



- 收藏
- 加入书签

浅谈哈汽百万机组安装工艺
 打开文本图片集
打开文本图片集
摘要:随着时代的发展,近几年来,大型汽轮发电机组的发展较快,本文简述哈尔滨汽轮机厂生产的百万汽轮机本体安装施工工艺特点,工序流程及重点施工项目中易发质量问题,我公司承建的福建罗源湾现场安装机型为哈尔滨汽轮机厂供货:一次中间再热,单轴,四缸、四排汽,超超临界反动凝汽式汽轮机组,机组额定功率1052MW;转速3000r/min;通流级数59级,其中高压部分15,中压部分2×12,低压部分2×2×5;汽轮机总长38000mm,高压缸为模块化供货。本文主要介绍关于哈汽百万级机组汽轮发电机安装施工中所遇见的安装技术难点、控制要点,改善施工工艺、科学调整施工工序,提高施工质量从而主动降低受设备到货 、施工场地、机械等施工必要条件制约,降低施工成本。
关键词:模块化 施工工艺 施工工序
1.机组特点简介
本机组由一个单流高压缸、一个双流中压缸和两个双分流低压缸组成,各汽缸串联布置,提高各缸效率,又能有效缩短机组轴向尺寸,各汽缸均为水平中分面结构,高压缸采用套环密封,本机组联轴器为刚性联轴器,由对轮螺栓连接两转子形成整个轴系,每个转子有两个支持轴承,支持轴承位于汽缸分离的独立轴承箱内,推力轴承(转子膨胀死点)位于#2、#3支持轴承中间,即高压缸与中压缸之间的#2轴承箱内,此种布局使高压缸与中压缸轴向间隙相对较小,有利于机组的高效与安全运行。
2.安装经验及总结
2.1地脚螺栓及台板安装
1)由于地脚螺栓为直埋式,#1、#2轴承箱就位后,部分地脚螺栓将被遮挡,无法在外部紧固,为保证后续联轴器调整时需要调整轴承箱,轴承箱底部的地脚螺栓不能最终拧紧,需留出调整余量;待联轴器中心、汽缸中心调整完毕后,需将高压缸、中压缸下半及#1、#2轴承箱吊开,才能最终拧紧地脚螺栓。
2)#1、#2轴承箱台板滑块为合金材质,轴承箱底部设计油槽,机组运行前注油。
特别注意:现场需检查滑块固定螺钉,部分螺钉存在高出滑块上表面1-2mm,需要处理至与台板滑块平齐或略低。
2.2轴承箱及轴瓦安装
1)轴承箱与汽缸未进行厂内总装,致使油挡洼窝与汽缸洼窝不同心,制造厂技术说明以油挡洼窝为基准,现场安装需要以实际尺寸加工调整垫片(1块整张不锈钢垫片及两块其他厚度调整垫片),保证轴系中心调整时油挡洼窝、轴承洼窝及汽缸洼窝同心度符合制造厂技术要求。
2)#1-#8支持轴承均为四瓣可倾瓦结构,其中#1-#4轴瓦为国产轴瓦,#5-#8轴瓦为沃克萨轴承(直接润滑的可倾瓦支持轴承),#1-#8轴承均设置顶轴油装置,沃克萨轴承瓦顶间隙测量与国产轴瓦测量方法不一样,采用各部件尺寸外形测量后通过计算得出,有别于规范要求的压铅丝或采用深度千分尺测量。
2.3模块化高压缸安装
高压缸为模块化供货形式发货至现场,现场根据厂家总装质量证明书记录数据,复查高压转子相对于高压缸轴向、径向位置进行轴向、径向定位。高压转子晃度、瓢偏现场检查,外圆晃度超出规范要求,由于高压缸为整体到货,厂家现场实测确认继续使用无影响(以厂家回复为准)。
定中心梁安装需注意:定中心梁调整垫片按照汽缸与轴承箱之间机加面轴向开档尺寸配准;要求测量四角,检查平行度。通过调整偏心销、偏心套定位定中心梁;冲卯定位偏心套。螺栓把紧后用防松板点焊锁死。(本机组原为上猫爪支撑由于同类性机组在运行期间两侧膨胀不均匀致使跳机,更改为定中心梁支撑)
2.4滑销系统安装
滑销系统为多死点滑销,分别位于#1低压缸、#2低压缸和#3轴承箱底部横向定位键和纵向导向键的交点处,#1、#2低压缸分别以自身的死点向电、调端自由膨胀,高、中压缸为定中心梁,连通前轴承箱及#2轴承箱一块向前膨胀。转子的膨胀死点位于推力轴承处,推力轴承位于高、中压缸之间的#2轴承箱内,转子依次为基点,高压转子向前膨胀,中压转子和#1、#2低压转子向后膨胀。
2.5中压缸中分面间隙测量
中分面间隙检查时,中压内缸、隔板套叶片为预扭导叶片,预扭导叶片在中分面存在一定过盈量,检查汽封间隙或中分面间隙时,必须把紧全部螺栓(不能因为外侧间隙消除,就减少螺栓把紧)。
