



- 收藏
- 加入书签

可编程控制器在转炉氧枪中的应用研究
 打开文本图片集
打开文本图片集
内容摘要:本文结合日照钢铁60T2#转炉氧枪生产实际,对所使用的氧枪控制系统的硬件及软件程序设计作了介绍。并全面分析了转炉生产中氧枪运行的可靠性和安全性问题,以PLC程序控制为主要解决手段,从氧枪升降通过绝对值编码器输出的逻辑顺序联锁、氧枪变频器的输出电气保护、氧枪升降小车在升降导轨上的机械保护、Wincc过程状态监控、设备管理等方面论述了保证氧枪可靠安全运行的解决方案,经过多年现场经验与实践总结出此方案是从根本上杜绝了因为氧枪坠入炉内造成大的安全事故。
关键词:可编程控制器;转炉氧枪;PLC逻辑联锁;可靠性控制
1 基于可编程控制器的转炉氧枪升降系统设计与实现
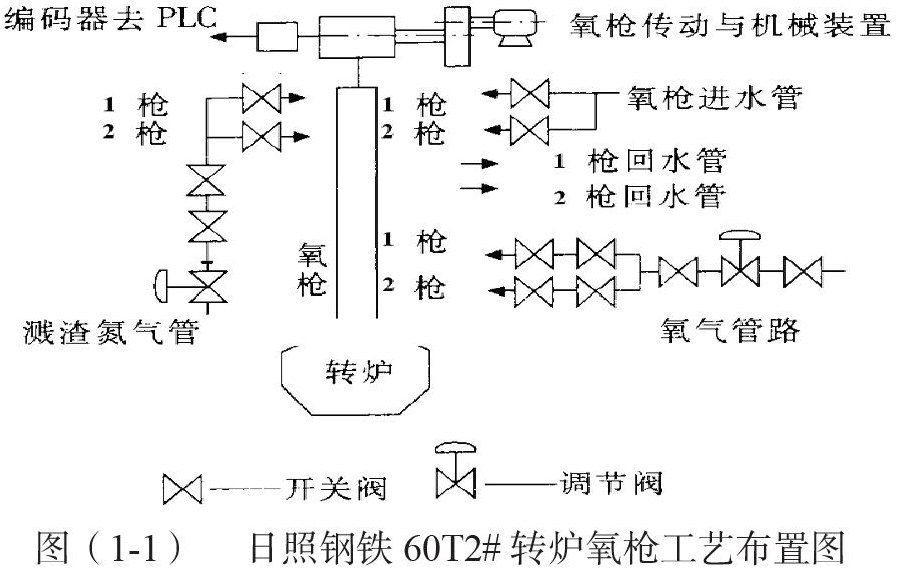
1.1 日照钢铁60T2#转炉氧枪的工艺介绍
氧枪连接在钢绳上,通过交流变频电机拖动,做垂直运动。吹炼时氧枪移动到炉内,距铁水液面有一定距离,并随冶炼时间及钢种变化做位置调整。氧枪与氧气、氮气、冷却水管相连,并通过阀门控制流体的流量。冷却水由循环水泵房提供,通过水流量调节阀进行流量控制。两套氧枪,一用一备。氧枪控制特点:(1)负载大,惯性大,而工艺要求快速准确定位,控制难度大;(2)生产中移动频率高,要求自动化控制;(3)与其他设备的联锁较多,如转炉不在零位时氧枪不能下移炉内,氧气压力低于0.5MPA则停止吹氧并提枪,氧枪涨力高或低不能升枪或降枪等。
1.2 可编程控制器的选型
根据控制要求,选定可编程控制器的型号,并简要介绍其组成、特点。
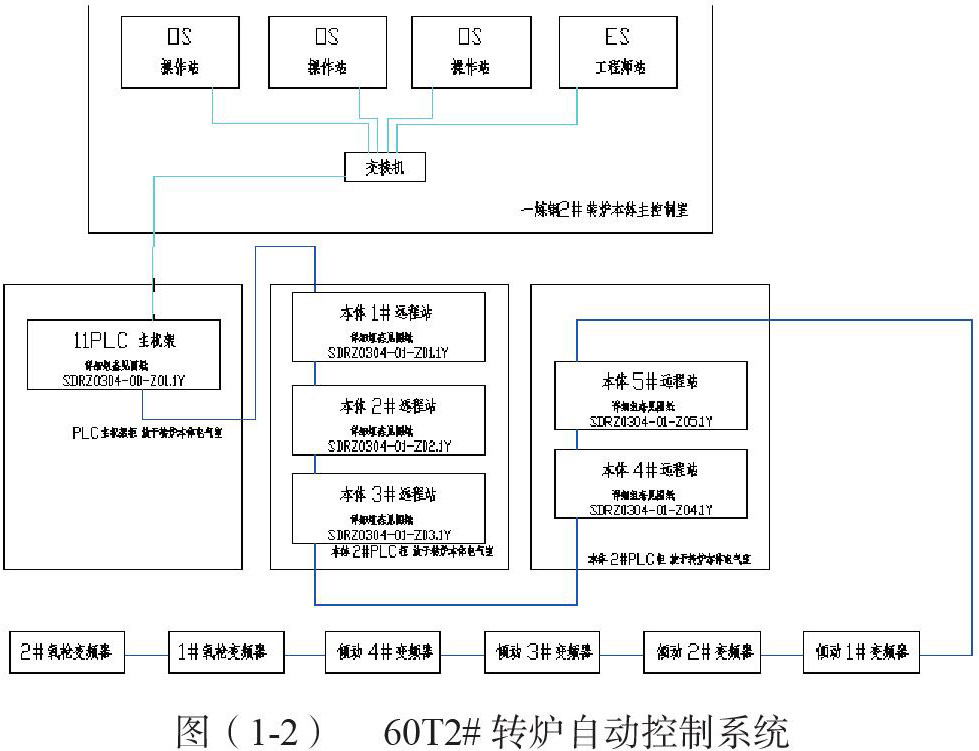
