



- 收藏
- 加入书签

一起煤粉锅炉受热面爆管事故原因分析及事故处理
 打开文本图片集
打开文本图片集
摘要:通过对两台DHS型煤粉锅炉受热面管爆管事故的分析,发现为锅炉设计缺陷,并提出解决方案及以后设计工作中的注意事项,力求避免同类事故再次的发生。
关键词:爆管;设计烟速;冲刷;磨损。
0 前言
某热力公司2015年12月安装了两台DHS20-3.0-AⅢ型煤粉蒸汽锅炉。2016年5月投运至2016年11月,即发生炉膛出口后部蒸发受热面管爆管事故,导致紧急停炉。通过现场查看爆管及磨损位置,分析事故原因,提出整改方案,经过近一个月的改造,自2016年12月运行至今,锅炉一直安全、平稳运行。
1 锅炉基本情况
1.1 锅炉本体简介
该锅炉为立式角管式煤粉锅炉,由锅筒及锅内装置、燃烧室、水冷系统(炉膛、通道后壁及蒸发受热面)、省煤器、节能器、刚性梁、钢架、平台扶梯等主要部件组成,锅炉采用单个燃烧器顶置方式布置。
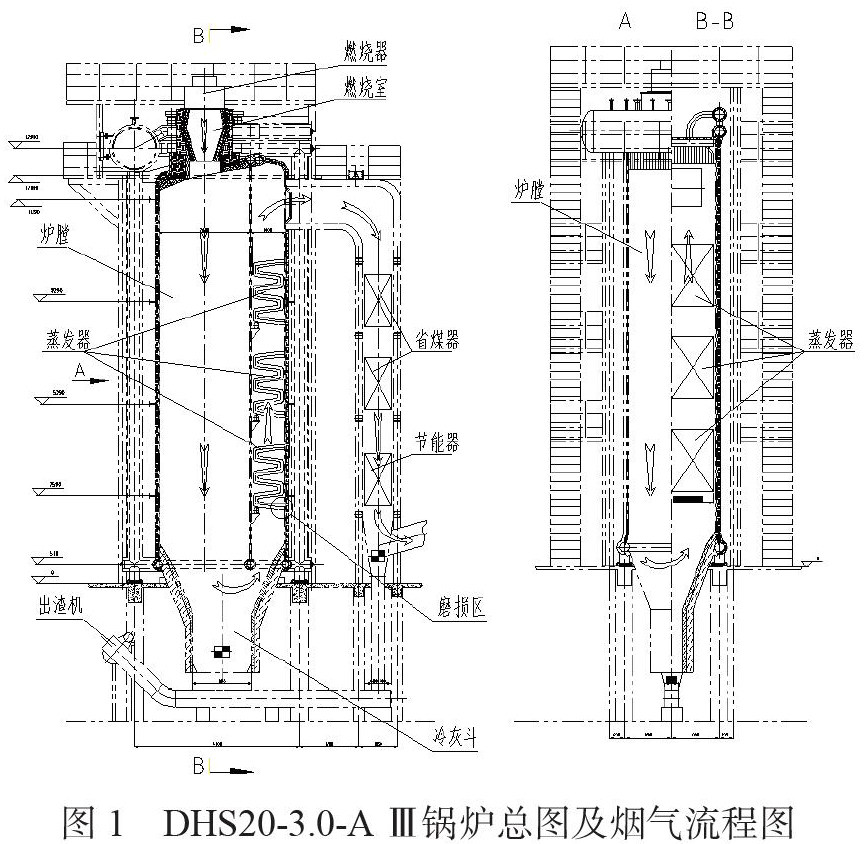
1.2 烟气流程(如图1):
燃烧器→燃烧室→炉膛→蒸发器受热面→省煤器→节能器→烟气排出。
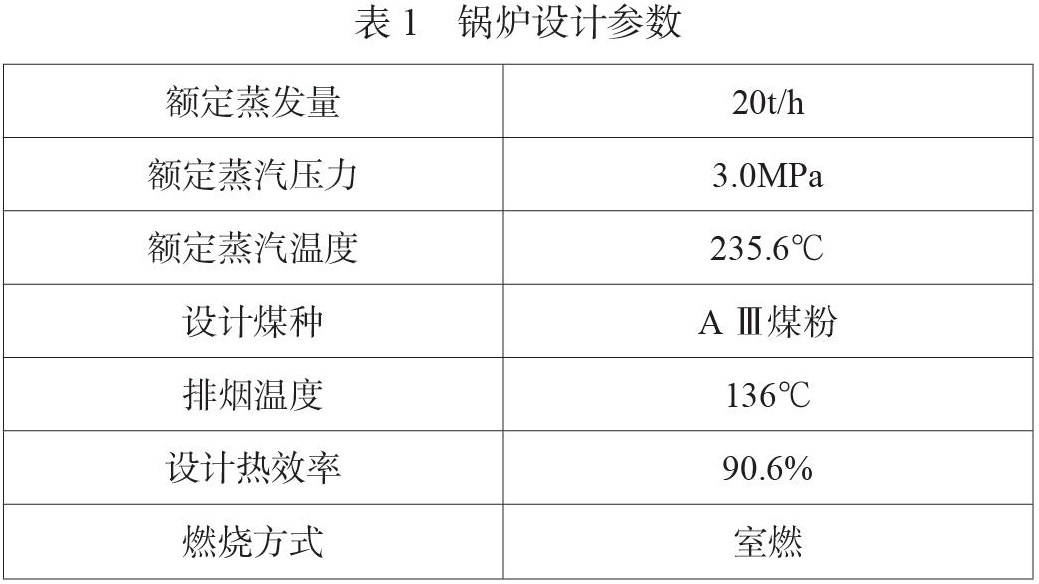
1.3 锅炉主要参数(见表1)
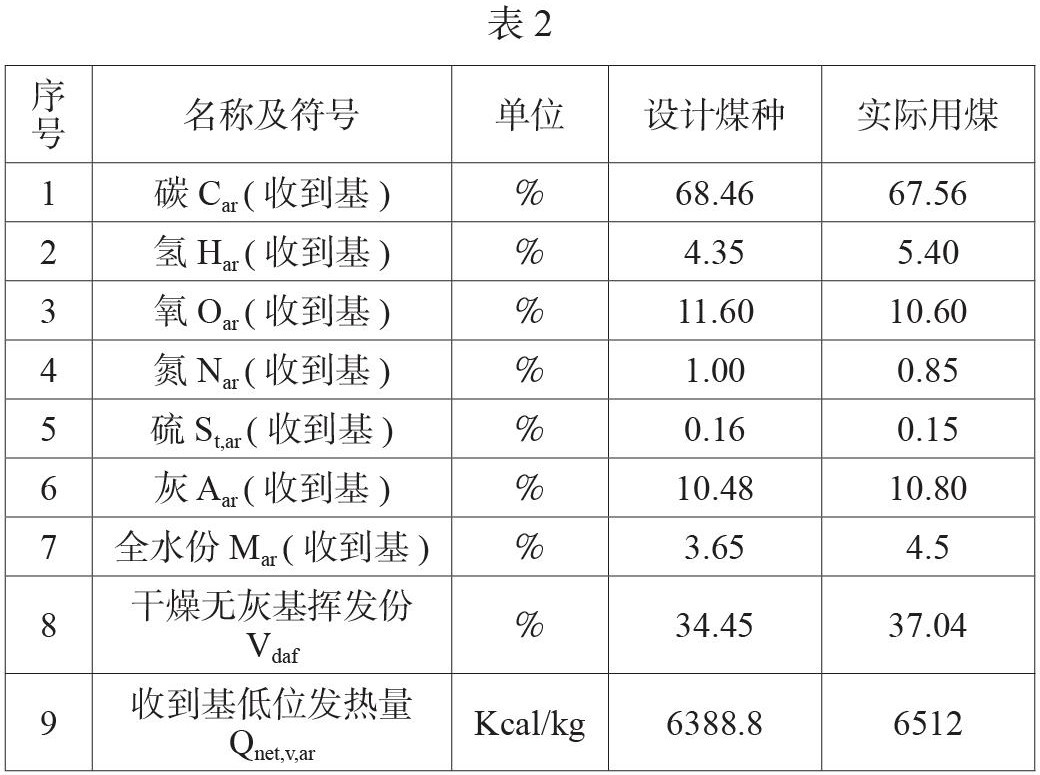
1.4燃料成分(见表2)
2 现场基本情况介绍
