



- 收藏
- 加入书签

玉米收获机剥皮机构的焊接工艺策划
 打开文本图片集
打开文本图片集
摘要:为提升玉米剥皮效率,提升玉米处理工艺技术,本文主要针对玉米收获机展开研究,在玉米剥皮设备长时间应用的过程中,剥皮机构经常受到外部环境的影响,在氧化、腐蚀、长时间剧烈震动等加工中,出现断裂、破损等问题。因此,在实际的加工环节,玉米收获机设备的焊接工艺应用至关重要。具体的研究从了解玉米收获机应用相关概述展开,研究玉米收获机焊接的相关工艺,提升玉米剥皮机械化生产效率,延长设备使用年限。
关键词:玉米收获机;剥皮机构;焊接工艺策划
前言:本文研究主要以4YZB-2型号的收获机展开研究,由于我国玉米主产区集中在东北、河北以及内蒙古、西南以及华北平原等区域,玉米机械生产的效率较高。因此,为满足机械化生产的各项需求,选择使用何种机械设备就成为了其中重点。当前我国机械设备中双排自走式机械使用效率相对较高,获得了较大的市场份额。在收获机日常的使用中,通过长时间的使用会出现磨损、腐蚀等问题,剥皮装置作为其中研究的构件,是维修与保护的重点部位。在此种情况之下,为尽可能减少上述问题,维修方案的制定中,可选择焊接工艺加以维修,维持设备持续运转,进而控制收获成本。
一、玉米剥皮机相关结构
由于不同环境下,农业产物收获作业环境呈复杂性[1]。同时,设备应用季节性强,作业周期工作量大,农业机械设备在长时间储存的状态下,可能发生变化。使用单位在农业机械的实际应用之中、受农作物以及其他作物的影响后,难以与机械设备的实际需求保持一致。玉米收获设备与其他设备在使用中具有相似性,使用方式基本一致[2]。但是,在实际的应用之中,受外部环境的影响,其制造的工艺需要更加严格且认真地对待。剥皮装置作为整部设备中最重要的部分之一,制造要求更高,尤其是在焊接工艺部分,制造零件时,为保证焊接工艺的稳定与全面性,在展开焊接工作的过程中,可以选择不同种类的技术完成焊接。在保证焊接技术质量的同时,达成成本控制目标,有效达成玉米剥皮设备细小零件及部位的高质量处理需求。
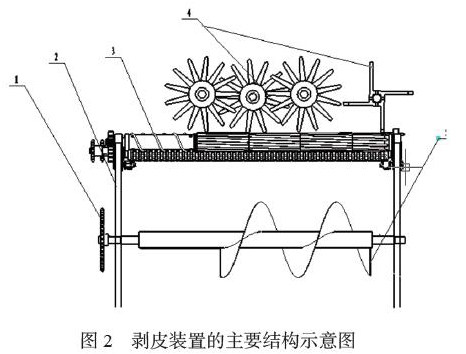
由下图中内容可知,剥皮机构成相对复杂,其中包含计价、剥皮辊组、压送装置、籽粒回收装置 及传动系统等部分组成。在此之中,剥皮装置为主要工作部件之一,使用原理为通过设备与玉米摩擦力作用,使玉米皮随之被剥下来。
其中利用了摩擦力原理与旋转推力原理作用,防止果穗在实际应用中出现跳动以及跳头等问题出现,为避免玉米长时间滞留,或长时间卡在凹槽之中,影响剥皮工作效率,导致破损问题等出现[3]。通常剥皮装置在收获机中会与水平方向上的设置保持同等高度,方便之后的玉米向前运动。剥皮机构构成如图2中结构所示,通过角度设置的形式方便玉米向后运动,实现自动化作业。
二、剥皮机构装置焊接工艺
剥皮机构作为机械设备运转的重要组件,对于及加强度的要求十分严格,但是装置机架主要是采用二保焊完成[4]。
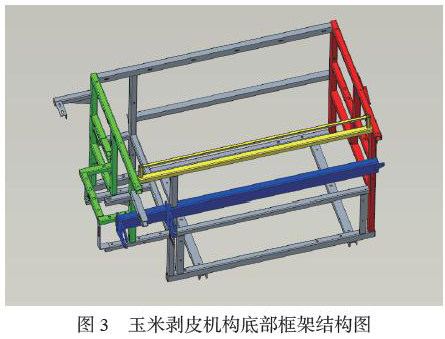
