检测结果因为设备而受到影响。比如在超声检测时,因为缺陷大部分都很小,所以为了对检测的分变率进行保证,超声探头要选择2-5MHz的频率。并且,对于超声探头检测性能也会受到探头晶片大小的影响,比如晶片大则检测的结果会更加的清楚,但对于表面波很容易受到其干扰,进而很大程度的增加判断缺陷的难度。而对于这种情况,就需要合理的选择探头晶片的大小,具体如何选择,是需要按照检测产品的材料而确定的。
3结束语
综上所述,在钢结构中虽然应用的焊缝无损检测技术非常多,但是每个检测方式其局限性以及各自的优势都是不一样的,所以,在实际的施工中,必要要结合工程实际情况,并按照不同的检测技术优势与局限性来合理的进行选择,并且还有要多注意检测技术应用中的细节问题,这样才能够充分的发挥出无损检测技术的优势。
参考文献
[1] 王晓锋. 浅析建筑钢结构工程及焊缝无损检测技术应用[J]. 建筑·建材·装饰, 2020, 000(001):110,117.
[2] 吴瑞. 建筑钢结构工程及焊缝无损检测技术应用对策探讨[J]. 中国房地产业, 2020(4):1.
[3] 黄又青. 大跨度空间建筑钢结构无损检测质量控制措施探讨[J]. 装饰装修天地, 2019, 000(002):44-45.
[4] 杨国锋, 马德志. 钢结构工程焊缝无损检测技术及其运用分析[J]. 安防科技, 2021(10):1.
[5] 丁爱香. 超声波无损检测技术在建筑钢结构焊缝检测中的应用[J]. 建材与装饰, 2019(19):2.
[6] 余忠辉, 余晓航, 何小军. GB/T 11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》废除后建筑钢结构焊缝检测规范应用的困惑及建议[J]. 工程质量, 2020, 38(1):5.

 京公网安备 11011302003690号
京公网安备 11011302003690号