接到事故反馈后,我公司工程及技术人员及时赶到现场,查看了锅炉运行记录及锅炉事故情况。
锅炉房内共有2台该型号锅炉,经了解该公司向周边企业及小区提供汽源,当时用汽量约18~20t/h,汽压2.74MPa,两台锅炉交替使用。20t/h供汽时间为6h/d。预计后期企业供汽范围扩大,最大供汽量约24t/h。
现场查看两台锅炉事故具体情况为:
炉膛出口处第一级对流管束区域下部的左右侧墙偏后部及后墙膜式壁存在轻微磨损,管壁光亮,有磨损痕迹,无可见裂纹;后墙膜式壁管距第一级对流管束约400mm区域内80%的管壁有较明显金属被灰粒撞击坑痕。膜式壁管设计计算壁厚1.95mm,选用规格φ60×5,材质20(GB3087),测量壁厚减薄量在1.1-1.3mm。
炉膛出口第一级对流管束迎烟气侧第一排蛇形管防磨瓦光亮,肉眼可见明显磨损减薄痕迹;第二排蛇形管(未设置防磨瓦)存在严重磨损减薄现象,但无可见裂纹,爆管位置均发生在该排管处。磨损位置为蛇形管与膜式壁焊缝根部,钢管侧前方迎风面,磨损长度自焊根起至蛇形管纵向约10cm范围区域。蛇形管共计31组,当时已有十几根发生爆管,另有十几根存在严重磨损,仅余约5根完好。蛇形管设计计算壁厚1.65mm,选用规格φ32×3.5,材质20 (GB3087),测量壁厚减薄量在1.2-1.4mm。
3 事故分析
本锅炉蒸发受热面蛇形管为顺列布置,其第一排迎风面设有防磨瓦,第二排管未设防磨瓦,现场检查时发现第一排管完好但防磨瓦磨损严重,第二排管出现大面积磨损及漏点。同一时间段两台锅炉均出现相同位置蒸发受热面管大面积爆管事故,且膜式壁管及蛇形管大面积出现严重磨损、管壁减薄现象。