由于玉米剥皮机工况条件恶劣,整体部件结构强度要求非常高,同时考虑生产效率,整体框架采用二氧化碳保护焊,焊丝直径1mm,螺母采用凸焊工艺。因此,焊接材料的实际应用中,焊接质量需要有效保证。在电流的合理控制下,使电焊条达到相应的温度,完成焊接工作,以防止焊接工艺对设备产生不可逆的影响,提升剥皮机构的稳定性。如:底架框架分块图,焊接采用分块结构、总拼的策划方式,不同颜色为分块部件,在选择焊接工艺的过程中,可以根据部位的不同选择合适的焊接方式,具体如图3中内容所示。
三、剥皮机构装置焊接工艺操作及应用注意事项
(一)二氧化碳气体保护焊技术
1.二氧化碳气体保护焊技术应用优势
目前,我国常用的二氧化碳保护焊技术的应用中,使用人员将其分为两种形式,由于其属滴状过度焊接,飞溅较大,使用中缺少稳定性,因此在生产中使用的数量较少,但是对于大型设备的焊接来说,该项技术的焊接质量较高可有效保证焊接质量,并提升焊接表面的平整度。
实际焊接工作展开之中,焊接中二氧化碳气体保护操作相对简单,构件厚度要求小,全位置焊接工艺操作简单,焊缝也可保证美观性,防止二次分裂缝问题能力高,焊后变形问题减少。因此,在焊接工艺应用之中,可通过二氧化碳气体完成护焊环节,保证焊接质量。
2.二氧化碳气体保护焊技术使用的材料
通常情况下,参与焊接工作的二氧化碳保护焊技术应用材料为:
①CO2气体,以液体的形式贮存与钢瓶之中。
②焊丝(比母材含有较多Mn、Si脱氧元素),保证焊缝金属性能,方式出现气孔、飞溅等问题。
③焊丝型号与规格,ER(焊丝),玉米剥皮机构在选择焊丝时可选用H08MnSi2A中ER49-1型焊丝,这主要是由于剥皮机构材质属于低碳钢与合金钢,在焊接中并无过高的技术要求。
3.二氧化碳气体保护焊技术操作中需要考虑的因素
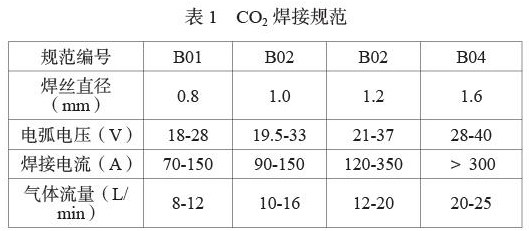
二氧化碳气体保护焊技术操作之中,操作人员需要对多方面因素加以考虑,焊接表面需要保证无杂质,避免焊接中出现块状或是球状异物,影响焊接表面的平整度[5]。出焊接位置表面的预处理工作,焊接人员还需要加强对于焊接电流、时间等方面的关注,若焊接中电流过大,阻抗将发生变化,焊接表面未知的平整度也将难以保证。焊接时间的控制方面,焊点需要保证相应的强度,时间控制可达到相应标准,玉米剥皮机构的焊接工艺应用中,焊丝与焊件在接触之中,引燃电弧,以连续送电的形式进行焊接,利用二氧化碳隔绝空气保证焊丝末端与熔池不受影响。具体的焊接规范如下表中内容所示。
(二)凸焊焊接技术
1.凸焊工艺应用优势
凸焊工艺具体操作在实际应用中具有一定的优势,焊接人员在一个循环之内可以完成多个焊点的焊接工作,其具有生产率高的特点,且并不会受到分流的印象,可以在窄小的位置完成焊接工作。同时对于玉米剥皮设备来说,凸焊技术可以用较小的电流完成焊接工作,在形成较小熔核的情况下,对于窄小部位展开焊接工作,且不受点距的影响,定位准确,也可在一定程度上加上减少设备上的压痕,焊机自身的电流密度小,散热能力强,且磨损率相比其他焊接工艺较小,对于电机的保养与维修方面来说,可以控制成本。其中,螺母焊接工作展开之中,凸焊技术可以有效达成此焊接标准。凸焊工艺的使用中,焊接人员同样也需要做好相应的质量控制工作,并在此基础上,对其表面进行处理,并在设备整体上进行突转工艺的应用,以提升设备的使用寿命。
