



- 收藏
- 加入书签

三坐标测量机检测机械加工零件同轴度误差分析
 打开文本图片集
打开文本图片集
摘要:三坐标测量机在同轴测量不规则加工零件方面具有前所未有的优势。但是,在某些情况下也可能出现同轴测量误差,因此需要根据情况进行适当的控制,以确保同轴测量的精度概括三坐标测量机的工作方式,分析加工零件同轴测量中的测量误差,并提出相应的操作建议。
关键词:三坐标测量机;同轴度误差测量
同轴是机械加工过程中的基本公差项目。对于不同类型的机械零件,请使用不同的同轴检测方法。例如用v形架、钢球加杠杆式等检测法向轴零件的同轴度;用芯轴加杠杆百分表法确定箱体孔的同轴度。不规则轴类的同轴校验比较困难,因为三坐标测量机允许良好的检测。与传统仪器相比,三坐标测量机不要求工件旋转,通过工件的样品,用探针取点采样快速确定同轴度。使用三轴测头测量同轴度时,可能会出现同轴测量误差,原因是了解基线、轴测方法、轴测方法和测量点。因此,必须正确控制误差以确保测量精度。
一、三坐标测量机概述
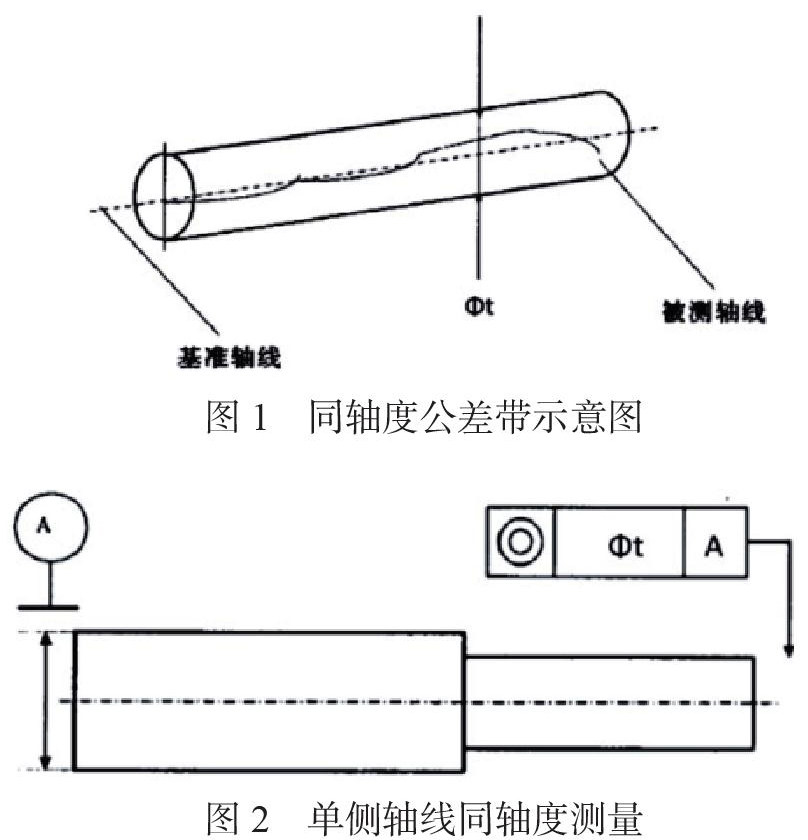
同轴公差区域定义如下:测量的圆柱轴位于一个圆柱内,其公差值等于以圆柱轴为中心的直径。测量轴由直径测量同轴误差的圆柱体组成。请参见图1,φt是测量轴的同轴公差区域。单侧同轴测量如图2所示,其中外圆柱轴A必须具有同轴公差t,圆轴必须具有公差值t,且与基准轴A同轴。
在简单讨论制造零件间同轴关系的概念之前,让我们分析一下用三轴测量仪测量同轴误差的方法。主要的步骤是先建立一个坐标系。机械零件的同轴测量应在指定的坐标系下进行。因此,您必须首先生成零件数据,并且位置错误数据满足最低要求。创建同轴轴基准轴后,根据零件的特殊要求创建基准。参考通常是孔或外圆柱体的轴线。该轴基于孔轴坐标系。首先截取两个截面的圆上六个点,使用计算机软件创建圆柱轴作为坐标系的第一个轴,然后在基准轴上定义一个点。接下来,测量测量元件。在测量元件表面上,需要在测量元件表面上均匀分布一系列点。如果采样点没有复盖组件的整个表面,只能测量局部位置,则必须设计一个满足实际情况的尺寸图。测量完成后,计算机系统自动产生评价进行计算。当使用坐标系机构测量零件同轴误差时,被测零件和支撑零件的距离可以更大,误差可以更大。基于三坐标测量机的原理采集测量节点上多个特征点的坐标,并通过计算机测量程序进行分析和处理。因此,测量误差的主要原因是系统误差、控制点误差、工件形状误差、计算误差、环境误差、测量点误差、灵敏度系数等。同轴测量中,采样点的误差和灵敏度系数对同轴误差的影响最大。测量点主要表示被测原料的扰动,测量点的位置和数量难以准确确定,容易产生形状误差。此外,计算方法误差可能导致同轴测量误差。通常,要获得准确的测量数据,您必须重新定位测量点,重复测量,然后执行完整的分析。就灵敏度系数而言,它反映了初始测量元素对测量的影响。同轴测量中,测量精度与原始成分密切相关,因此灵敏度系数是同轴测量中测量误差的重要原因。
二、减少同轴度测量误差的方法
