



- 收藏
- 加入书签

传感技术在轨道板流水机组法中预应力施工环节的应用
 打开文本图片集
打开文本图片集
摘要:随着我国高速铁路的发展要求,CRTSⅢ型先张法轨道板建设成为高铁发展的主流技术。本文论述了传感技术在CRTSⅢ型轨道板流水机组法预应力张拉工位中的应用研究,定义了在生产线张拉工位中智能装备的概念,阐述了在张拉工位中自感知、自诊断、自决策并协同互动的闭环设计方案,衍生了轨道板制造过程中进度、质量、安全等信息化和数字化管理的方法。
关键词:传感技术;轨道板流水机组法;预应力施工;应用研究
随着中国高铁的快速发展以及产业结构的转型升级,自动化水平的提高,目前轨道板厂的缺点便凸显出来,如各工位自动化程度尚处于初级阶段、生产数据无法贯通、施工效率低、生产劳动强度大等。针对上述问题,通过现代化信息传感技术与先进制造装备的集成创新,开展轨道板传感技术在智能制造中的相关研究,实现轨道板制造过程中进度、质量、安全等信息化和数字化管理。
1、CRTSⅢ型先张法预应力混凝土轨道板流水机组法生产线现状
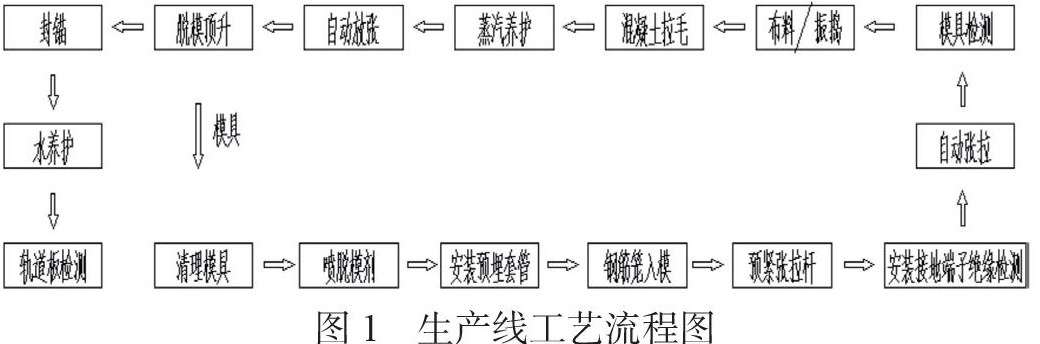
CRTSⅢ型轨道板生产自2017年由台座法生产逐渐转变为流水机组法生产,并出台了TJ/GW156-2017的标准要求。其生产线的基本原理是轨道板模具在自动化控制的流转线上按照规定的工艺流程,按照一定的生产节拍,依次通过各工位进行生产作业,完成轨道板制造。整条生产线在中央控制系统的指挥下自动化运行,实现轨道板的生产工艺自动化,生产控制智能化、生产管理信息化。
1.1 CRTSⅢ型先张法预应力混凝土轨道板流水机组法生产线张拉工位现状
流水机组法生产线在中央控制系统控制下设置模具清理、脱模剂喷涂、预埋套管安装、钢筋骨架入模及张拉杆旋拧、自动张拉、混凝土浇筑振捣、养护、放张、脱模、轨道板检测等工位。其中,预应力施工是轨道板成品质量的最关键工序,在《高速铁路CRTSⅢ型板式无砟轨道先张发预应力混凝土轨道板暂行技术要求(流水机组法)》TJ/GW156-2017的对预应力施工有着详细的技术要求:
1.轨道板纵横向预应力筋采用单端单根同时张拉方式,设计张拉力80kN,并以单根张拉力进行控制,其张拉力的控制测力传感器精度不低于0.5级。
