



- 收藏
- 加入书签

浅谈大型贮槽集中控制倒装法技术运用
 打开文本图片集
打开文本图片集
一、任务的提出及研究意义
随着科学技术的发展,我国石油、化工等几千立方米至几万立方米贮罐的运用越来越多,越来越广泛,同时对贮罐的施工要求越来越高。
内立柱倒装法相对其他施工方法具有劳动效率高、强度小、起升平稳、安全可靠、操作简单、无须限位装置、具有良好的自锁功能等特点。而利用电动葫芦的倒装法不仅具有设备简单、造价低廉的优点,而且不使用液压油等消耗品,对工作环境无污染。
在本项目实施的过程中,直径38米,20641m³的煤气水贮槽的现场制作安装是整个工程的施工过程中的技术难点,通过探索新型的集中控制倒装法制作安装方法,提高贮槽倒装的制作安装这一工序的施工的效率,进而加快整个工程的施工进度。
有利于本企业使用新技术、新工艺,以加快施工进度,节约工程成本,提高施工质量,并推动本企业施工技术的提高,提高企业核心竞争力。
二、研究开发内容及方法
2.1研究开发内容
大型贮槽集中控制倒装法制作安装技术为项目现场煤气水贮槽的现场制作安装提供了一种全新的施工方法,通过采用深化施工图纸、板材合理排版、电动葫芦及抱杆合理布置和安装对贮槽的预安装进行快速的定位,施工操作简单,安全可靠,施工效率高;
采用集中控制倒装技术对贮槽现场制作安装快速加工,克服传统施工工艺所造成的制作安装不方便的缺点,提高工程质量,保障施工质量,保证施工进度,大量节约成本;同时改善施工流程,提高施工效率,加快施工进度,推动行业的发展。
2.2研究开发方法
(1)首先开展项目关键技术的调研工作,并与设计院沟通,了解本工程项目的质量要求及特点,了解施工环境;
(2)通过公司技术信息部收集有关大型贮槽的构造形式、施工规范及其它相关资料;
(3)组织人员到正在进行现场考察,制定施工方案;
(4)组织有丰富经验的技术、管理人员进行方案讨论,召开专家论证会,对方案可行性进行探讨、研究;
(5)进行工程应用测试,检测工程质量,验证施工方案的合理性;
(6)完善并总结大型贮槽集中控制倒装法制作安装技术方法,制定施工规范。
三、技术关键和解决的技术问题
3.1提升系统结构形式
3.1.1电动葫芦个数计算
最大提升重量:贮槽总质量(不含最后一圈壁板和底板)427吨
注:下列式中N为电动葫芦的个数 ;η为安全效率系数,取0.75
按单个电动葫芦乘载量Q=10T计算:N=Gm/10/η=427/10/0.75≈58台
3.1.2提升装置立柱强度校核
1)提升装置立柱选用φ219*8材质为20#的无缝钢管制作,选用长度4200mm,58处均布,则最大提升重量Gm为4184600N,外载荷作用给钢管的中心压力N1=Gm/58=72148N;钢管自重对其中部的压力N2=0.48*G=720N;则正压力PZ=N1+N2=72403.3N
2) 钢管中部截面所受弯矩My=-N1(D/2)=7849.28 N.m;Mx=0.033H*G=207.78N.m
则合成弯矩M=(My+Mx)*0.5=207.78N.m
3)钢管截面面积A=(219-8)*3.1416*8=5303.021mm2;回转半径r=74.5mm;折减系数φ=0.768;钢管的抗弯模量W=268672.7mm2;
4)钢管中部界面的应力σ= M/W+PZ/φA=49.3N/mm2
钢管材质为20#,其屈服强度为σs=245N/mm2,取安全系数κ=2.5,许用应力为[σ]=σs/κ=245/2.5=98>49.3N/mm2
综上所述,选用φ219*8材质为20#无缝钢管满足提升强度要求。
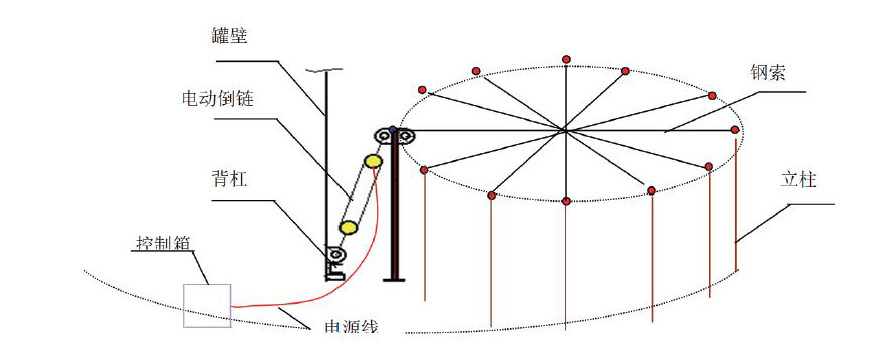