取样点和灵敏度系数是使用三坐标测量机测量制造零件同轴轴时出现同轴误差的主要因素。并在这两个因素的基础上分析了有效的控制措施,以减少同轴测量的偏差,保证测量的准确性。首先,增加参照剖面之间的距离。正确增加第一和第二截面之间的距离,可有效减少测量同轴元件时的干扰比例,从而减少误差。如果元素平面足够长且与测量的剖切面相邻,则可以忽略此错误。然后使用线性测量分析同轴度。对于直线度零件的同轴度,请使用线性分析。由于下部轴的倾斜对整个零件的影响有限,并且相应的轴偏移对整个零件的影响有限,因此测量线的测量角度实际上是零件的轴偏移。要执行此操作,可在两个小圆柱上测量多个相交行程,然后使用圆的中心创建一条直线,直接创建三坐标坐标系,测量直线的度数,然后使用零件的同轴公差值作为线性公差值来确定零件是否适合测量同轴尺寸。然后乘以2以确定同轴度。关键是测量测量的元件和基准元件之间的最大距离,将其投影到平面上,以确保平面垂直于基准轴,并检查允许的垂直距离,以确保测量的准确性。如果测量电机机座长轴和短轴加工零件的同轴轴,计算一端的内轴和另一端的基准轴之间的同轴误差,为了减少使用三坐标测量装置测量的误差,将圆柱体末端根据孔端分割成截面圆,并将截面圆投影到端面以获得平面中的所有截面行程。最大中心距离是根据圆心的位置计算的,然后乘以2,得到两端两个孔轴的同轴测量。
3 坐标测量机的维护保养
坐标测量装置的维护至关重要。正确使用三坐标测量仪对其寿命和精度至关重要。如果测量装置维护正确,测量探针没有故障,测量装置寿命较长,则给出了测量装置正常运行的前提条件。
1.测量装置的环境条件。测量装置正常运行需要良好的环境。主要的环境因素包括温度、湿度、振动、气源、电源等。三坐标测量设备需要单独的地线,因为控制系统中非常复杂的印刷电路板用于光栅数据分割,因此需要稳定的零电平。需要单独布线才能提供稳定的零位。由于振动指标很难测量,因此通常需要使用特定指标来评估振动源。例如,由于主要道路上行驶着大量车辆,会影响整个主要道路上的测定机,影响整个工厂的基础。同时,测量机的圆周不能产生重要的驱动力,驱动操作也影响地基。
2.工件清洁和恒温。工件的物理形状对测量有一定的影响,最常用的是工件表面光洁度和加工过程中留下的间隙。冷却液和机油也会影响测量误差。灰尘和污垢集中在探针的顶端,影响测量装置的性能和精度。许多类似的情况会影响测量的精度,在大多数情况下,这是可以避免的。因此,必须仔细清洁零件并采取必要的温度措施,以避免测量结果中出现不必要的误差。通常,可以用无醇乙醇或无纺布来擦拭零件。一般情况下,测试的部件应至少在测量室内保存2小时。同时,在测量机启动前后,必须进行必要的清洗。
3.测量机受压缩空气对仪表的影响。测量机受压力的影响。气浮轴承就像金属块。压缩空气进入中间喷出。将在气浮块和导轨之间创建一个气膜,以便气膜使得气浮块和导轨之间不会产生摩擦。整个测量机的运动部件通过由气浮块从轨道中隔离。
简而言之,由于各种因素,制造零件的同轴测量可能导致测量偏差。应结合零件的形状特征、合理选择测量方法、灵活使用三坐标测量机、保证测量精度、取得满意的测量结果。
参考文献
[1]李书.三坐标测量机对同轴度误差测量方法的探索[J].制造技术与机床,2019(11):94-97.
[2]余转萍,陆永华,等.基于P S D的长跨度孔系同轴度误差测量系统[J].传感器与微系统,2019,32(2):70-73.
[3]王萍.三坐标对同轴度误差测量方法的实践[J].上海计量测试,2019,38(1):41-4 4.

 京公网安备 11011302003690号
京公网安备 11011302003690号


