



- 收藏
- 加入书签

浅析接线夹中空成形工艺及连续模具结构
 打开文本图片集
打开文本图片集
摘要:通过对接线夹产品的工艺分析,该产品成形的工艺的难点在于多次弯曲成形后,形成封闭中空两方向扣合的产品结构,而且两重叠面上的孔有同心度要求;为解决此问题在模具结构上采取了桥式浮动成形凸模结构及中空成形工艺及滑块整形校正工艺。
关键词: 接线夹, 封闭中空两方向扣合产品结构 ,桥式浮动成形凸模结构,中空成形,滑块整形
1.引言
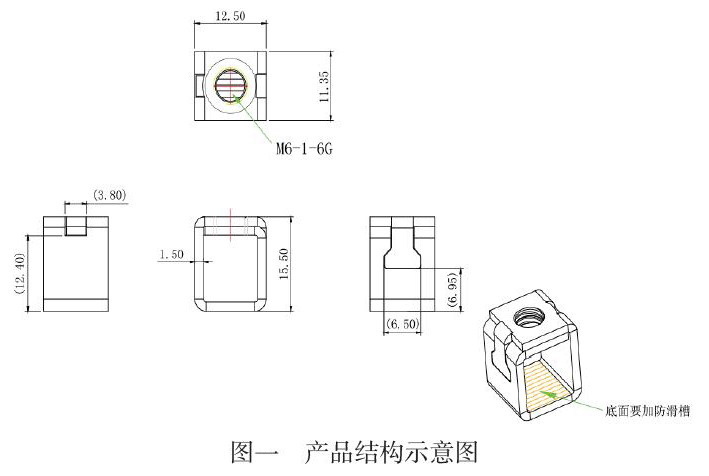
该产品是配电箱装置上用于接线的新型连接夹紧装置,其材料为碳钢35号钢,材料厚度t=1.5mm,具体结构如图一所示,年产量100万件以上,故此模具设计是采用连续模具。[1]
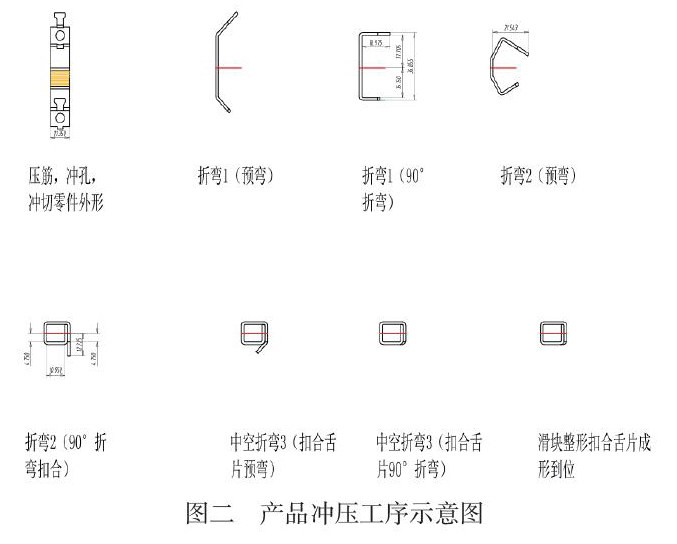
图一所示,该零件经多次弯曲最后扣合成封闭方框,成形工艺比较复杂,经初步工艺分析及零件展开做出如图二所示重点关键工序安排。
设计工序排布时,要充分考虑到每道工序的成形工艺性及前后道工序的连续性,因该产品弯曲次数较多,又有2处扣合工艺,所以要格外注意每道弯曲尺寸精度的控制,避免因误差积累而导致最后扣合位置偏差,近而导致该工艺失败;又要同时避免因累积误差导致上、下两层插入扣合后,螺纹底孔同心度超差;关于两层面圆孔同心度的控制,除控制各道折弯尺寸精度外,同时采用产品上、下两层孔径差异化处理,即将下层底孔冲孔孔径做成比上层孔径大0.1mm以抵消多次折弯带来的扣合尺寸偏差,以确保产品成形后的质量稳定性。
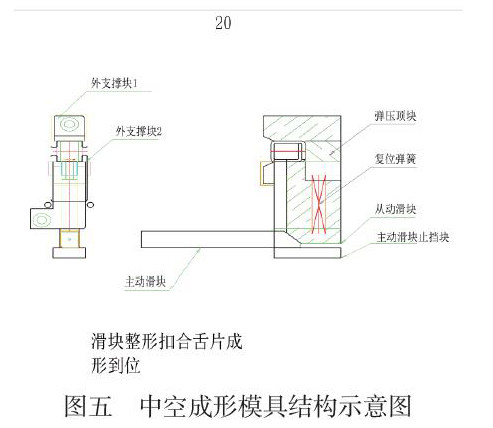
工序包括,压筋、冲孔、切零件外形余料----折弯1(预弯)----折弯1(90°折弯)----折弯2(预弯)----折弯2(90°折弯扣合)----中空折弯3(扣合舌片预弯)----中空折弯3(扣合舌片90°折弯)----滑块整形扣合舌片成形到位。
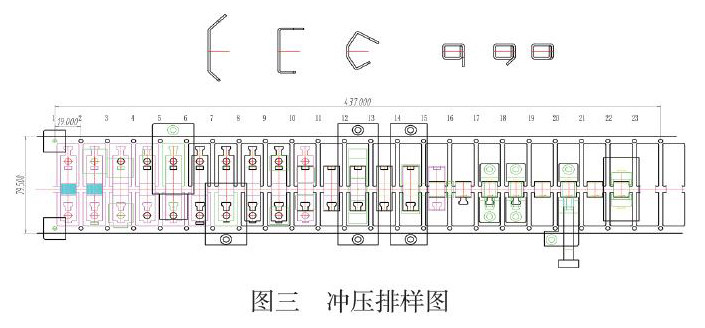