日照钢铁转炉系统的电气控制部分是2004年08月建厂的项目,可编程控制器采用S7400PLC,处理器为CPU414 V3.0,现场过程信号AI/AO,DI/DO输入输出模块通过ET200M挂在Profibus DP总线上,OS监控操作站挂在Ethernet总线上。系统配置有如下优点:(1)坚固耐用可靠性高;(2)功能强大,控制性能好;(3)速度快实时控制性好;(4)模块化分布式结构,并设置了I/O模块带电插拔功能,系统风险较小;
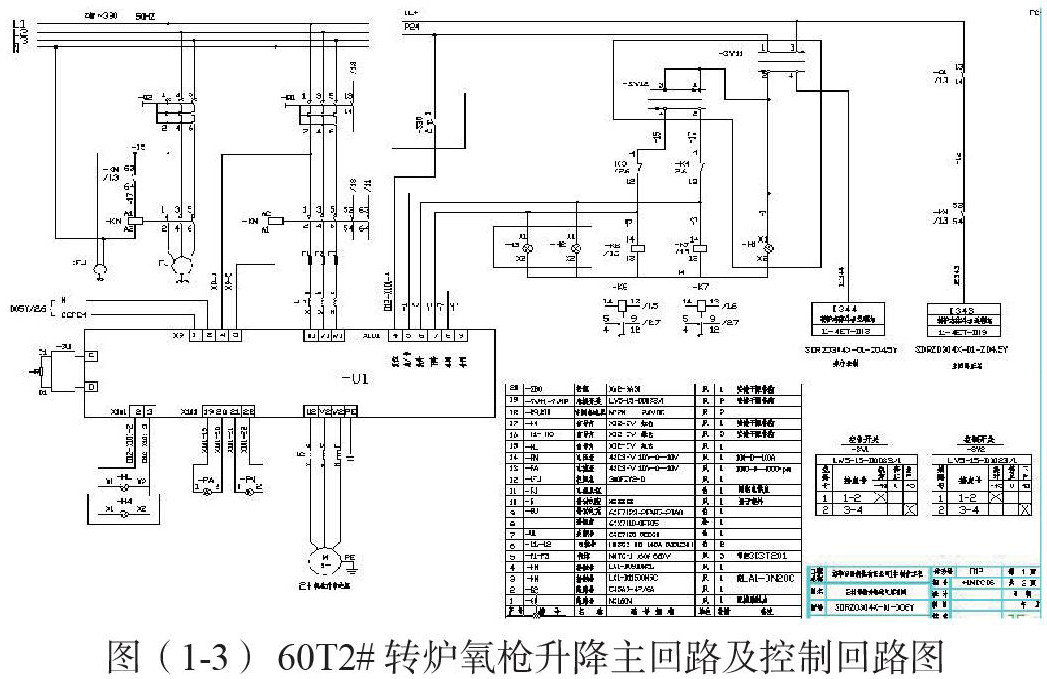
1.3 电气控制系统原理图
氧枪升降的变频调速系统,是典型的位能性负载,按照工艺要求,氧枪在升降过程中要实现由慢速到快速、快速到慢速的转换,检测点不仅多而且定位必须准确,否则影响到炼钢质量和氧枪的寿命。因此氧枪的检测及定位要由数字量编码器和plc实现。一备一用两套氧枪系统确保了炼钢的可靠性;当一只氧枪发生故障时,可使用UPS提供电源提升此氧枪、横移至一侧,然后将另一只氧枪横移、对中、下降来替换故障氧枪。
2 氧枪升降的调速可靠控制程序的设计
2.1、控制操作设计
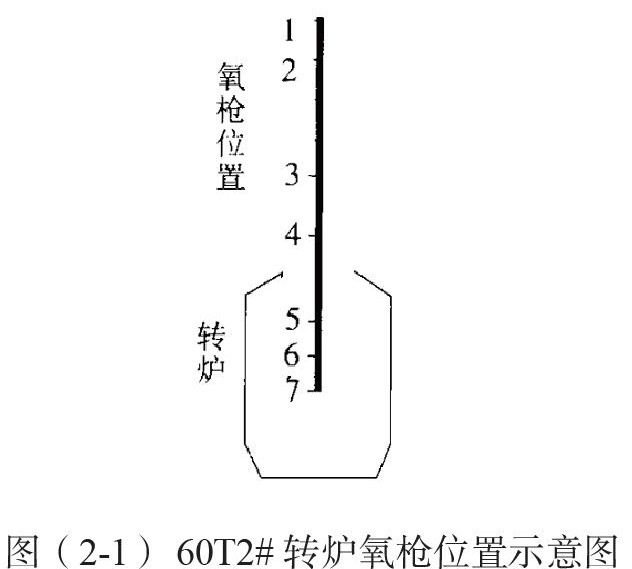
如图(2-1),为了氧枪的安全运行,在行程内设置了一些位置。采取了机械、电气、程序软件控制的三级保护措施。通过绝对位置编码器实时跟踪枪位,采样周期20ms,误差±lcm内。各位置的作用:(1)超上极限位。为机械限位开关停枪保护;(2)编码器上限位。为程序上限位停枪保护; (3)等候位。为氧枪非吹炼时的安全等待位置,在吹炼期间,当氧阀、氮阀、锅炉系统、电气系统等安全联锁动作时,或过程控制条件满足时,氧枪即回到该位置;(4)转炉联锁位。即氧枪在此位置下转炉不能摇动,转炉不在零位,氧枪不能移到该位以下; (5)吹氧位。(6)编码器下限位0.8米,即程序下限保护;(7)超下限位。
