



- 收藏
- 加入书签

基于反馈控制的3D打印精度提升技术研究
 打开文本图片集
打开文本图片集
摘要:3D 打印技术是近年来兴起的一种制造工艺, 不同于传统的切削或者铸造加工, 3D 打印技术能够一体化成型具有复杂结构的零部件, 目前, 3D 打印技术已经在航空航天、 医疗器械、 汽车、 建筑行业等领域有成功的应用。本文主要分析基于反馈控制的3D打印精度提升技术研究
关键词;反馈控制;3D打印;精度提升技术
引言
3D 打印技术是三维快速成型打印技术(threedimensional print)的简称,最早起源于美国。其核心思想是将电子计算机技术、材料科学技术和机电控制技术结合,以增材制造的方式实现生产加工的制造技术,被誉为“第三次工业革命”的核心技术。与传统的切削加工铸造技术相比,具有节约材料、耗时短、节约制造成本等优点。
13D打印技术的分类和原理
1.1光固化成型3D打印
光固化成型3D打印技术是目前技术工艺成熟、使用范围广的技术之一,其打印原料为感光性树脂材料,采用单片机或其他处理器控制紫外激光的参数,逐层成型感光性材料。 光固化3D打印技术的产品具有很高的表面质量和尺寸精度,各层截面的固化时间与紫外光源的强度、感光材料的添加剂有关,第一层截面完全凝固后,进行下一个截面的打印。
1.2熔融沉积3D打印
熔融沉积3D打印简称FDM,该打印技术成本较低,广泛应用于复杂机械产品的开发中,可以制作各类产品的实体模型,指导产品的设计。 在进行船舶主轴部件的设计时,利用熔融堆积3D打印技术建立了三维实体模型。
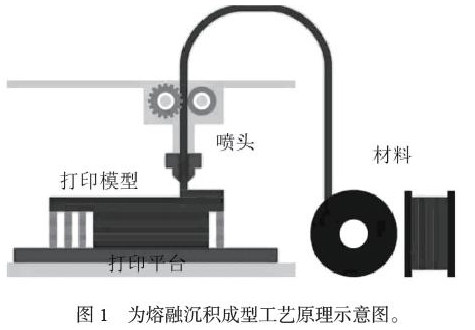
如图所示,熔融沉积成型打印机的原材料为热熔性丝状材料,在喷头处加热融化流出,喷头的运动通过计算机控制,主要控制X轴、Y轴、Z轴3个方向的移动,每层截面的轮廓可根据计算机三维模型的切片确定,逐层打印和凝固直到打印完成。
2、基于反馈控制的3D打印精度提升技术
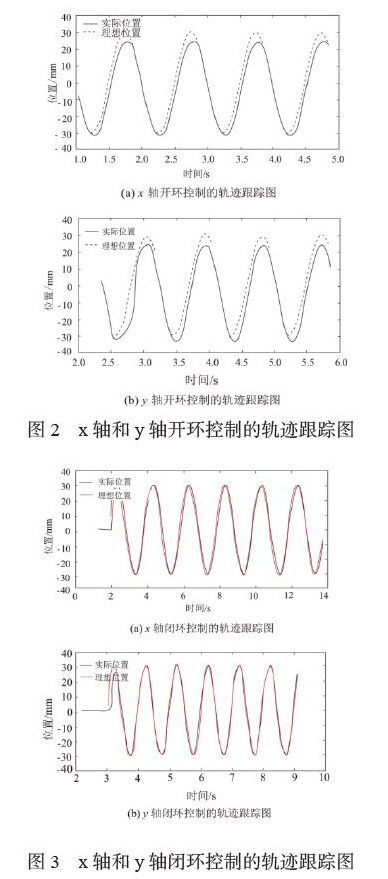
为了验证本次研究中的控制算法在提高3D打印机精度应用上的有效性,本次研究的性能测试在3D打印机实验平台上进行,测试内容以3D打印机在开环和闭环控制下的轨迹跟踪性能为主。测试时,3D打印机在特定的轨迹上运行,而后分别采集x轴、y轴控制器的位置数据,并绘制出相应的轨迹点。图2为x轴和y轴开环控制的轨迹跟踪图。
从图2可以看出,x轴和y轴开环控制的情况下,实际位置和理想位置之间都存在一定的偏差。其中,x轴开环控制时,实际位置和理想位置之间在1.25s左右产生位置误差,并且实际位置和理想位置在-30mm左右产生偏差,x轴开环控制的轨迹误差在3.452mm左右。y轴开环控制时,实际位置和理想位置之间在2.5s左右产生位置偏差,且二者同样在-30mm左右产生位置偏差,y轴开环控制的轨迹误差在3.575mm左右。3D打印机在开环控制状态下会产生较为明显的误差,这是由于打印机在折返处时,步进电机需要转变方向。同样地,x轴和y轴闭环控制下的轨迹跟踪情况如图5所示(本刊黑白印刷,相关疑问咨询作者)。
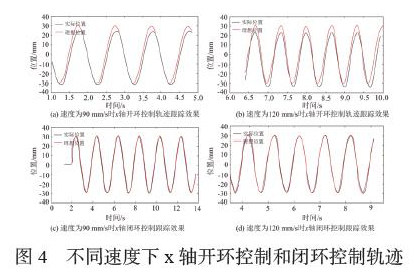
从图3中可以看出,3D打印机在闭环控制下的轨迹跟踪实际位置和理想位置基本重合,误差较小。对于x轴闭环控制的轨迹跟踪而言,3D打印机在打印开始后的2s,实际位置和理想位置之间存在一定的偏差,但在约2.3s以后,打印机的实际位置和理想位置基本重合;对于y轴闭环控制的轨迹跟踪而言,3D打印机在打印开始后的3s,实际位置和理想位置之间存在一定的偏差,但在约3.3s以后,打印机的实际位置和理想位置同样近乎重合。闭环控制下的轨迹跟踪误差大大减小,其中x轴闭环控制的轨迹误差约为0.413mm,y轴闭环控制的轨迹误差约为0.504mm,二者相对于开环控制而言,平均误差分别减小了88%和85%。为了更加直观地说明打印机速度和精度的变化,本次研究在速度为90mm/s、120mm/s的情况下得到3D打印机x轴的开环控制和闭环控制轨迹跟踪效果,如图4所示。图4为x轴开环控制、闭环控制下的轨迹跟踪结果,速度分别为90mm/s和120mm/s。从图中可以看出,x轴开环控制下的3D打印机实际位置和理想位置之间的偏差较大,其中速度为90mm/s时,x轴开环控制实际位置和理想位置约在1.0s左右产生偏差,且在图像上升阶段的偏差大于图像下降阶段的偏差。