如图二所示的各关键重点工工序排出后,就可看出该产品得以实现的难点,即如何解决产品由平面逐步成形为封闭方框过程中在模具内方体送料的实现,并要保证生产动作的连续性,成形工位的有效性;另外,当该产品在模内形成封闭形状的方框后,应采用什么样的模具结构来实现扣合工艺的完成,并能够达到精确尺寸配合,鉴于该产品的材质并经过多次弯曲成形形成封闭后产品强度的增加,以及多次弯曲成形后材料表面的冷作硬化现象而增加的强度,特设计了中空无型芯折弯成形的冲压工艺,为了增加成功保险系数使扣合舌片更加容易变形,特增加了冲压折弯线工艺即在舌片折弯线处,在弯曲工序前冲压0.5mm宽X0.5mm深压筋线,同时采取了先预弯,再弯曲成形的冲压加工工艺,因此,在充分考虑到该产品在生产中的模具稳定性及产品质量,采用双边载体连料,共计23个工位,前9个工位包括冲导位孔,压防滑纹,切除余料及空位,从工位10至21工位包括各道弯曲,浮动成形,中空成形,滑块整形工序,工位22为工艺空位,23工位为产品分离工序,如图三所示。
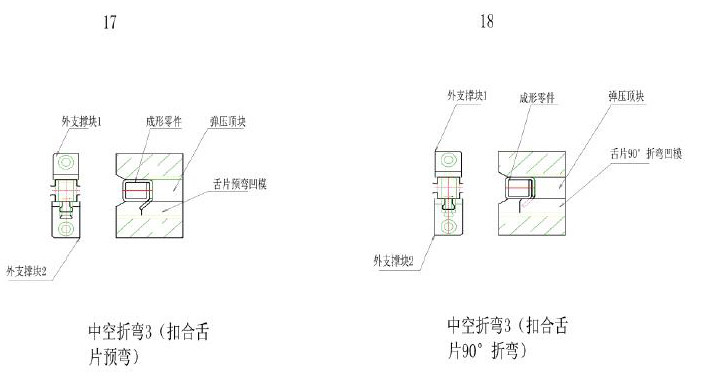
该产品排样设计实现的重点,难点主要有工位12、14折弯2封闭成形后如何保证料带的立体移动及工位17、18扣合2舌片如何在封闭的结构下进行逐步扣合并能扣合到位,保证生产的连续性及零件质量的稳定性,为此模具设计时充分利用该零件特有的结构,大胆采用了新颖的模具结构,即采用了桥式浮动成形凸模结构,利用该产品材料为厚度1.5mm的碳钢刚性足的特点,采用外侧支撑无成形凸模的中空成形方式进行舌片扣合的模具结构,考虑到无成形凸模会带来舌片扣合不到位的隐患,特意增加整形工序,采用滑块侧推结构。
2.模具结构
由于本产品在连续模具上能否得以实现,重点工序是在封闭成形工位及舌片扣合工位,所以在这里将重点说明上述重点工序得以实现的模具结构。
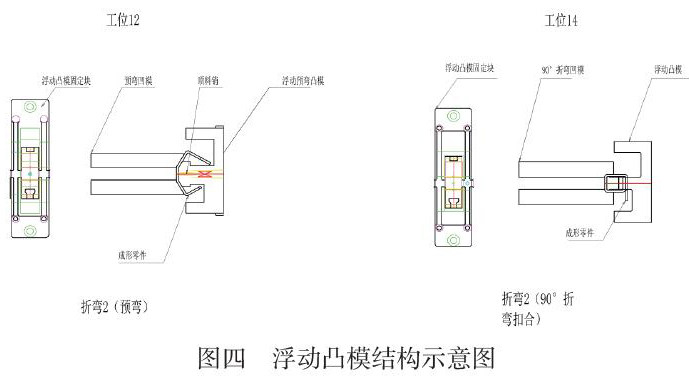
