



- 收藏
- 加入书签

巨型十字靴梁式柱脚施工技术
 打开文本图片集
打开文本图片集

摘要:随着社会发展、城市一体化建设的推进,钢结构强度高、造型美观、工厂化生产、可重复利用的优点广泛应用在高层建筑、车站站房、机场、大型场馆等。但仅通过锚栓拉力和底板压力作用共同抵抗弯矩,其整体刚度偏弱,当外荷载过大时,无法实现柱脚的完全固结效果。为了弥补柱脚在刚度、承载力、抗震性能等方面的不足,预埋靴梁式柱脚应用及其施工方法,在不影响柱脚节点塑性铰发展的前提下,提高了柱脚的刚度、承载力和抗震性能。
关键词:钢柱脚;靴梁;刚度;抗震。
中图分类号:TU 文献标识码:A 文章编号:(2021)-01-430
1 工程概况
新建北京至雄安新区京雄城际铁路雄安站站房项目,钢柱柱脚采用预埋靴梁式柱脚,柱脚共252根,均为十字型截面,最大截面为:2200×2200×45×45×1400×80mm,最大重量约45t,其中单个靴梁约4.0t,柱脚埋入深度3.2m。
针对柱脚重量大、安装精度高、施工场地受限、交叉作业多、施工工期紧的情况,结合施工场地、机械配备情况,采用锚栓套架进行地脚锚栓预埋、柱脚本体与靴梁独立加工,运输至现场后原位安装的施工方法,高效的完成了节点施工目标。
2 适用范围及工艺流程
2.1适用范围
适用于大型钢结构柱脚的设计和施工,可在类似大型车站站房、会展场馆、高层钢结构建筑等工程中推广应用。
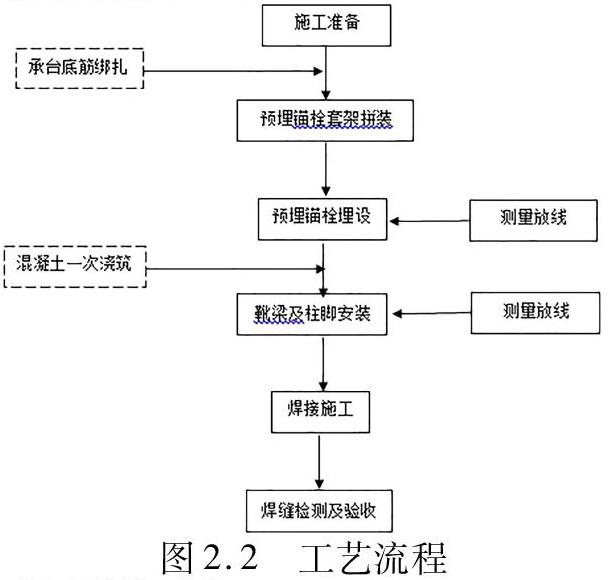
2.2 工艺流程(见图2.2)