2. 2、氧枪编码器状态检测的相关联锁
1、氧枪在正常上升或下降过程中电流值不能小于22A,从此处取出一点A延时1s进入联锁。
2、在氧枪正常上升过程时取出编码器数值与当前值进行比较,如果当前值小于编码器值0.2米,从此处取出一点B进入联锁。
3、在氧枪正常下降过程时取出编码器数值与当前编码器数值进行比较得出数值除以氧枪在下降过程中走得时间不应大于0.25米。如果大于0.25米从此处取出一点C进入联锁。
为了防止出意外情况可以在wincc画面上加上联锁与解除。
2.3、氧枪与相关设备故障联锁及过程控制联锁
(1)氧气压力低〈0.5M pa 延时 2S自动提枪关氧 ;
(2)炉口进水压力低〈0.35M pa延时2S自动提枪关氧;
(3)氧枪进水流量低 〈60T 延时 2S自动提枪关氧;
(4)氧枪回水流量低 60T 延时 2S自动提枪关氧;
(5)氧枪进回水流量差提枪 5T延时 2S自动提枪关氧;
(6)进水总管压力低提枪〈0.8M pa 延时 2S自动提枪关氧;
(7)一、二 文流量低提枪 ≤80T延时 2S自动提枪关氧;
(8)氧枪回水温度高 >55℃ 延时 2S自动提枪关氧;
(9)汽包液位低 〈-200mm延时 2S自动提枪关氧。
(10)氧枪高度低于6.3米转炉不能动炉。
2.4、氧枪涨力报警联锁
为防止钢绳故障或氧枪机械上卡住而造成拉断钢绳自由坠枪事故发生,采用涨力传感器对钢绳进行涨力检测,当单根钢丝绳涨力值超出上限3.5T或低于下限300KG时氧枪不能上升或下降,防止事故发生。
2.5、操作站画面的实时监控