事故表现很明显为飞灰磨损所致,在短期内高温区出现此类较大受热面磨损问题较为罕见,为尽快给出解决方案,首先,对有可能引起该处受热面管磨损的各种因素进行分析、判断:
(1)制造、安装、检修工艺不过关
该受热面蛇形管与膜式壁整装出厂,顺列布置,现场查看蛇形管管排排列整齐,管组间间距较均匀,可以排除流速不均导致的磨损。
(2)实际使用煤质与设计煤质有偏差的影响
若实际使用燃煤灰分增加,导致烟气中飞灰浓度增高,灰粒对该处受热面管壁撞击次数增多,磨损加剧。对现场使用煤进行煤质分析:灰分Aar=10.80%,灰的磨损指数Hm=5.47,属低灰分轻微磨损性煤,煤质偏差甚小,非本次事故的主要因素。
(3)烟气流速(即飞灰速度)的影响
飞灰浓度一定的烟气,烟气流速增大时,飞灰颗粒对管壁的撞击力和冲刷力加大,磨损加快,飞灰磨损量与烟气流速的三次方成正比。由此可见,烟气流速对对流受热面的磨损起决定性的作用。
磨损处蒸发器蛇形管排为顺列布置,横向节距80mm,纵向节距80mm,管径φ32×3.5,工作压力3.12MPa,工作温度238℃,设计结构、间距及选材合理,亦不存在形成烟气走廊的情况。
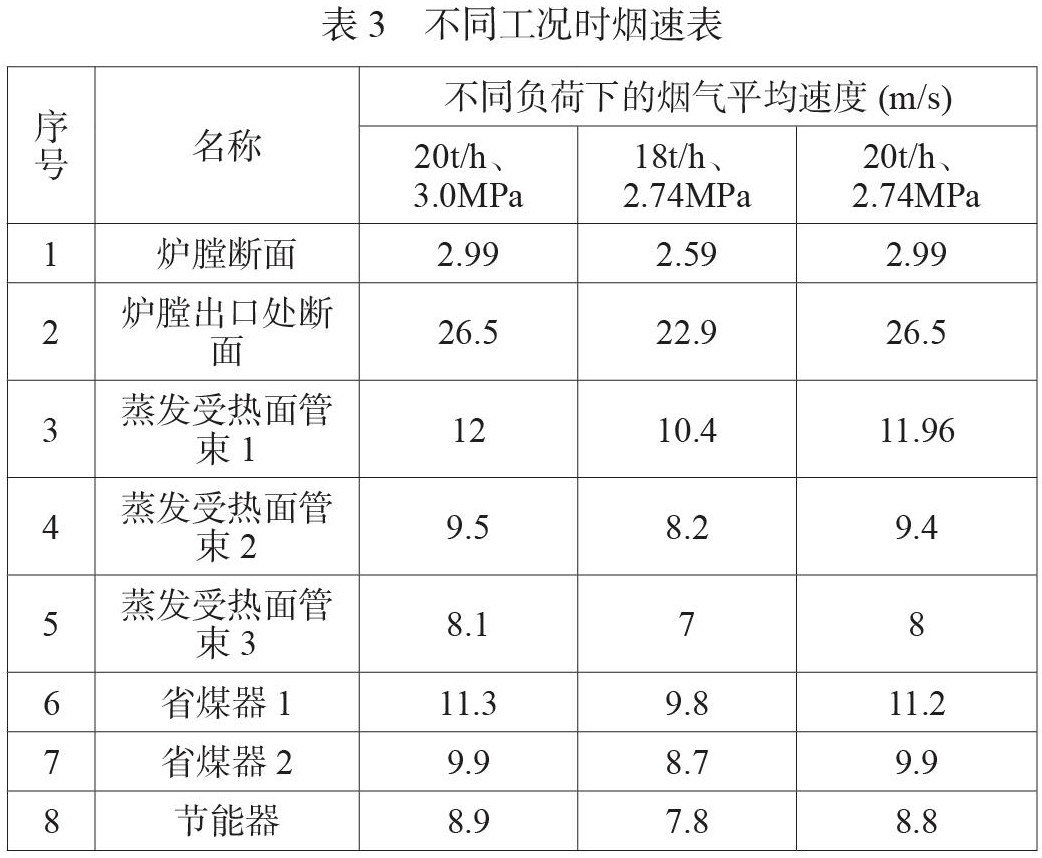
根据锅炉设计及运行数据核算各处烟速见下表3:
自表1可见锅炉出口断面烟气速度较合理烟速7~12m/s高出两倍之多,这样磨损就要增加几十倍,发生事故位置正位于此出口位置。
