



- 收藏
- 加入书签

热模锻压力机电液比例阀的PID控制研究
 打开文本图片集
打开文本图片集
摘要:为了准确平稳得控制热模锻压力机下顶料装置动作,分析了液压站电液比例阀工作原理及PID控制算法,在西门子博途软件中,应用PID模块编程实现对热模锻下顶料装置动作的精确和稳定控制。
关键词:压力机下顶料 电液比例阀 PID
随着工业自动化进程的加快,热模锻压力机正在进入整个生产线全自动化模式,热模锻压力机的下顶料机构是模锻压力机的重要组成部分。其作用是在锻压机将锻料模锻成型后,把锻件从模具中顶起,使机器人或者步进梁能快速得将锻件夹起,将工件从模具中移出。为了配合机器人或者步进梁快速且精确得抓取锻件,下顶料顶出锻件后,每次停止位置必须准确、平稳,才能跟上步进梁或者机器人运行节拍,否则轻则耽误生产进度,重则容易毁坏模具或者设备。
一、电液比例阀工作原理
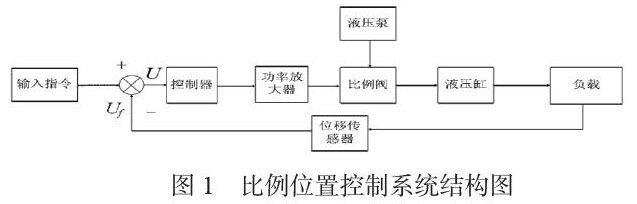
而下顶料顶出装置是由液压站系统的比例阀控制的,比例阀是依靠比例控制实现,输出量的大小按确定的比例随着输入量的变化而变化的设备,同时阀的动态响应、稳态精度及稳定性都有了极大提高。比例位置控制系统结构图如图1所示。
工作时,位移传感器检测到负载的位置信号并转化为电压信号反馈给控制系统,该反馈信号与输入指令信号进行比较得到偏差信号,偏差信号经比例放大器放大后用于控制比例电磁铁,从而控制比例阀的开口大小,达到位置控制目的。
电液比例阀是采用电-机械转换装置,电气控制系统采用西门子S7-1500PLC作为电控单元,简化了控制系统的结构,更使得控制系统可靠性高,精度高,体积小,安装方便。在博图软件里对1500PLC进行编程模拟量输出信号,控制比例阀动作。同时还具有与HMI界面实时通信功能,可将输出位置信息及实际位置信息实时显示在界面上。
二、PID控制工作原理
PID控制器具有结构简单、可靠性高和鲁棒性好的显著优点,在工业控制领域的应用中占据重要地位。PID 控制计算量小,实时性好,实现非常方便,PID控制器的重点和难点就是确定各系数值,即PID控制器参数的整定。需要在调试过程中根据现场实际情况反复试验,最终选出下顶料动作快速、稳定运行的最佳参数。
比例P的作用是加快系统的响应速度,提高系统调节精度,成比例地控制偏差信号,有偏差一旦产生,控制器立即产生控制作用,快速减少偏差。积分环节I主要是用于消除系统的静态误差,提高系统的无差度。积分作用的强弱取决于积分时间常数,I越大,积分作用越弱,反之越强。微分环节D主要作用是改善系统动态特性,能反映偏差信号的变化趋势,并能够在偏差值变得太大之前,在系统中引入一个有效的早期修正信号,从而加快系统的动作速度,减少调节时间。但D过大会降低系统的抗干扰性能。
三、在博途中编程实现比例阀的PID控制过程
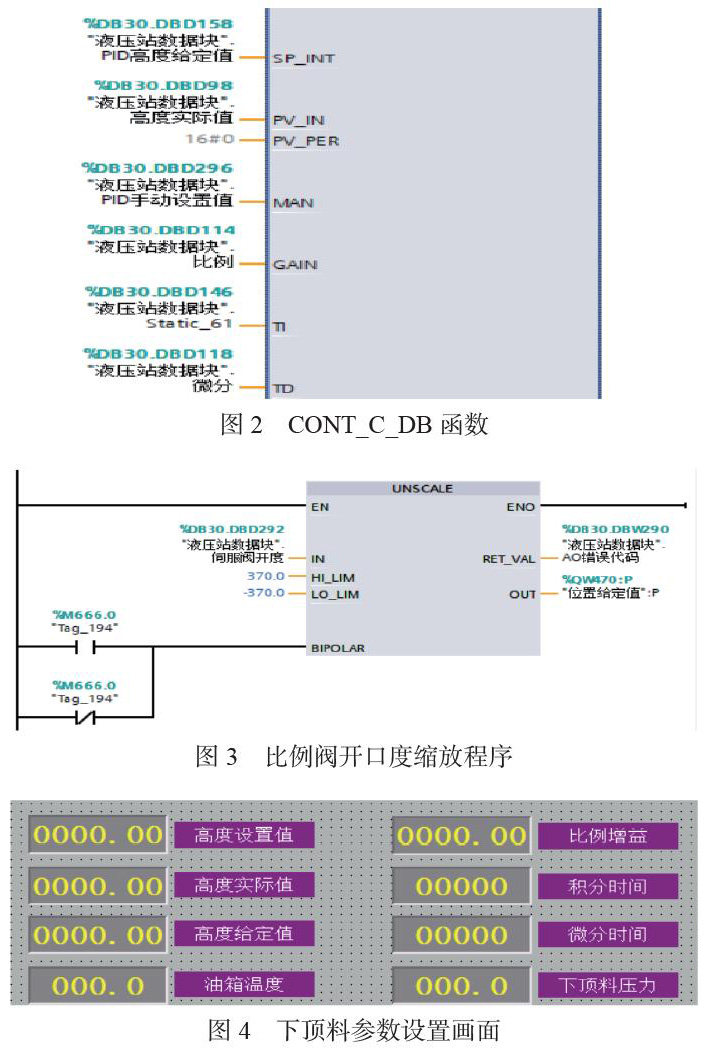
在博途中利用PID控制的基本函数CONT_C_DB来实现对下顶料比例阀的位置控制,具体函数设置如图2所示。程序在执行过程中,会一直比较下顶料的高度实际值和高度给定值之间的差距,然后将差值经过PID算法整合之后,将数据存储于DB30.DBD292中,来控制比例阀开口度,最后将该数据取消缩放,将信号传输给QW470来控制比例阀动作,缩放部分程序如下图3所示:
在HMI界面上显示的下顶料参数设置画面,如下图4所示。其中油箱温度、下顶料压力及高度实际值是一直显示的,用以观察设备状态,高度设置值、比例增益、积分时间、微分时间需在调试时候根据现场实际情况进行设置。
四、结论
本文应用西门子S7-1500系列PLC中PID控制模块,精确、稳定得控制热模锻压力机中下顶料部分动作,经过编程并调试,该下顶料装置动作完全满足设备要求精度,并已交付用户方使用。经过调试该设备与上下料机器人完美配合,实现了热模锻压力机高效得自动化运行。避免了因下顶料动作不稳而造成机器人抓料失败或损坏设备的风险,大大提高了用户方工厂生产效率,并创造可观、稳定的经济效益。
参考文献
[1] 赵斌.基于电液比例技术的液压同步控制系统研究[D].昆明理工大学硕士学位论文,20074.
[2] 李敏捷.基于PID算法的电液比例同步控制系统的研究及应用[D].重庆大学硕士学位论文,201405.
[3] 宋志安.液压伺服控制系统分析与设计[M].国防工业出版社,2007.6.

 京公网安备 11011302003690号
京公网安备 11011302003690号