2.6中压缸负荷分配
中压缸负荷分配建议采用猫爪抬高承载法,本机组负荷分配与其他机型有所区别,中压缸负荷分配分为三个阶段:半实缸负荷分配,全实缸负荷分配及再热阀焊接完毕后负荷分配。
半实缸负荷分配:中压外缸及内部套下半找中完毕,纵横向水平扬度调整完毕后进行,负荷分配完毕后,复查中心应符合要求。
全实缸负荷分配:半实缸负荷分配完毕后,进行全实缸猫爪负荷分配,完毕后进行中心复查工作,中心应符合要求;负荷分配应以全实缸猫爪负荷分配为最终结果。
再热阀焊接完毕后,置换调整再热阀弹簧支架,复核负荷分配,使负荷分配满足要求。
2.7通流间隙测量调整
低压部分叶顶汽封设计为死齿,为保证与转子间径向间隙调整量小,满足顶部和底部径向间隙均在设计范围内,调整蒸汽室及隔板下半中心的同时,需兼顾死齿汽封间隙,隔板中心与死齿汽封间隙发生矛盾时,以死齿汽封间隙作为调整基准,根据现场情况对隔板套或隔板支撑垫片厚度进行调整,保证死齿汽封径向间隙满足设计要求。
中压隔板套及内缸汽封齿均为死齿,现场调整量小,中压外缸找中,中压缸内部套找中,需考虑全实缸和半实缸挠度变化量(隔板内环均有涂层,安装应注意以下几点:安装过程中不得使用铜棒等工具直接或间接敲打、撞击涂层表面;避免尖锐物品接触损坏涂层区域)。
2.8机组二次浇灌
基础二次灌浆在扣缸完毕后,二次灌浆前对:前轴承箱、汽缸与基架的间隙以及猫爪与支撑键的间隙;各转子轴颈的扬度及轴承箱的纵横向水平;转子联轴器的中心;检查合格后清理基架,将基架滑动面四周接合处用胶布贴好。(轴承箱底部台板地脚螺栓应在机组扣缸前、扣缸后、灌浆前、灌浆后等多个阶段按照力矩要求进行紧固,轴承箱位置调整完毕后,应在台板左右两侧加装临时固定顶丝,在起重柱处生根,防止轴承箱偏移)扣缸完成后,应在两周内完成二次灌浆工作。
2.9盘车安装
盘车装置为涡轮蜗杆、齿轮复合减速摆轮啮合低速盘车。盘车装置厂内未参与总装,轴系连接完毕后,由厂家调整盘车装置主动齿轮及盘车大齿轮啮合间隙、啮合平行度、轴向位置等数据后,进行盘车装置最终定位。注意检查供油孔喷油嘴方向,应保证供油通畅,电磁阀动作正常。
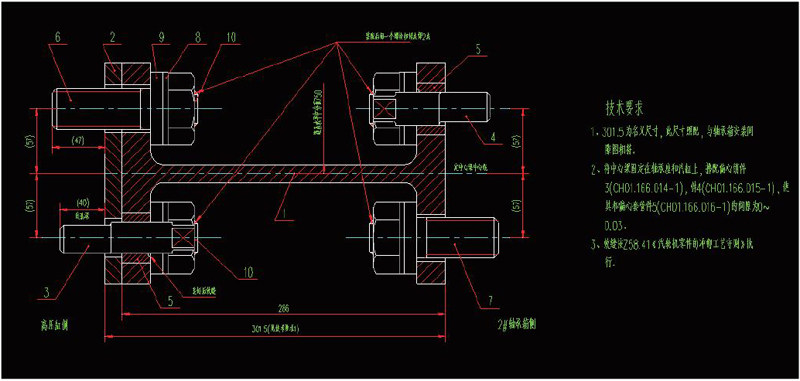
2.10联轴器铰孔、联接
联轴器为刚性联轴器,联轴器的两半用铰孔螺栓刚性连接,联轴器垫片为止口形式,与联轴器相互配合起到定位作用。联轴器连接前应复测联轴器垫片厚度,其误差应小于0.02mm。测量联轴器垫片电端及调端止口直径,与转子止口直径进行记录对比,符合图纸要求;测量联轴器垫片螺栓孔直径应符合图纸要求。标记联轴器垫片零位,以便后续安装时与转子零位匹配。
将各联轴器螺栓、螺母、垫片称重,依次以重的螺栓与轻的螺母搭配成组,各组重量差不大于3g,大于3g的应对螺栓、螺母进行去重处理(处理时,螺母厚度应保持不变,应该将重的螺栓均匀的分布于整圈,不要将重量偏差集中于某一段圆弧)。由于每组联轴器之间存在着高低差,因此不能用螺栓强行联接,必须用千斤顶将两半联轴器顶至同心,再将联轴器拉拢,将联轴器垫片装入联轴器之间,嵌准止口台阶,用临时螺栓将联轴器把紧,测量联轴器晃动值,并将此值调整到0.03mm之内(与首次测量的转子联轴器处晃度偏差)。
螺栓把紧后螺栓端面应低于螺母端面,此间隙必须保证,以免螺栓头部高于挡风板造成挡风板掉落,引起事故(联轴器的连接对机组的振动有很大影响,要求联轴器连接后复测联轴器外圆晃动值应小于0.03mm)。
参考文献
[1]DL5190.3-2019,电力建设施工技术规范第3部分:汽轮发电机组篇[S].北京:中国电力出版社,2019.
[2]哈尔滨汽轮机厂有限责任公司相关图纸及说明书。
作者简介:
边兆光 男 天津蓟州区,大学本科毕业,注册一级建造师,主要从事大型火力发电厂汽轮发电机组的安装工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