(4)灰粒特性的影响
灰粒越粗、越硬,则磨损越严重。烟灰颗粒的温度高时,颗粒较软,其磨损性能差;烟灰颗粒的温度低时,颗粒硬,其磨损性能强。磨损受热面所处位置烟气温度较后两级受热面温度要高270~420℃,此处入口温度在880~840℃范围内波动,灰较后两级受热面的硬度小,其合理烟速下磨损应较后两级受热面轻。
(5)飞灰浓度的影响
烟气中飞灰含量与燃煤灰分成正比,当灰分增大时,单位体积中的烟气含灰量也增大,飞灰浓度提高,灰粒对管壁的冲击次数越多,此时飞灰对受热面的磨损也越严重。而煤粉锅炉烟气中飞灰含量占总灰量的90%以上。如受热面磨损位于锅炉转弯烟道外侧,由于离心力作用此处飞灰浓度较大,且高速气流直接冲刷,磨损就很严重。
综上分析认为主要是因炉膛出口处烟气流速过高,蒸发受热面距离炉膛出口较近,高速气流在烟气射流作用下,烟速短距离未得到有效衰减,导致高速烟气夹带高浓度灰粒直接冲刷蒸发受热面且烟气发生偏流造成磨损。因烟气斜向冲刷,第一排管无法起到阻挡作用,致使第二排管暴露在烟气冲刷侧,磨损严重导致事故发生。
为彻底解决此次事故,应从降低炉膛出口烟速着手。
4 锅炉改造运行
为不影响热力公司正常运营,将其损失降到最低,特拟定整改方案,分两步进行改造。
第一步:对爆管处补焊,增设导流板,保障锅炉短期正常运行。
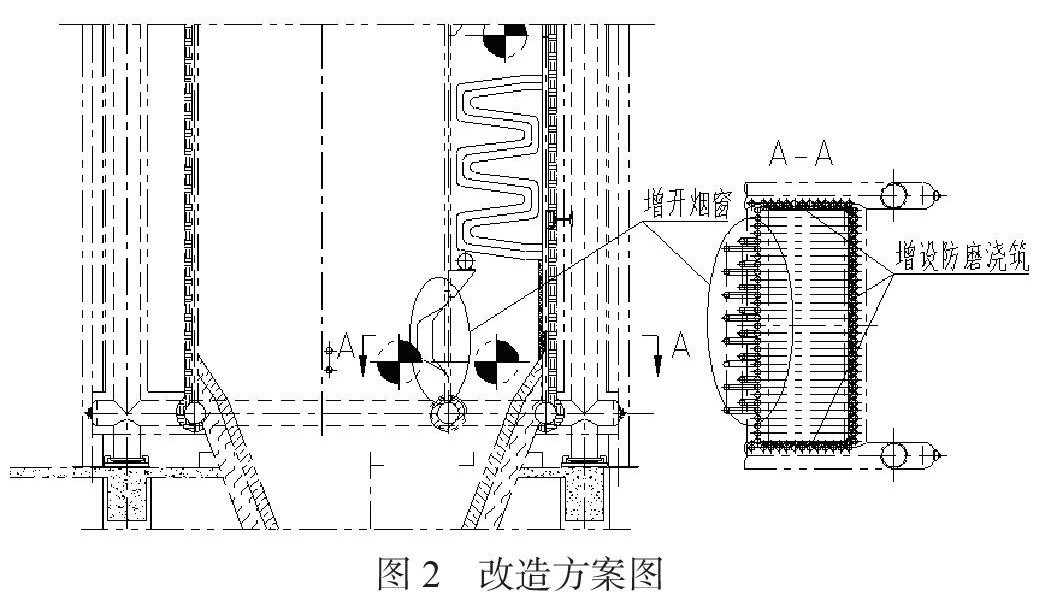
第二步(见图2:改造方案图):