3 施工技术及操作要点
3.1施工准备
钢柱柱脚、靴梁、地脚锚栓均在加工厂制作,制作完成后在工厂进行检查验收,验收合格后运输至施工现场。
3.2预埋锚栓套架拼装
3.2.1预埋锚栓套架特点
a.形成稳定整体,确保混凝土浇筑时不发生或少发生位移;
b.可循环利用;
c.套架可实施性强,现场安装方便。
3.2.2预埋锚栓套示意图
在料场内将柱脚套架及锚栓拼装成单元体(见图3.2)。
3.3预埋锚栓预埋
地脚锚栓预埋是钢结构工程的第一项工程,地脚锚栓安装精度直接关系到整个钢结构安装的精度。套架的应用提高了地脚锚栓稳固和精确定位。
本工程柱脚预埋锚栓套架主要采用50t汽车吊或塔吊进行安装。
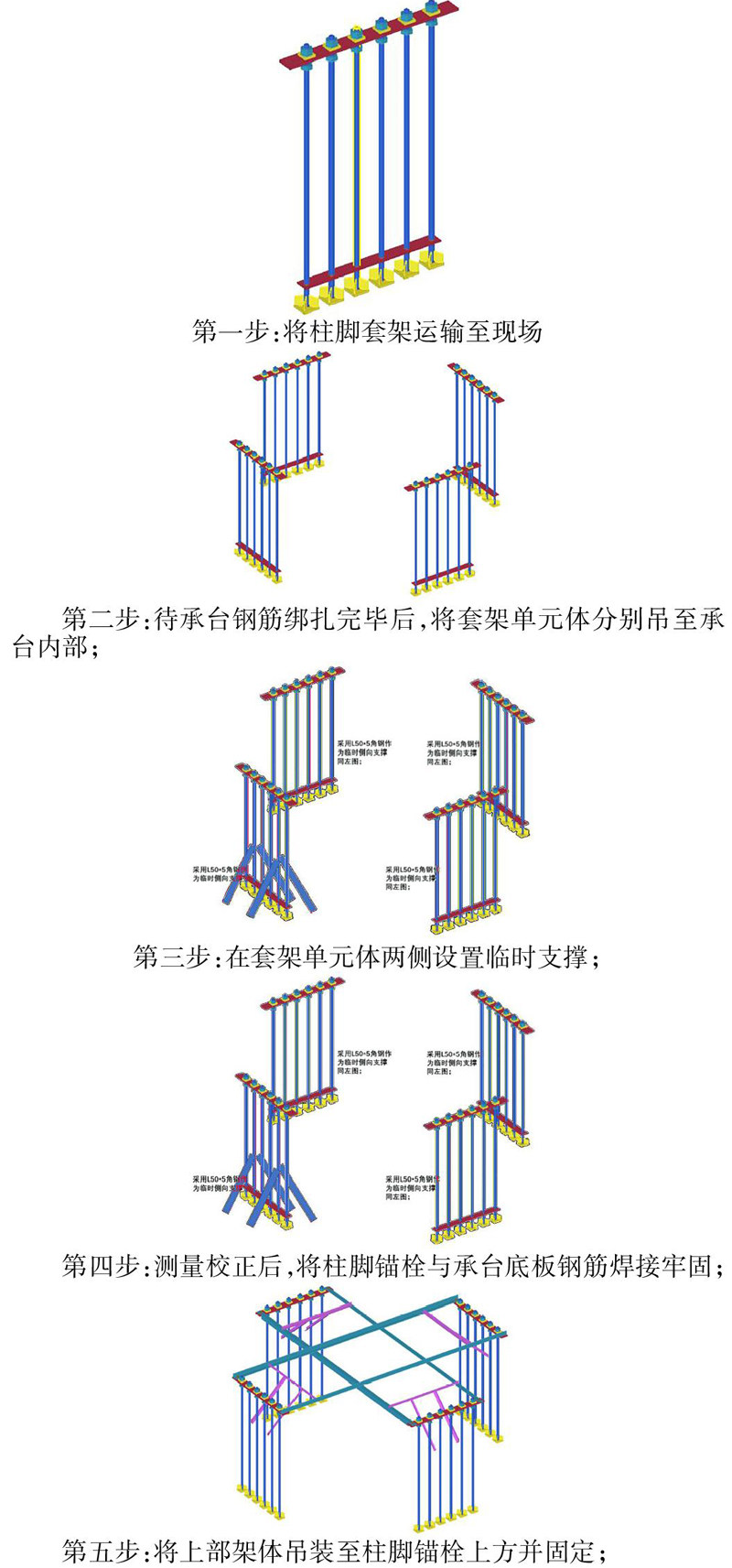
第一步:将柱脚套架运输至现场
第二步:待承台钢筋绑扎完毕后,将套架单元体分别吊至承台内部;
第三步:在套架单元体两侧设置临时支撑;
第四步:测量校正后,将柱脚锚栓与承台底板钢筋焊接牢固;
第五步:将上部架体吊装至柱脚锚栓上方并固定;
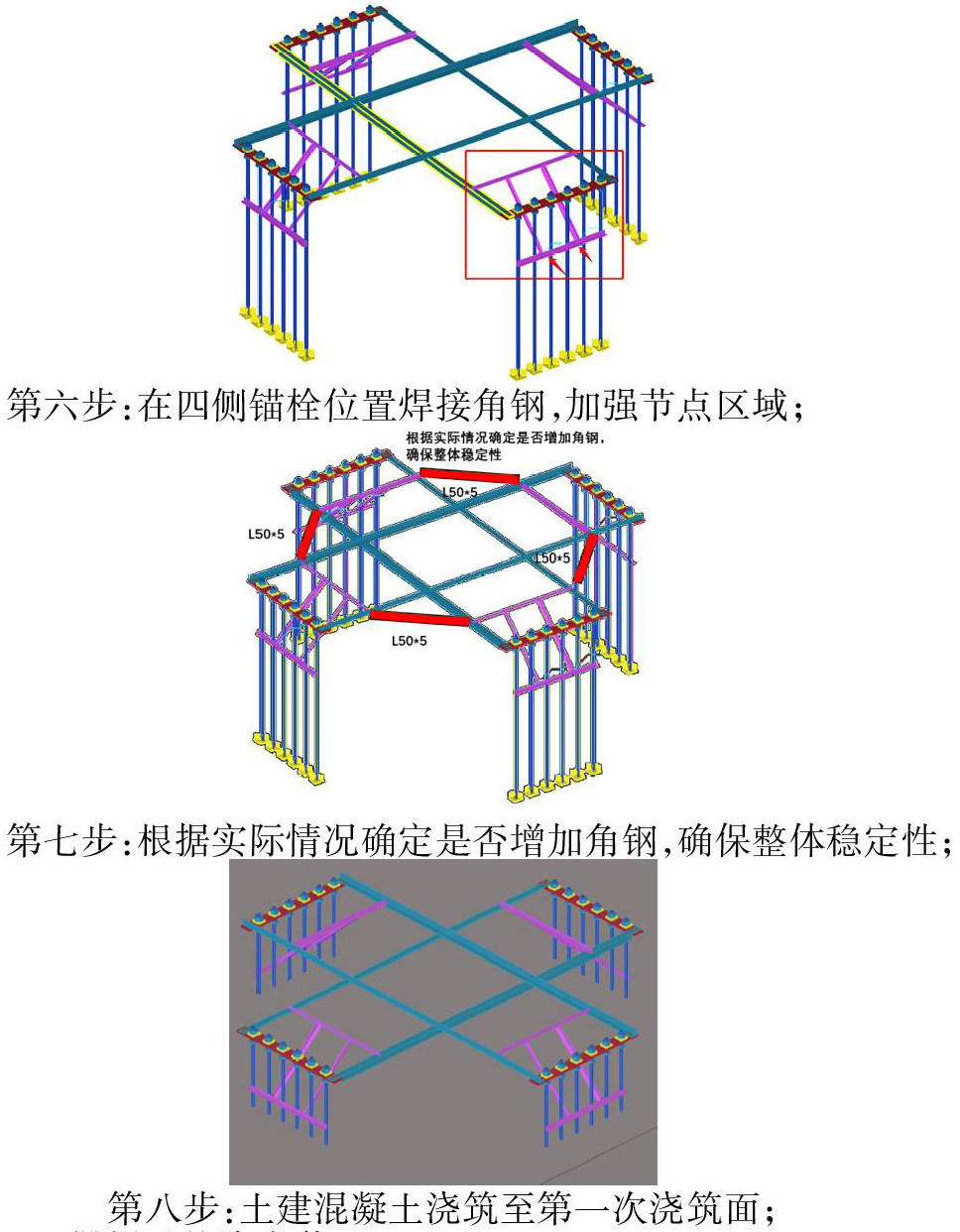
第六步:在四侧锚栓位置焊接角钢,加强节点区域;
第七步:根据实际情况确定是否增加角钢,确保整体稳定性;
第八步:土建混凝土浇筑至第一次浇筑面;
3.4靴梁及柱脚安装
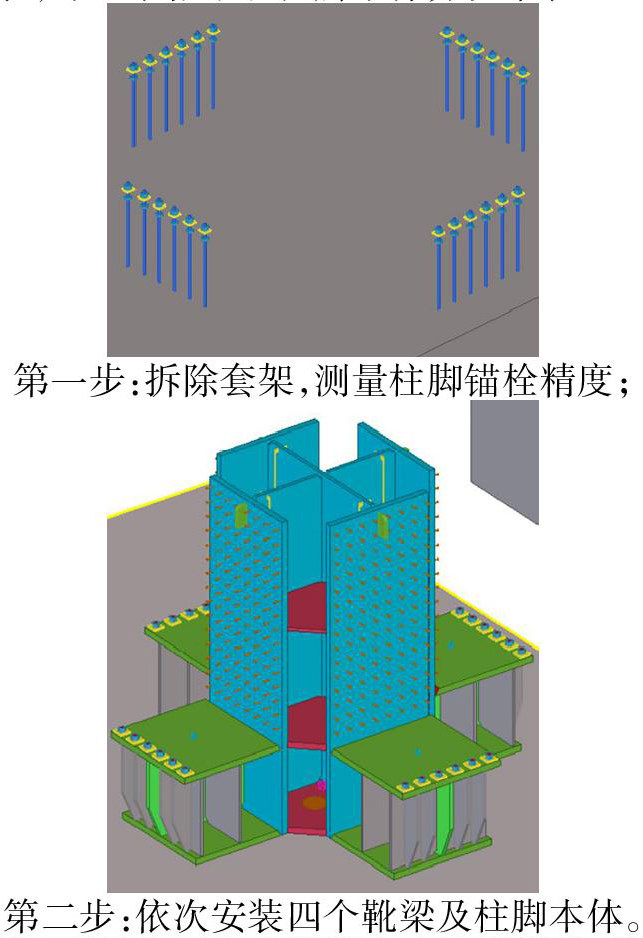
待首次浇筑混凝土强度等级达到设计要求,即可分五次进行柱脚的吊装,即四个靴梁和柱脚本体分次吊装。