2.1工位12,工位14封闭成形预弯及封闭成形模具结构,如图四所示,该结构由浮动凸模固定块,折弯凹模,弹顶装置,浮动凸模等模具零件构成,其原理是上、下模分离未接触前,浮动凸模在弹簧的作用下处于浮起状态,高度同料带浮升销的浮料高度相同,便于零件在立体封闭成形后向前按步距送料,待条料在送料机的工作下送至下一工位时,随着模具上模下行,当模具脱料板与料带接触后,浮动凸模随着料带一起下行直至止动位置,然后上模继续下行,折弯凹模下行到指定位置,将零件折弯成形为止,然后在冲床滑块的带动下上行,此时,浮动凸模连同料带随之一起上行,直至到达指定位置分离完成一个工作循环。
考虑到本模具结构中的浮动凸模属悬臂梁结构,悬臂梁的缺点是受力点离固定点越远,梁越容易变形,甚至断裂。本模所加工产品材料厚度为1.5mm碳钢,成形力较大,也就是作用在悬臂梁上的作用力较大,为解决该问题,有意将浮动凸模的悬臂部分适当延长,在适当位置的下面设计一个垫块作为支点,在浮动凸模处于下止点位置时,就将悬臂梁结构变成了两端具有支点的受力均衡的横梁了,很好地改善了浮动凸模的受力状态,提高其使用寿命降低了模具给维修成本,提升了经济效益。
2.2在指定工作位置,在以模具脱料板弹簧力为动力源的条件下,形成无内部型芯的中空折弯成形,这时模具内的弹压顶块随之下行,并在底部弹簧的作用下形成反顶压力,使零件处于一个位置稳定的成形状态,到达下死点后,伴随着冲床滑块形成的上升,在弹顶块的弹力作用下成形后零件同料带一起上升回到浮升送料状态,完成一个工作循环。
为了有利于封闭成形的工序半成品能够顺利进入到形腔内,两个外支撑块特设计了口部倒45°大斜角,便于固定零件的工艺成形位置;为了更有利于舌片弯曲成形,近而高质量达到扣合的要求,该道扣合工序特分成2道完成,先预弯、再成形到位,并且还采用了在预弯前还在折弯线位置冲压了预折线,目的是减少舌片的弯曲力使用舌片在仅有外支撑及底部支撑,无成形凸模作为内支撑的中空条件下,利用本身的刚性,更易成形到位,达到设计目的。另外,该结构中,底部的零件退出型腔,又不能弹力过大使零件产生侧壁纵向失稳变形。
工位17、18扣合舌片预弯,90°折弯成形模具结构,如图五所示,该结构主要由外支撑块1,外支撑快2,弹压顶块,弯曲凹模镶件组成;其工作原理是利用成形后零件的刚性加上外支撑块的支撑保护作用下,随着模具上模在冲床滑块下行时,当脱料板工作面同料带接触开始,直至到达指定工作位置。