(1)整体更换后墙第一级蒸发受热面及其连接的膜式壁管;
(2)前三排蒸发受热面蛇形管与膜式壁连接处增设防磨护罩;
(3)第一级蒸发受热面管束区域下部的左右侧墙及后墙膜式壁增设防磨浇注料;
(4)炉膛后壁底部原膜式壁结构改为烟窗结构,额定工况下炉膛出口烟气流速降低至9m/s。
经过为时一个月的改造后,两台锅炉均正常投入运营。后期回访该锅炉投运至今运行良好,未出现类似事故。
5总结
锅炉受热面飞灰磨损是运行中普遍存在的问题,其主要影响因素有烟气流速、飞灰浓度、颗粒直径、灰粒磨损特性、炉内流场、受热面及内衬材质等。要做到真正的降低磨损,须从设计、安装、运行等全过程进行控制。
5.1从理论设计上控制
炉膛出口烟窗及尾部各受热面应选取合理的烟气流速。
5.2从结构上来控制
(1)在对流受热面区域迎烟气冲刷侧的前排管子应设置防磨瓦板或使用耐磨管材;
(2)在高速烟气直接冲刷的膜式壁区域建议焊销钉增设防磨浇注料;
(3)对流受热面尽可能采用顺列布置
(4)提高安装精度,防止烟气偏流。
5.3从运行上来控制
严禁长时间超负荷运行,防止烟气流速过高增加磨损。
参考文献
[1]《锅炉原理》西安交通大学 陈学俊 陈听宽主编 机械工业出版社
[2]《锅炉机组热力计算标准方法》[苏] (1973年)
作者简介:周丽丽(1981-),女,工程师,2010年至今一直从事锅炉的设计与开发工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