2.预应力筋张拉均匀,加载速度不大于4KN/s,至设计张拉力时应持荷1min,单根张拉力与张拉力偏差不大于±3.0%,并通过机械旋拧方式自动锁紧螺母。
轨道板预应力施工的关键是保证预应力张拉的精度和均匀性,预施应力不足会导致轨道板的强度刚度不够;预施应力过度会造成预应力筋出现塑性变形、断裂等问题。预应力筋张拉不均匀会造成轨道板发生徐变、翘曲,对以后运行的轨道平顺性产生较大影响。
1.2 轨道板流水机组法生产线预应力实际施工方案
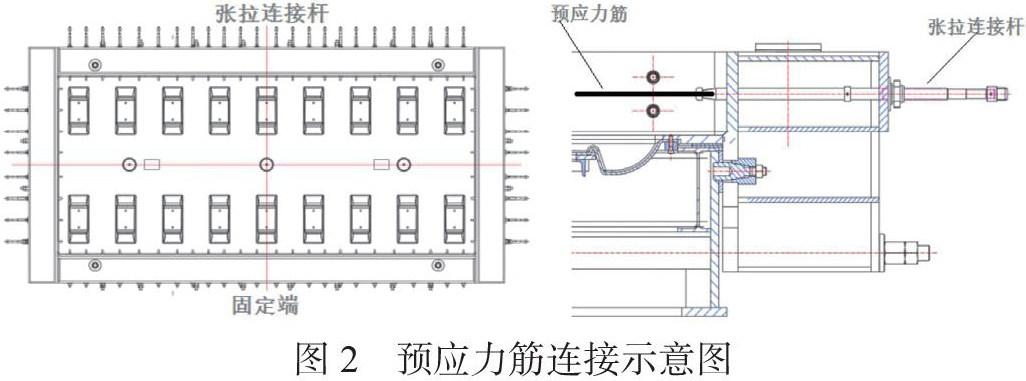
以P5600轨道板为例,横向单层布置,计24根预应力筋,纵向双层布置,每层8根计16根。
预应力筋在模具内实际布置时,为了便于预应力的施工,在预应力筋与张拉设备的连接上引入了张拉杆,通过模具外加张拉杆实现了预应力筋外引出模具,同时便于预应力设备的连接和施工。
按照轨道板预应力筋的布置情况,在实际施工过程中,需要实现预应力筋与张拉连接杆、千斤顶等进行连接。不仅如此,若需要实现轨道板线上生产,还需考虑如何在不影响模具流转的前提下实现轨道板三方向上张拉设备与张拉杆的对位连接问题,这就需要在空间上通过机械结构实现张拉设备与张拉杆对位连接。基于上述环境的复杂性,导致张拉设备实现自动化作业时出现了一些困难,须在相应施工环节上引入对应的传感技术。需要解决工作中的问题:
1、模具与张拉设备的对位问题。
2、张拉设备与预应力筋的连接问题。
3、张拉作业的精度和均匀性如何保证的问题。
4、长期使用下,如何规避个别器件或原材的参数参差不齐的问题以及带来的安全施工问题。
2、传感技术在张拉工位中的应用
随着我国智能京张、智能京雄等重大工程建设,智能高铁的战略目标更加清晰,这样对生产线的智能装备也有了进一步的高标准、高要求。
轨道板张拉工位基于全方位态势感知、运行控制、故障诊断、故障预测等技术,实现张拉设备相关部件的自感知、自诊断、自决策、保持最佳的使用状态。
针对目前流水机组法生产线张拉工位存在的问题,提出如下解决方案。
2.1模具就位及与张拉设备对位
1.模具到位检测与定位
模具沿流转线通过牵引走行,进入张拉工作区,张拉工位地面中心一侧位置设置RFID扫码器,利用传感射频技术检测进入的模具型号规格,采用精确定位装置将流转中的模具准确锁定在张拉工位,并向控制中心发送模具就位指令。
