



- 收藏
- 加入书签

钢轨铝热焊缝缺陷治理的研究
 打开文本图片集
打开文本图片集
摘要:本文将着眼于无损探伤视角进行分析,针对不同型号的探伤仪进行设定,使其灵敏度相同,据此实施距离波幅(DAC)曲线设定,需要结合设备的实际位移量信息进行探测,以明确铝热焊内部缺陷的实际位置,确定其体积及形状信息,并以此为基础,依据国铁标准(TB/T 2658.21—2007)实施铝热焊伤损判定。本论文的研究成果可以应用并推广到实际施工无损探伤工作中,以免由于验收单位的验收标准过高而导致材料判废率过高。此外,要求在日常生产过程中进行客观的铝热焊焊接质量评价,以促进产品焊接效果提升,保障成产成品率。
关键词:铝热焊;距离波幅曲线;伤损检验
1、钢轨铝热焊超声波无损探伤判别分歧
中华人民共和国铁道行业标准第21部分(TB/T 2658.21—2007)明确指出,伤损判定的主要依据为钢轨焊缝超声探测,然而,由于所检测到的超声波无损探伤结果并不合理,因此难以实现对缺陷信息的精准定位,也无法实现定量分析,导致全国各路局所采取的超声波无损探伤标准存在较大差异。此外,由于工程施工企业和验收企业对该标准的理解存在一定差异,可能影响工程项目的施工进度,一旦该差异过于明显,甚至可能导致工期出现1个月以上的延误。超声波无损探伤技术具有较强的专业性,如果在实际施工阶段施工方和验收方出现了分歧,则需要积极促进无损探伤人员之间的交流和沟通。一旦发生此类问题,工程无损探伤检测人员可能非常焦灼,而技术人员也可能由于无法给出令众人满意的答复而十分苦恼。
2、钢轨铝热焊焊缝焊接质量影响因素
2.1 钢轨对正精度的影响
要求进行严格的施密特铝热焊焊缝,将轨缝宽度限制在28-30毫米以内,做好接头平直度控制,以免因为平直度超标而增加对列车的冲击力,带来严重的冲击负荷,进而影响钢轨设备的正常使用寿命。应用铝热焊设备进行焊接,通常需要设置专门的对轨架设备,然而,在现场检验工作中,由于多数焊轨队未能采取合理的钢轨对正措施,往往只能应用简单的楔铁和锤子进行对正处理。在经过一系列现场调研后,发现铝热焊设备的重量普遍相对较大,且难以携带,为此,要求尽量减少此类设备的携带频率。
钢轨对正的合理性是影响焊缝质量的关键,若无法充分落实对正作业,则可能带来十分严重的焊接问题,极易形成高低焊缝,也可能导致焊缝无法焊合的问题。
2.2 预热温度、时间及流量
预热控制法操作的合理性可能在一定程度上影响轨道接头质量,由于受到温度、时间和流量条件的影响,可能直接影响焊缝金属的组织及结构性能,这也是直接决定焊接质量的关键。采取预热控制的手段进行缺陷治理,其主要影响因素为气管长度、环境温度及烤枪位置等,需要相关作业人员不断丰富自身的操作经验,提升操作技能水平,以更好适应施工技术要求。此外,要求积极采取定时火焰预热工艺控制手段,以实现对氧气流量及可燃性气体配比的充分管控,方可在有限的时间内获取所需的预热温度。
2.3 操作技术
要求积极优化操作工艺技术手段,结合现场情况开展工艺操作,同时,积极落实焊轨端准备、装卡及焊剂准备、混凝土浇筑、拆模及推溜打磨等操作,针对各项操作技术要求做出清晰界定和明确要求,明确每个具体操作技术内容的要求,严把质量关。
2.4 焊接材料保管