第一步:拆除套架,测量柱脚锚栓精度;
第二步:依次安装四个靴梁及柱脚本体。
3.4.1用汽车吊分别先将靴梁穿入地脚螺栓,并将靴梁的中心线与基础放线中心线对齐吻合,四面兼顾,中心线对准或已使偏差控制在规范许可的范围以内时,穿上压板,将螺栓初拧。完成靴梁的就位工作。
3.4.2靴梁标高调整采用螺母结合垫铁调整法:垫铁采用1mm厚钢板,通过转动调整螺母微调,增减垫铁数量来调整靴标高。当调整靴梁标高控制在规范许可的范围以内时,将螺栓拧紧。完成靴梁标高的调整。
3.4.3缓缓将柱脚吊入指定位置(先垫置5块垫铁)钢柱垂直度采用经纬仪配合缆风绳法进行调整,缆风绳中间设置3吨手拉葫芦,通过手拉葫芦来调整垂直度。即在钢柱的X、Y两个方向的轴向上分别架设一台,同时对钢柱的垂直度进行调整。完成柱脚垂直度的调整。
3.4.4柱脚就位后,按上述方法通过全站仪和千斤顶配合缆风绳法调整钢柱中心线,垫铁组调整标高,校正完成后,将柱脚与靴梁点焊牢固,然后落钩。完成柱脚标高的调整。
3.5焊接作业
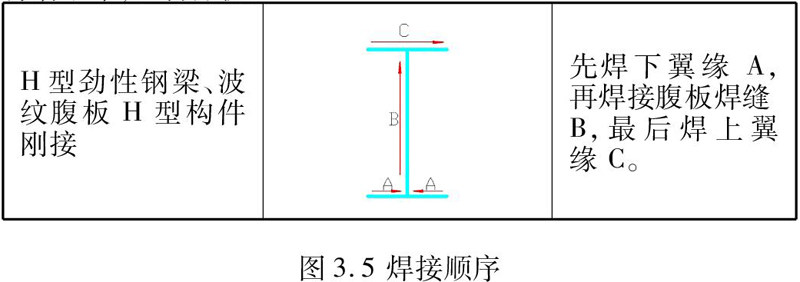
3.5.1焊接前,将靴梁及柱脚焊口内的浮土和浮锈清除干净,焊接钢衬板、引弧板及熄弧板,并进行预热。由四名工人从相对位置,同时等速焊接,先焊接下翼缘焊缝,再焊接腹板焊缝,最后焊接上翼缘焊缝,焊缝施焊宜连续不间断的焊完。(焊接顺序见图3.5)
盖面处焊接应放慢焊接速度,并将电流调小,以达到焊缝美观的效果。
3.5.2焊接完成后,焊缝两侧100mm范围内用角向打磨机打磨干净,以备探伤。
