



- 收藏
- 加入书签

薄壁壳体零件工艺设计及加工变形控制
 打开文本图片集
打开文本图片集
摘要:薄壁壳体类零件广泛运用于工业各领域,该类零件存在壁薄,内型复杂等特点,加工过程中会出现严重变形。通过工艺设计,变形分析及优化加工流程,达到减少其变形,提高产品质量的目的。
主题词:薄壁壳体、优化加工、变形控制
中图分类号:G4 文献标识码:A 文章编号:(2021)-9-396
1前言
近年来随着我国经济建设进程的不断加快,各个生产领域对各种生产及测试实验设备的需求越来越多,作为测试、仪器等领域设备中重要的组成零件之一的薄壁壳体零件的使用频率及要求也越来越高。该类薄壁壳体零件具有壁厚薄,易变形等特点。研究该类薄壁壳体类零件的加工方法,提高加工效率及产品质量,有巨大的市场空间及经济价值。
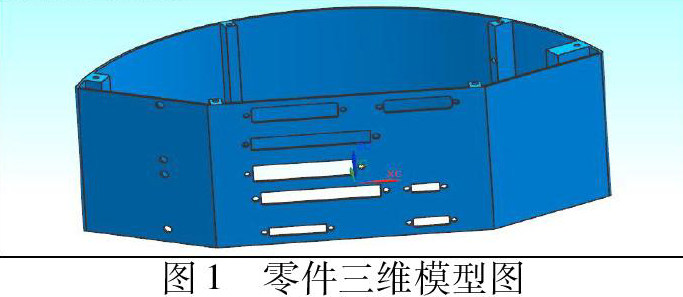
2 零件结构分析
如图1所示为某薄壁壳体零件模型图,该零件内形为多处凸台,圆弧面及斜面组成的内型面,零件外形由外圆弧面,零件壁厚仅为1.5mm。该零件是典型的薄壁壳体零件,侧壁薄,型腔封闭,在加工及工艺设计过程中,需要注意的是零件的工艺流程安排及零件装夹的考虑。
3 零件工艺设计
3.1 加工顺序的选择
分析零件结构可得:零件内外形均由圆弧面及斜面组成。在零件加工过程中,内外形的加工先后顺序是工艺设计时考虑的重点。考虑到零件外形面上向心孔的加工,应在零件外形加工后才能对零件侧面孔进行加工。因此首先应加工零件外形,然后再加工零件内形。
3.2 装夹定位方式的选择
由于零件壁薄,加工时不易装夹定位。当零件外形加工到位后,在加工零件内形时,由于零件无装夹位置,因此在加工外形时,考虑到后续装夹,预留工艺块,工艺块主要用于零件装夹,并且也可用于零件中心找正。
3.3 零件加工方法的选择
零件外形及内形均为圆弧、斜面的口框组成的型面,因此考虑采用数铣或线切割来加工零件内外形,正面口框选择使用数铣加工。
进一步分析可得,由于零件内形转角多,且空间小,数铣存在无法加工清角,零件高度过大不易加工等问题,因此选用线切割进行加工。
在零件外形加工时,则选择加工效率更高的数铣加工,并且能一并加工正面口框,保证口框的位置正确。
3.4 工序流程的安排
根据上述零件加工难点的分析及加工方法的选择,确定了零件工艺流程:铣(毛坯开粗)-数铣(铣零件外形及正面口框)-线切割(加工零件型腔)-钳(打磨零件接刀痕、电离腐蚀层)-表处(阳极化处理)-喷漆(喷漆)。
4 零件变形分析
4.1 现象分析
线切割加工后,经测量,零件上下表面孔位偏移约2mm左右。零件出现较大变形。
4.2 原因分析
零件上下表面已制孔为数铣加工,经程序检验及验证,数铣完毕后,该组螺纹孔位置正确,说明在线切割后零件出现变形。
结合零件加工过程,分析可能造成零件变形的原因有以下4点,对该4条原因逐条分析可得:
①零件装夹时夹紧力过大
线切割加工时,通过压正面工艺块来装夹,装夹时并未直接施加力在零件本体上,且通过分析零件变形情况可得,零件变形集中零件长度方向,与夹紧力成90度。故可排除该原因。
②加工时切削量大,零件受力变形。
线切割加工属于特种加工,通过瞬时高温放热来熔蚀零件来加工零件,因此零件在加工过程中并未受到力的作用。故可排除该原因。