为更好适应车间防盗防火的要求,需要密闭环境中进行检查。一般情况下,班组库房普遍较为潮湿,且一次性坩埚及铝热焊焊剂普遍直接放置于地面上,可能导致其受潮问题十分严重,可能在焊接头伤损分析过程中出现严重的气孔缺陷问题。
2.5 非金属夹杂物
非金属夹杂物的质量可能直接影响焊接技术水平,要求积极优化改进冶炼技术手段,以实现对钢轨材质的充分优化。然而,钢轨焊接过程中所使用的非金属夹杂物仍然相对较多,且往往难以全面清除,需要积极优化相关技术,以减少非金属夹杂物的含量,保障钢轨铝热焊缝的施工技术水平。
2.6 焊接接头轮载效应
通常而言,钢轨焊接端普遍位于轨头顶端,在钢轨制造过程中,由于常常出现轨端挠曲、磨耗度过大、焊接变形等问题,可能直接影响钢轨焊接的质量,引发钢轨结构分布不均匀。随着钢轨行车速度的持续提升,可能相应增加轨道和车轮的冲击风险,影响车辆的正常行驶。随着轮载变动的持续增加,道床不良取悦及碴桥位置上均会表现出明显的轮载变化问题,可能导致轮载出现不同程度的增加或减少,进而带来了一定的钢轨应力变化,引发钢轨振动问题。
3、钢轨铝热焊超声波无损探伤现场实例分析
上海局芜湖工务段的主要业务区间段为新建铁路宣城站、湾址站、弋江站、芜湖站,在实际探伤过程中发现生产批次为0027022、0026210、0026847的德国斯密特铝热焊就有严重的探伤缺陷问题,而其中的缺陷问题主要表现在轨底角1-2档本侧焊筋位置,而超声波的波形位移则在1.0-2.0米区间内。施工人员在15个工作日内共检测出23处重伤接头,其中宣城站、湾沚站、弋江站和芜湖站的伤损各有 11 处、5处、6处和1处。施工现场所含有的焊接头波形均十分相似,且不会产生过多的出伤率,其伤损多集中于高速道岔关键部件上,需要经历较长的更换周期,且应用成本较高,可能在一定程度上影响工程项目的正常开展,极易引发严重的经济和工期损失。
在经过一系列沟通后,组织人员进行培训,针对设备参数信息进行比对,发现施工单位与芜湖工务段的损伤判定标准之间存在严重分歧,需要积极利用作业现场仪器实施核对分析,调整探伤仪设备的灵敏度,使其得以高于铁标TB/T 2658.21—2007标准。提升探伤仪设备的灵敏度指标,也即需要相应延长缺陷波形的位移量,持续增加波形高度,可能导致缺陷过度认定的情形,将难以达到重伤标准的缺陷定义为重伤。在此背景下,双方的处理意见会出现严重分歧,且争议问题十分突出。
为确定设备灵敏度的实际差值,要求在合航基地中焊接线下铝热焊接头,需要在芜湖工务段实施探伤处理,以确定轨底角焊接和母材交界位置处的伤损情况。由于存在上述问题,委托进行试样送检,分别检验16-1#、16-2#试样材料,以判断接头轨底角缺陷在焊缝质量中的作用。
4、送检接头探伤及检验结果分析
4.1 送检德铝焊接头探伤结果
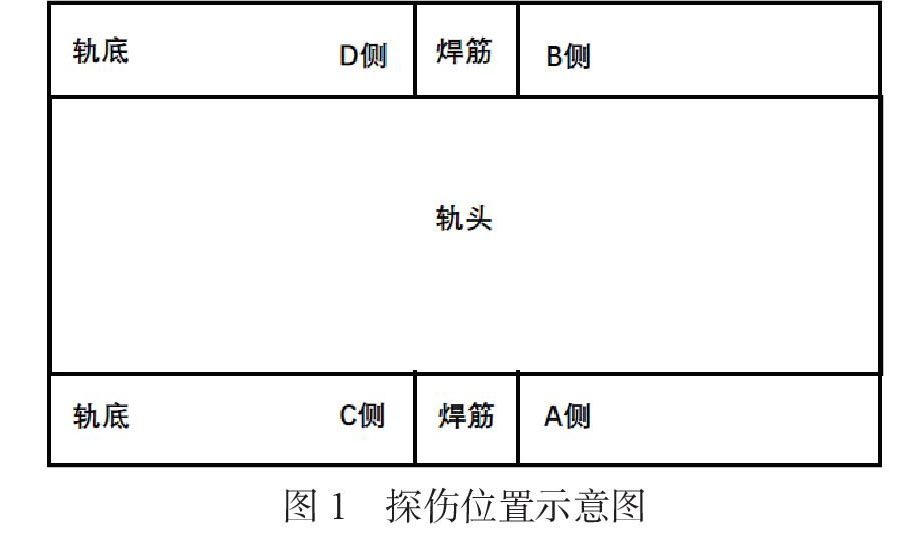
针对送检的焊接接头实施超声波探伤,具体探伤情况如下图1所示。在工务段探伤过程中,16-1#接头缺陷的主要位置为C侧轨底角距轨底角,且其底角与轨道底端侧面之间的距离为8毫米,可以无限接近接头表面,其中的缺陷当量值约为Φ 4-5dB 竖孔。16-2#接头缺陷主要位于轨底角近表面位置处,其中的缺陷当量指标为Φ 4-3dB 竖孔,因此可以断定两德铝焊为重伤。至于施工单位的送检接头探伤结果,其中的16-1#缺陷则主要位于C侧轨底角位置处,与底角侧面相距8毫米,且缺陷当量类型为Φ 4-9dB 竖孔。至于16-2#接头缺陷,则多位于 A 侧轨底角距轨底角侧面,与轨底近表面相距25毫米,其中的缺陷当量类型为Φ 4-8dB 竖孔,由此可以将两德铝焊的伤情定义为轻伤。