2.模具与张拉设备间的定位
模具至张拉工位并锁定后,张拉定位框架下落,定位框架四点设置4个定位销,通过定位框架上的定位销与模具上的定位轴完全四点定位,实现模具对张拉设备的基本定位。为确保定位实现,通过开关传感技术,在各定位销上加装接近传感器,进行定位锥与模具安全检测,判断升降工装的定位销与模具相对位置的定位孔是否吻合。
同时,定位框架的三个方向设置有张拉横梁及张拉单体,由液压油缸的伸缩实现张拉杆进入张拉千斤顶内;在定位框架下降过程中,必须保证所有张拉横梁在最远端,防止下降过程中,张拉横梁撞坏张拉杆。
3.张拉横梁与张拉连接杆的对位与连接检测
接收到中控命令后,由安装在纵、横向张拉横梁上的位移传感器判断张拉横梁是否收拢到位,在每个张拉连接器上安装检测工装和光电开关传感器,保证张拉系统可实时监控、调整张拉连接器位置,提高工作效率。
4.安全电子围栏检测
在横、纵张拉横梁四周增加安全光栅系统,在工装升降过程中形成安全电子围栏,实时判断张拉杆与横梁的安全距离,确保无障碍工装升降,提高工装升降的安全性。在横、纵张拉横梁四周增加安全光栅系统,在工装升降过程中形成安全电子围栏,实时判断张拉杆与横梁的安全距离,确保无障碍工装升降,提高工装升降的安全性。
2.2张拉过程传感器全监测
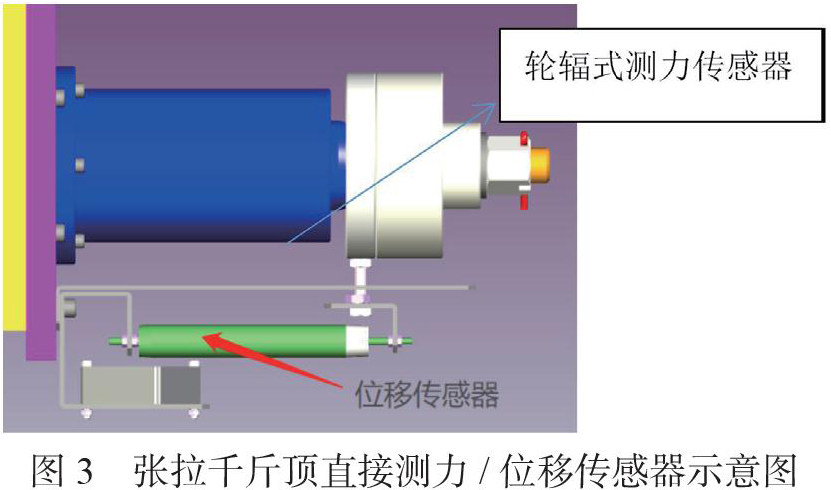
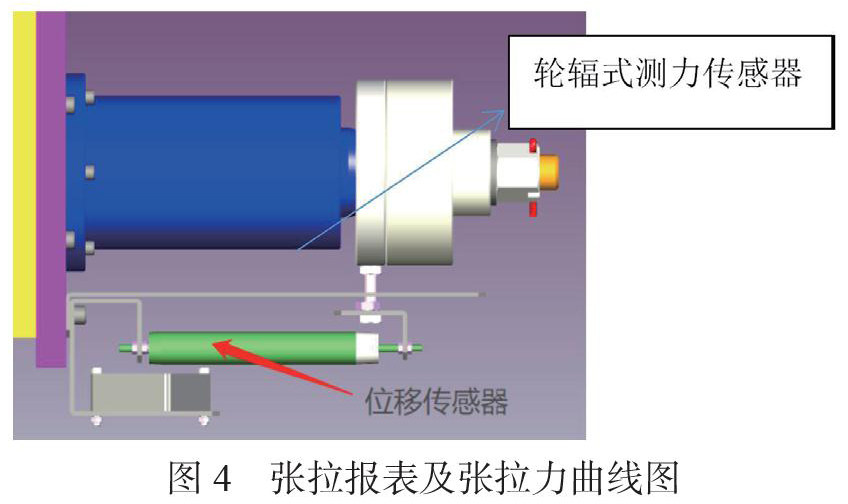
1.采用轮辐式高精度应变式测力传感器进行力的测量
在千斤顶端部安装测力传感器,直接测量施加荷载的大小,该测量方法受力明确、测量精准。在张拉作业中使用测力传感器具有以下优点:
(1)反应的是直接作用于预应力筋的张拉力值,用传统的压力表或者液压传感器测出的力值需要经过人工换算,才能得出张拉力。
(2)测出的力值不受千斤顶油缸摩阻、温度、系统压力稳定性及内泄的影响。
2.在每个张拉千斤顶供油端安装高精度液压传感器
作为应变式测力传感器的复核装置。控制系统实时读取两种传感器的数值并进行比对,确保张拉作业的准确和安全。
3.位移测量
采用电子尺位移传感器,对伸长值实时进行测量。
通过上述传感器的设置,保证了整个张拉过程的精度达到了TJ/GW156-2017的精度要求。