倒装立柱应对称均布,距罐壁的距离应以电动倒链与起吊吊耳基本在一条铅垂线上为佳。立柱安装必须保证垂直,如与罐底接触有间隙,可垫薄钢板找平,并焊接牢固。在立柱3/4高度位置安装两根斜撑,斜撑用L75×7角钢制作。斜撑之间的夹角及斜撑与罐底的夹角均以45度为宜。对称的两根立柱之间用钢丝绳拉紧。
电动倒链提升示意图见下图:
在每圈罐壁下端用背杠加固,背杠用[20槽钢滚弧制成。背杠的作用是撑紧罐壁下环口,在提升过程中使罐壁受力均匀,保证罐壁的椭圆度。
背杠用千斤顶顶紧的位置应避开倒装立柱。背杠制作成型后的曲率应和罐内壁的曲率一致。壁板组焊完后,将背杠松开降至已组焊壁板的下部,再次胀紧提升,如此反复,直到最底一节壁板。在电动倒链下方的背杠上焊接起吊吊耳,电动倒链通过控制装置提升起吊吊耳,将力传到背杠及罐壁上,达到提升罐壁的目的,电动倒链可同步提升,也可单独提升。提升到位后,拉紧封口倒链,测量周长、切割余量,组对点焊封口处纵缝,然后开始组对顶圈与第二圈壁板的环缝。环缝组对时,可个别升降电动倒链,以调整环缝组对间隙。
3.2集中控制微调电路的调整
由于电动葫芦的电机在同步方面不可避免的存在差异,为此必须对提升装置整体提升的同时安装单个葫芦的微调电路,以便及时调整个别葫芦提升速度,使整个提升系统保持相对平稳的运行,保证提升安全。对电路进行微调改进后,不仅控制了单个葫芦提升速度,保证了提升安全,而且可以微调环缝组对间隙,控制组对变形,保证焊接质量。
四、获得的研究成果(包括所达到的技术经济指标、总体性能指标与国内外同类技术或产品的比较)
4.1 取得的成果
4.1.1 取得的技术成果
通过研发小组理论上的探讨、借鉴,再加上反复的实践操作、练习,使大型贮槽集中控制倒装法制作安装技术在实际施工运用中变为一种高效的施工工艺,研发小组基本掌握了电动葫芦的选型,抱杆的理论核算验证,集中控制操作要领,提升高度和时间的控制,组队间隙的把控等,其中核心的技术是提升系统结构形式和集中控制微调电路的调整。使得大型贮槽集中控制倒装法制作安装技术在项目上安全顺利运用。
4.1.2 取得的效益成果
(1)依托项目之经济效益:
在中煤鄂能化100万吨甲醇技改项目上,主要材料节约、机具设备节约及整个生产效率的提高,从而有效地降低了成本,以施工周期5个月为例,具体情况如下:
1)机具成本节约:
正装法:需使用12吨塔吊、16吨汽车吊和25吨汽车吊各1台,合计费用67万元;
倒装法:需使用顶升装置一套和25吨汽车吊1台,合计费用37.5万元;
对比:两种施工方法比较,节约成本约29.5万元。
2)措施成本节约:
正装法:需使用到脚手架14200米,费用3.4万元;扣件10313个,费用2.16万元;跳板180块,费用1.35万元;安全网2580平米,费用0.65万元;搭拆人工246工日费用8.1万元,合计15.66万元。
倒装法:需使用自制平台1批,费用1万元;顶升装置连接材料1批,费用1万元;安拆人工费用30工日,费用1.05万元,合计3.05万元。
对比:两种施工方法比较,节约成本约12.62万元。
通过简单分析也得出以下结论,设备直径越大,高度越高,重量越重采用大型贮槽集中控制倒装法制作安装技术经济性越高。综上所述,节约成本约42.12万元。
(2)社会效益方面:通过在中煤鄂尔多斯能源化工有限公司100万吨甲醇技改项目上的研发和运用,进一步获得了业主单位的好评。
(3)工程推广:大型现场制作安装设备推广集中控制倒装法技术板可明显节约施工机具、措施等费用,简化施工方法,解决施工场地有限,控制施工成本等困难。特别是采用集中控制倒装法可控制组对及焊接质量,筒体垂直度偏差,加快施工进度,获得良好的技术经济效益。

 京公网安备 11011302003690号
京公网安备 11011302003690号


