



- 收藏
- 加入书签

自动扶梯结构及工艺的优化方法
 打开文本图片集
打开文本图片集
摘要:就目前来看,不论是产品结构设计,还是产品加工工艺的优化都要在保障产品品质的基础上进行。且通过进一步产品结构的不断优化,产品工艺的合理简化,既可以获得更大的效益,也能够促进生产效率的显著提升,同时还能够有效降低产品生产成本。对此,本文就针对自动扶梯结构及其工艺的进一步优化作出了深入探究。
关键词:自动扶梯;结构与工艺;优化方法
前言:随着自动扶梯市场用户对产品提出的要求越来越高,且具有显著的多样化特征,给自动扶梯的制造成本也带来了很大的挑战。且产品制造成本若升高,该产品的市场占有份额也会受到一定影响。所以,为了进一步提升产品在市场上的竞争力,企业应紧跟时代发展步伐,基于不同路径来加强创新研究,寻找到更适合的方法,从而有效降低自动扶梯的制造成本,突破传统设计、生产工艺等方面存在的局限。
一、自动扶梯结构设计要求分析
就目前来看,市场对于不同类型、规格的自动扶梯需求量较大,且涉及到的加工工艺也较为复杂,再加上生产订单数量相对较大,所以,生产单位要想充分满足市场发展需求,就必须要拥有足够的产能,在进一步提升产品品质的同时,合理的降低制造成本,不断提升整体生产效率,只有这样才能够在激烈的市场竞争中脱颖而出,才能够展现出自身的竞争实力。对此,为了拓展出更理想的发展前景,可以从进一步优化自动扶梯结构及工艺这一层面入手,以此来生产出更多高品质且成本相对较低的自动扶梯,通过对生产工艺的合理简化来促进生产效率的显著提升[1]。
二、自动扶梯生产工艺的优化
首先,要合理优化薄板类物料原材料规格,还有库存管理方面的控制。对自动扶梯的涉及到的薄板类物料规格做好分类整理,明确原材料规格,为之后最大化的利用材料奠定良好基础。同时,还要基于有效措施来将产生的边料有效消化,以此来尽可能降低成本[2]。
例如:为了更美观,可以引用带法纹方向的不锈钢原材料来进行自动扶梯不锈钢裙板、护栏板,还有外护板的制作,确保带法纹方向、扶梯运行方向可以保持一致,以此来为材料最大化利用提供一定支持。在整理分类过程中初步判断出不同厚度的不锈钢原材料的长度,为了科学采购、运输和存储材料,要对近半年的原材料需求信息进行全面整理分析,以此来对之后可能生产的梯型情况作出合理预测。之后,明确不同规格原材料最低库存量、最高库存量,还有最小的起订点。这样既可以减少原材料对资金的占用,更便捷的进行仓库管理,始终做到工序的即时化,还可以减少产品制作成本,避免了一些不必要的浪费,且SAP系统的也会得到进一步完善。
其次,优化、控制导轨开料。一方面,要对工程设计BOM数据进行分析,基于材料利用最大化这一原则来将导轨原材料,从之前的单一规格合理的增加到4~5种规格,其相应的结构、性能上存在的规律特点也要给予准确把握。在此基础上,进行逻辑关系式的编写,基于专用编程语言来进行简单、合理小软件的编写。这样通过这一便捷的小程序便可以完成对材料的合理选择,使得以往工程设计BOM中,材料使用、消耗不清晰等一系列细节问题能够妥善解决,以此来降低导轨材料成本。
最后,SAP系统主数据的不断完善。自动扶梯项目成本核算失真这一问题曾经困扰着很多发展中企业。对于这一问题的解决来讲,可以对以往发生过的成本做出综合分析,对近一年完成项目的成本情况,还有生产BOM的相关数据等内容进行细致查核。一方面,要对所在BOM结构的合理性进行检查,然后对逻辑关系准确性进行核实。尤其是在加工工艺不断完善背景下,消耗定额也要做出合理调整,以此来为成本的正确性提供一定保障。如,自动扶梯钢结构涂层物料的消耗定额,还有焊材的消耗定额等都要结合具体情况来做出及时调整,同时还要提出适合比例的损耗量,以此来保障成本的准确[3]。