③零件加工过程中产生的热变形
线切割加工过程中采用水基冷却液,该冷却液有显著的冷却效果。在零件取下后,对其温度与室温相差无异,说明零件的热变形不是原因。故可排除该原因。
④加工时零件内应力释放
如上所述,线切割加工不会对零件施加力的作用,因此不会产生内应力。内应力的释放只能来自上道工序数铣的残留内应力。分析数铣加工内容可得,加工过程中,去除了大量零件材料,零件产生的内应力残留在零件内部,线切割加工时,内部毛坯被去除,零件应力得到释放。由于零件壁薄,导致零件出现严重变形。故零件加工时残留的内应力释放是导致零件变形的主要原因。
综上所述,造成零件变形的原因为零件内部残留内应力释放。数铣加工时零件残留内应力未得到充分释放,在线切割加工时,应力释放,从而造成严重变形。
4.3 解决措施
通过上述原因分析可得零件残留内应力的释放是造成变形的主要原因,因此需在零件加工成型前去除零件残留的内应力,从而避免应力释放造成的变形。
5 零件变形控制
5.1 方法选择
内应力释放主要通过时效处理,常用的方式有以下3种:
①自然时效
自然时效是通过将零件放置一段时间,自然的使残留内应力松弛或部分消除,此种方法虽不需要任何附加设备,但生产周期很长,消除内应力亦不彻底,不适用该零件。
②振动时效
振动时效是通过共振达到消除内应力的方法。此种方法优点在于时间短,设备费用低,但是振动时效设备往往用于时效零件外形较大的零件,故不适合该零件。
③高低温时效
高低温时效是对零件进行高低温循环处理消除内应力的方法。该方法能有效的降低零件的残留内应力,对体积较小的零件由显著的效果。
通过上述分析并结合生产实际,为降低零件残留内应力,采取的最好方法时采用高低温时效处理。
5.2 工艺优化
分析可得,可通过高低温时效的方法来去除残留内应力,因此对零件进行粗精加工,在粗精加工过程中插入时效处理,去除内应力,即可避免零件变形。
根据上述分析,优化后零件的工艺流程如下:铣(毛坯开粗)-数铣(粗铣零件外形及正面口框)-线切割(粗加工零件型腔)-高低温时效(去零件开粗残留内应力)-数铣(精铣零件外形及正面口框)-线切割(精加工零件型腔)-钳(打磨零件接刀痕、电离腐蚀层)-表处(阳极化处理)-喷漆(喷漆)。
5.3 结果分析
按照优化后的工艺流程对零件重新加工,经检验,测得零件变形量控制在0.2以内,能够满足使用要求。说明通过上述工艺流程优化,有效的控制了零件的变形,提高了产品质量,达到了预期的效果。
6 结语
本文对薄壁壳体零件的装夹及加工方式的选择和变形原因、变形控制方法进行了分析。并通过对零件进行粗精加工,增加时效处理来去除残留应力,减少零件的变形,提高零件的质量。为该类薄壁壳体零件的加工提供了一种切实有效的工艺设计流程及变形控制方法。
参考文献
[1] 韩荣第.金属切削原理与刀具(第3版).哈尔滨:哈尔滨工业大学出版社.2007
[2] 王启平.机床装夹及夹具设计. 哈尔滨:哈尔滨工业大学出版社.2010
[3] 陈朴.机械制造技术基础.重庆:重庆大学出版社. 2008
[4] 王启平.机械制造工艺学(第5版).哈尔滨:哈尔滨工业大学出版社.2005
贵州航天风华精密设备有限公司 贵州省 贵阳市 550000

 京公网安备 11011302003690号
京公网安备 11011302003690号