2.凸焊技术应用材料
凸焊技术所使用的材料主要为:2类电极合金制造,以保证电极合金的电导率、强度、硬度以及耐热性。凸焊电极的类型包含三种:点焊用的圆形平头电极,大平头棒状电极以及局部接触面的电极。同时,凸焊焊接中采用模具与夹具,将此设备安装在玉米剥皮机需要焊接的位置,可做用于电极,其本身并不具备导电性能,安装在上电极上,可以防止分流情况出现,保证焊接质量。弹簧接是焊接中常见的一种夹具,可采用真空吸附的形式安装在电极之上。对于大型凸焊构件来说,需要重视的部分较多,包含定位,夹紧、导电等方面。
3.玉米剥皮机构凸焊焊接技术—螺母焊接需要注意的因素
①螺母焊接技术首要要求的标准为螺母的焊面必须为平面,且凸焊电极需要一定的空间,一般情况下凸焊电极分为多种型号,直径各不相同,为满足一米剥皮机构需求,本文采用的电极型号为直径Φ38的电极,这主要是基于玉米剥皮机构的安全需求制定的。
②凸焊焊接技术定位底孔的需求方面。为控制焊接成本,螺母敢接的底孔标准被设置成统一的规格,其标准为(M+1)mm
(三)焊接工作完成后的维护工作
焊接工作完成之后,焊接人员可以通过锤击点焊位置及周边位置,防止设备长时间运行出现二次破损的问题。若出现裂缝碎渣、烧穿、脱落等问题,焊接人员还需要利用其他技术完成补充工作,避免各种情况出现。检查工作完成之后,焊接人员可将焊接位置磨平,防止焊接部位不平整造成人员受伤、损伤异物情况出现等。
结束语:综上所述,本文主要针对玉米收获机剥皮机构的焊接工艺展开研究,在玉米收获机剥皮机构相关概述、玉米剥皮机相关结构、剥皮机构装置焊接工艺几个方面展开,以在了解设备整体结构的同时,利用二氧化碳焊接工艺与凸焊工艺完成设备维修工作,在焊接工作展开中,通过不同因素的控制,防止焊接位置因为温度过低、焊接条为到达指定熔点等问题出现,造成焊接表面不平的情况出现。在此基础上,使用焊接保护工艺,通过磨平技术以及涂装技术,保证剥皮装置的外表平整度,提升其自身的防腐能力,为设备使用寿命提升做出保障。
参考文献
[1]吴晖辉,曾宪荣,方王进,吴福培.全自动线束端子插入机设计[J].机械设计与制造,2021(11):212-215.
[2]蔡静,张俊.柑橘自动剥皮设备划皮机构设计与研究[J].农业装备与车辆工程,2021,59(09):1-5.
[3]吴佳青,许艳萍,卢璐,陈尤,曹旦.一种新型高压带电剥皮与接地一体化机构的研制[J].电测与仪表,2020,57(05):148-152.
[4]王璐,张健,王海艳.4YZ-3B型自走式玉米收获机的设计[J].农业科技与装备,2017(11):38-39.D
[5]姜新波,孙金浩,马岩,杨春梅,郭璨.自走式枝丫材剥皮机关键部件的结构设计与分析[J].林业机械与木工设备,2017,45(07):15-18.
[6]李世豪,齐应杰.玉米剥皮机部件改进设计及三维仿真应用[J].农机化研究,2017,39(04):158-161+172.

 京公网安备 11011302003690号
京公网安备 11011302003690号