2.3工位20侧推滑块整形模具结构,如图六所示,该工位模具结构是由外支撑块1,外支撑块2,弹压顶块,从动滑块,复位弹簧,主动滑块,主动滑块止挡块组成,其工作原理,上模随冲床滑块下行,当脱料板工作面与料带接触同时下行至指定位置,成形后产品零件进入外支撑块内,同时弹压顶块下行至指定位置,此时,上模继续下行,脱料板弹簧压缩,主动滑块同从动滑块接触,在主动滑块的作用下,从动滑块开始工作,复位弹簧被压缩,当冲床行程至下死点时,从动滑块整形工作完成,冲床滑块行程的上升,主动滑块上行并逐渐与从动滑块脱离,从动滑块在复位弹簧的作用下复位,料带在浮升销的作用下复位至送料高度并向前送料至下一工位,完成一个工作循环。
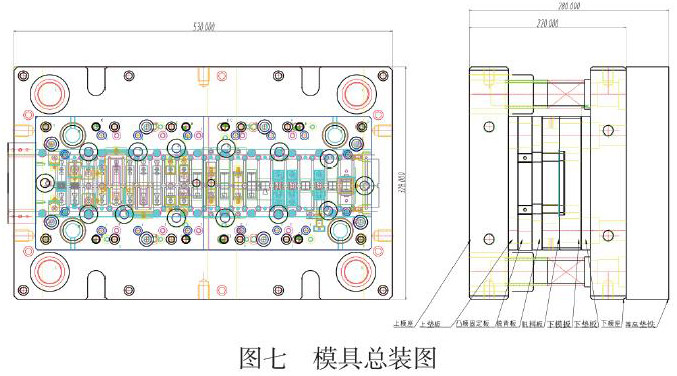
2.4整套模具按标准模具制作,由上模座,上垫板,凸模固定按,脱背板,脱料板,下模扳,下垫板,下模座及等高垫铁组成。工作零件材质全部采用SKD11,总装图如图七所示。
考虑到该产品材料为1.5mm碳钢,冲裁力较大,另每年要求是量超过百万件,为了增加模具强度及耐磨损性,特将所有模板(除模座)外的材质采用SKD11。因本产品成形工艺复杂,每道成形尺寸精度要求较高,故模座导柱,导套及模内导柱、导套均采用滚珠导柱、导套,同时为了防止在生产中因条料误送而导致模具零件损坏,造成不必要的损失,本套模具特别增加了料带误送检测机构,条料误送时通过传感信号能够及时停机,避免损坏模具。为保证模具本身工作零件动作的有效性,脱料板的缷料弹簧全部采用棕色矩形弹簧以提供足够压料和及缷料力。
3.结束语
通过该套模具的特殊结构设计及工艺设计,顺利实现了该款压线接线夹产品在连续模具上的产出,达到每班4万件的产能,既提高了生产效率,又稳定了产品质量,为企业创造了经济效益的同时,也满足了市场的需求,同时,也对类似封闭方形扣合件产品的模具设计提供了参考的新思路,为本行业的同行们提供了宝贵经验,开阔了在此类产品连续模具设计方面的视野,增加了对冲压成形工艺及模具结构等问题的思考深度。
参考文献
[1]王孝培.模具结构及设计.实用冲压技术手册,2001.3:216—297

 京公网安备 11011302003690号
京公网安备 11011302003690号