为了过程操作和状态监控我们设计了以下画面:(1)操作监视主画面仿真显示转炉、氧枪、供氧设备、供氮设备、供水设备及相关命令按钮;显示流量、压力、温度、枪位等实际过程值及相关设定值;用红色、绿色、黄色及状态闪烁指示在线设备的运行状态及报警提示;提供了人机对话的控制功能;显示氧枪的有关联锁条件及状态。(2)趋势曲线跟踪画面。对氧气流量、枪位值、氮气流量等过程值进行趋势跟踪和归档存储。
2.6、现场紧急提枪措施
为应付紧急情况,采用爱默生300Kva UPS作为备用电源紧急提枪控制,即不经过PLC直接按按钮提升氧枪,这用作应急措施使用。
3、结束语
日照钢铁60T2#转炉PLC控制系统是2004年投入生产的,投入生产后出现过氧枪因为联轴器尼龙棒断造成氧枪坠炉事故,此次充分利用氧枪电机所配套的西门子6ES7-8EF60变频器所赋有的功能,实现了西门子变频器与S7-400 CPU之间进行数据交换。编程上考虑了生产过程中所能发生的各种状况和安全因素,自投入以来成功避免了一次因减速机尼龙棒断而造成氧枪坠炉事故,使用使用西门子wincc6.0监控软件对氧枪的状态数据画面显示、趋势图显示功能和解除连锁等功能,这一些记录为操作人员及设备维护人员查找故障及操作提供了有力保障。
参考文献
[1]SIMATIC A&D, SIMOVERT MASTERDRIVERS使用大全。
[2]SIMATIC A&D, 西门子技术概述。
[3]《S7-300可编程控制器硬件和安装手册》 Siemens AG 2001年7月。
[4]廖常初.S7-300/400 PLC 应用技术(第二版)[M]。北京:机械工业出版社,2008。
[5]《Siemens Advanced Motor Master System-SEA bus Protocol Reference Manual》Siemens AG。

 京公网安备 11011302003690号
京公网安备 11011302003690号