2.3张拉过程的动态监测及智能控制
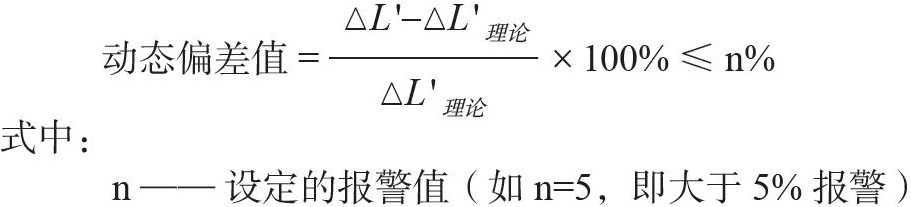
基于以上多种传感技术,对张拉全过程进行实时动态监测,系统实时计算当前力值下预应力筋伸长值与当前该点的理论伸长值进行比对。可有效地防止测力或位移传感器失准、预应力筋材质出现问题的情况下,系统依然进行张拉,造成重大的质量或安全事故。
张拉过程中动态伸长值预警计算公式为:
动态偏差值=理论 —理论×100%≤n%
由于张拉前各预应力筋的松紧程度不一,固采用张拉至初始阶段(F初)后再计算动态伸长值,初始阶段张拉力宜取控制张拉力的20%。
通过测力传感器和位移传感器,对张拉全过程数据监测并计算,由张拉控制系统根据监测数值平衡各张拉千斤顶速率,实现同步均匀张拉;同时,张拉数据实时传输至中控室,数据服务器储存、分析,形成各报表数据;符合了TJ/GW156-2017中对张拉工艺施工的规范要求。
2.4 张拉工装升降过程中的状态监测
在张拉工装升降过程实时读取电子围栏信息,实时判断张拉杆与横梁的安全距离,确保无障碍工装升降,有故障时停止工作,并报警提示。
3、结语
通过对张拉工位增设传感检测装置等智能装备,利用传感技术、电子围栏、网络交互等,实现工位自动工作的同时,将总体智能化水平提高,工位实现自身运行状态检测、建立自我故障诊断,建立有物理实体对应的自发自感知体系,结合软件技术,利用PLC总体中控,中控与工位一一对应并相互通讯,实现泛在互联共享,确保运转流畅。提高了整体的生产效率和安全效率。
通过对轨道板张拉工位系统的研究开发,进而可衍生成实现现场生产、工艺优化、车间运行管理、企业级管理的高效协同,提高生产设备的利用率、减少各项工序的衔接时间、降低能源的消耗等。同时,依据智能板厂生产管理体系,建立“生产制造—质量管理—客户反馈—生产优化”的闭环反馈系统。
参考文献
[1]王同军,中国高铁智能发展战略,中国铁路,2019(1):9-14
[2]王同军,智能铁路总体架构与发展展望,铁路计算机应用,2018(7):1-8
[3]贾利民,秦勇,张媛,数字铁路、智能铁路与铁路智能运输系统,中国铁路,2012(3):16-20

 京公网安备 11011302003690号
京公网安备 11011302003690号