H型劲性钢梁、波纹腹板H型构件刚接先焊下翼缘 A,再焊接腹板焊缝
B,最后焊上翼缘 C。
3.5.3焊接过程注意事项:
a.焊接施工前搭设焊接防护措施(防风棚、防雨棚等);
b.焊接使用药芯焊丝,并使用大流量的CO2气体进行焊接保护,增加CO2保护气柱的挺度,提高抗风能力,形成对焊接熔池的渣—气联合保护。
c.严格按照焊接工艺评定所得参数施焊。
3.6焊缝检测及验收
按《钢结构工程施工质量验收规范》GB50205-2001规定,焊接内部缺陷的检验应符合下列要求:
3.6.1一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB11345)B级检验的Ⅱ级及Ⅱ以上;
3.6.2二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB11345)B级检验的Ⅲ级及Ⅲ级以上。
焊缝形式和尺寸按照(GB50661-2011)中规定。焊缝需返修时,在同一处返修次数不得超过2次。
3.6.3为了保证焊接质量达到相应的等级,上岗操作人员(焊工)必须达到以下标准:
a.在施工组织设计中分类详细列出为本工程服务的高级焊工和普通焊工的详细资料,包括持证上岗情况;
b.根据钢结构工程的工作量作出焊工工种的人力资源计划,应包括工厂制作和现场焊接的人员安排、高级焊工和普通焊工在相应质量等级焊接工作中的安排以及服务承诺;
焊接质量检查包括外观和无损检测,外观检查按照GB50661规范执行。无损检测(UT)按照GB11345和设计文件执行,一级焊缝100%检验,二级焊缝抽检20%,并且在焊后24小时检测。