三、自动扶梯结构设计的优化
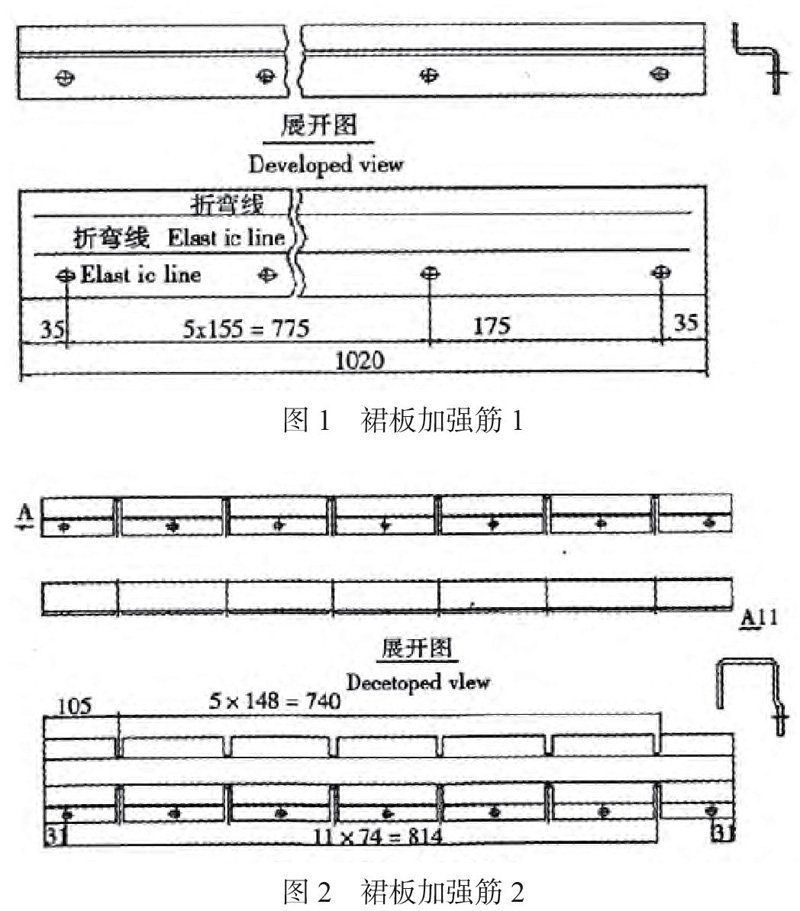
一是,优化裙板加强筋生产加工工艺。裙板加强筋一般都是基于数控转塔冲床加工的,这种结构较为复杂的零件机床在加工中会导致设备负荷的大幅度增加,所以,为了弥补产能不足这一缺陷,一定要重视相关加工工艺的进一步优化。首先,设计冲模。要运用专门的模具,在符合标准要求的常规冲床上进行这一零件的加工,以此来达到控制产品成本的目的。就目前来看,裙板加强筋的种类、尺寸,还有结构非常多,且大多都比较复杂。对此,为了使得产品结构可以得到合理简化,从而实现对加工工艺的进一步优化,可以统一使用为L=130mm与155mm这两种零件孔间距。这样冲孔模具只需要开一种模具,通过对镶件的更换便可以得到两种孔距的加工工艺,同时还可以节省制造模具的成本,促进产品加工效率的显著提升,也不需要在更换模具这一环节投入太多时间。详见图1 、图2所示。
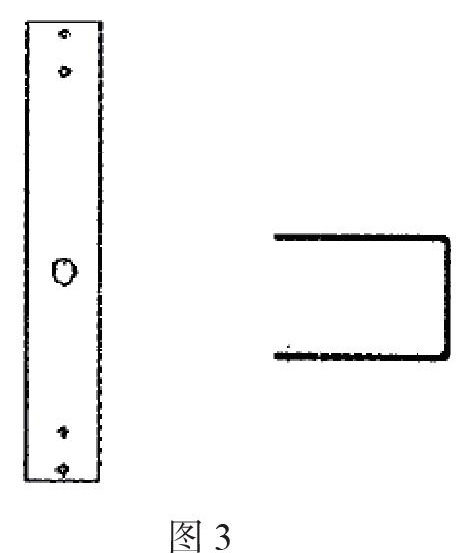
二是,优化油槽支架的生产加工工艺。为了能够有效避免或是减少实际运行中有误在地板上滴落进而污染到环境,在具体设计中,可以通过集油盘的增加来实现对油污的收集。但从不同梯型的自动扶梯、自动人行步道来讲,支架种类有十几种,实际加工起来非常繁琐。对此,可以先分析、整合不同梯型结构,在完成产品结构尺寸的统一后,对固定支架数量作出合理简化,从之前的十几种改为两种。这样既有助于产品生产结构、加工工艺的进一步优化,零件的通用性也会显著增强,以此来实现对成本的合理控制。详见图3.
三是,优化物料流。主要是因为某些物料在生产初期,因为产品设计还不够成熟,提出的加工工艺流程也不够完善,但随着生产产量的快速增加,对装配品质提出的要求不断提升,要想充分现阶段发展要求,以往的物料流、加工工艺也要做出合理调整。如,可以通过完善零件设计要求,增加零件表面的加工精度,提升尺寸要求等措施来尽可能减少中间环节,满足车间生产需求,促进供货效率的显著日升,减少物料周转费用[4]。
结语:综上所述,不论是对于哪一企业、哪一产品来讲,优化其加工工艺的最终目的都是为了其产品结构可以得到进一步优化,产品生产成本能够合理降低,为生产效率的提升奠定良好基础。尤其是在新时期背景下,要想以质量来获得更大的市场,使得更多客户可以获得高品质的服务和产品,就必须要重视产品工艺的创新探索与不断优化,促进生产水平的不断提升,自动扶梯也不例外。
参考文献
[1]马雷. 浅谈自动扶梯结构及工艺的优化方法[J]. 装备制造技术,2011(8):128-130.
[2]蓝建华. 浅析自动扶梯扶手带的结构及成型工艺[J]. 中国电梯,2015,26(7):61-63.
[3]姚振群,谢朝阳,李学勇. 自动扶梯双排链传动设计与施工工艺研究[J]. 机械传动,2020,44(3):166-170.
[4]邢媛媛,王立志,赵双. 浅谈自动扶梯主驱动轴轴承更换施工工艺[J]. 科学与信息化,2019(7):116.

 京公网安备 11011302003690号
京公网安备 11011302003690号