速度为120mm/s时,x轴开环控制时3D打印机的实际位置和理想位置约在6.5s左右产生偏差,并且轨迹偏差相对于速度90mm/s时更大,由此说明打印机的速度越大,其轨迹偏差也相对较大。而对于x轴闭环控制的情况而言,速度为90mm/s时,实际位置和理想位置之间在2s左右存在一点偏差,在其余时间二者基本重合;速度为120mm/s时,x轴闭环控制的3D打印机实际位置和理想位置之间基本完全重合。由此可见,本次研究所涉及的反馈控制算法能够有效提高3D打印机的打印精度。
3 3D打印控制系统的展望
3.2.1提升过程控制技术
1)优化温度控制算法和电机运动控制算法。未来3D打印技术的过程控制向控制精确化、快速化方向发展,以提高3D打印产品的质量;可以缩短温度响应时间以提升3D打印的效率;还应加强对温度的可控性、可调节性,以适应多材料3D打印的温度控制需求。通过不断优化,降低算法的时间及空间复杂度,在温度控制方面追求更高更好的响应速度、精度及抗干扰能力;电机运动控制追求高速、高负载下的稳定运动和位置精度。2)加强闭环控制。3D打印过程中不确定因素众多,这些因素对过程控制和产品质量的影响不容忽视。目前各控制系统在设计时没有很好地考虑打印过程中实时变化量,未来应当对控制过程进行实时、有效的监控和反馈,增强控制系统整体的闭环性,有效提升打印质量,对打印过程中出现的问题及时作出反应。3)提升微纳米水平3D打印的控制技术。微纳米水平的3D打印技术对控制技术的要求更高,对误差控制要求更精确,未来应该对微纳米级打印过程中各控制参数对打印质量的影响做更深层次、更高水平的研究。
3.2.2增强系统功能多样性及智能化程度
控制需求越来越多也更加高级,展望未来在优化控制方案的同时也应增强控制系统拓展性,注重人机工程,大力发展自动化、智能化控制,为 3D 打印技术的实际应用提供更便捷、更人性化的条件。首先,可以采用定点换头的方式对打印头加以控制,稳定可靠,且免去了复杂的程序编译过程,实现桌面级 3D 打印机自动更换丝料,完成彩色打印的控制,最终使系统稳定运行,并且可以自动更换热熔丝和连续打印。其次,将人工智能等高新技术应用到 3D 打印过程控制中,进一步丰富控制系统的功能、发展及解决多色彩、多种材料的 3D 打印过程遇到的控制问题;如果多色彩、多种材料的 3D 打印控制技术更加成熟,那么3D 打印在实际应用中也将迈进一大步,增材制造也将得以巨大的发展。最后,在 3D 打印设备上应用机器视觉,创建一个视觉检测和缺陷检测系统,并对打印对象的过程进行监控,在下降、偏移或出现一些缺陷时,视觉控制系统产生一个信号,以停止印刷工艺过程,避免一些打印缺陷。通过对比两台不同的打印机,结合使用机器视觉技术的设备形成一个质量特性优于使用传统控制技术的系统。万物互联的理念已经进入工业制造业,3D 打印机从工业级到桌面级也受其极大影响,放眼未来,更应广泛融合互联网制造,创新和升级 3D 打印智能通讯和控制自动化、智能化。
结束语:
总之,3D打印是一种快速成型技术,具有加工速度快、周期短、精度高、设计自由度高、产品质量稳定等优点,被认为是“第三次工业革命”的技术代表。 在我国实施的创新驱动型发展战略中,明确提出了使3D打印成为我国智能制造业先导产业的目标。 因此,开展3D打印论文数据、专利数据分析,明确3D打印技术的发展趋势,对推动我国3D打印产业的发展具有一定的参考意义。
参考文献
[1]王军伟.砂模3D打印尺寸精度控制方法浅析[J].铸造设备与工艺,2019(06):40-41+52.DOI:10.16666/j.cnki.issn1004-6178.2019.06.012.
[2]赵宏伟.基于FDM技术3D打印控制系统的研究与设计[D].北华航天工业学院,2020.DOI:10.27836/d.cnki.gbhht.2020.000010.
[3]贾亮,刘楠,杨广宇,杨坤,石英,王建,汤慧萍.电子束3D打印模型处理对钛合金零件成形精度的影响[J].钛工业进展,2019,36(05):1-6.DOI:10.13567/j.cnki.issn1009-9964.2019.05.001.

 京公网安备 11011302003690号
京公网安备 11011302003690号