4.2 德铝焊接头疲劳压断及断口分析
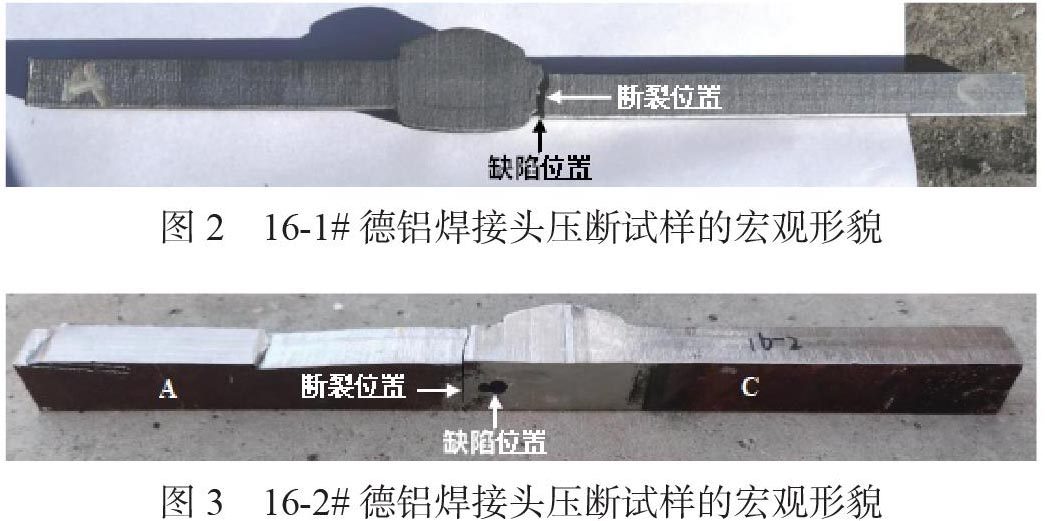
要求以探伤定位伤损情况为依据,选取适宜的16-1#德铝焊接头,将其长度和宽度分别截取为300毫米和16毫米,进行压断试样。至于16-2#德铝焊接头,则需从中截取300毫米长。20毫米宽的压断试样进行检测。使用MTS810材料试验机设备开展疲劳压断实验,所测得的宏观形貌特点如下图2和图3所示,从中可以看出,16-1#和16-2#德铝焊接接头的探伤缺陷存在一定差异,前者的断裂位置在探伤定位处,而后者则并未发生断裂。
4.3 检验结果分析
针对16-1#德铝焊接头进行检验,在其缺陷疲劳位置处可以观察到严重的铁素体及魏式组织,可以在其中的焊肉组织中观测到大规模的白色块状组织,也可以观测到网状铁素体组织结构。
针对16-2#德铝焊接头实施检验,在其缺陷位置处可能出现母材热影响区表面脱落,且缺陷问题多产生于母材脱碳层及焊缝过度区域,此位置处的晶粒较为粗大,且含有数量众多的网状铁素体结构,可能在其局部位置产生大量的魏氏组织。
要求在珠光体中增加一定量的铁素体,融入珠光体型焊剂,而显微组织中所出现的魏氏体组织和网状铁素体往往存在一定差异。16-2#德铝焊接头探伤定位位置处并未出现断裂,如果相关施工企业在检测后仍然存有疑虑,则说明此类缺陷的影响相对有限。
在完成上述检测后,施工单位仍然未能充分明确芜湖工务段的探伤灵敏度信息,导致该指标值远远超出了铁标的规定标准,使得芜湖工务段管理人员及施工企业并未在两种钢轨设备探伤中达成共识。在经过系列协商后,双方决定采用想用的探伤仪和探头设备,同时,需要结合TB/T 2658.21—2007标准标准要求,依据灵敏度标定方法进行距离波幅曲线制作,并据此实施德铝焊探伤验收。
结语:
综上所述,结合双方共同标定的探伤灵敏度标准要求可以确定轨道焊缝的灵敏度水平,检测所得的灵敏度已经远远超出TB/T 2658.21—2007标准4dB,针对皖赣宣芜段道岔焊接接头前期事故情况进行判定,确定其中含有23处重伤,针对该检测结果进行复核,最终在复核时更改了21处结果,但是仍然保留3处的重伤判定结果,其复核合格率高达91%。结合实验焊缝送检结果可以确定,芜湖工务段所做出的重伤判定不会影响焊缝材料的性能,尽管铁标判伤结果没有上海局所做出的标准严格,仍需结合现场实际检测情况进行判定,以免造成伤损漏检问题,影响线路铺设质量。
参考文献
[1]中华人民共和国铁道行业标准第21部分(TB/T 2658.21—2007).
[2]刘永章. 铁路钢轨焊缝超声波探伤技术及便携式检测仪器分析[J]. 中华建设,2021(02):104-105.
[3]李培,石永生,张玉华,马运忠,钟艳春,熊龙辉. 钢轨探伤车对钢轨焊缝缺陷的检测能力[J]. 无损检测,2021,43(04):1-4.
[4]中华人民共和国铁道行业标准(TB/T 1632.1—2014).

 京公网安备 11011302003690号
京公网安备 11011302003690号