4 技术创新
4.1简化钢柱底部抗剪设计,改善柱脚抗震性能,方便现场施工,节约机械成本。
4.2缓解由于锚栓参与抗剪带来的锚栓数量与布置上的困难,从而有效地提高钢柱脚的抗剪刚度与受剪承载力。
4.3取消钢柱底板下抗剪键的设置,缩短构件加工周期。
4.4预埋锚栓套架方便安装,精确度高,稳定性好,可循环使用。
4.5柱脚与靴梁单独加工,提高运输效率,节约运输成品。
5 总结
本施工技术成功的解决了巨型十字柱预埋靴梁式柱脚安装的难题,提出了一套成熟的技术工艺,采用了工厂化制作的技术,缩短了工期;套架的使用保证了柱脚的施工质量;优化设计节约了构件加工周期及运输成本,减少了大型吊装设备、人工的投入,降低了施工成本。
参考文献
[1]中华人民共和国建设部编制《钢结构工程施工质量及验收规范》GB 50205-2011.
[2]中华人民共和国住房和城乡建设部《钢结构焊接规范》GB 50661-2011.
[3]中华人民共和国住房和城乡建设部《钢结构工程施工规范》GB 50755-2012.
[4]黄冀卓.一种整体埋入式刚性柱脚[P].2015-12-16.
[5]黄冀卓,黄沿才.一种整体埋入式刚性柱脚及其施工方法.[P].2015-10-07.
1中铁十二局集团有限公司 山西 太原 030024
2中国铁路北京局集团有限公司工程质量监督站 北京 100860

 京公网安备 11011302003690号
京公网安备 11011302003690号


