



- 收藏
- 加入书签

BCM-100催化剂生产K8009时易产生结块的解决方案
 打开文本图片集
打开文本图片集


摘要:中韩(武汉)石油化工有限公司 JPP装置在日常生产中,常用到JHC进口催化剂和国产BCM-100型催化剂。对比JHC进口催化剂,国产BCM-100型催化剂价格更低,活性更高。使用国产BCM-100型催化剂能降低成本,避免催化剂独家进口供应的风险。但通过长期生产经验总结,使用国产BCM-100催化剂生产K8009时,易产生结块问题对装置长周期生产不利。本文对BCM-100催化剂在生产K8009时易产生结块问题进行分析,阐述工艺上已经做出的对策以及对还未实施的对策进行研究。
关键词:JHC;BCM-100;降低成本;易结块;对策
前言
中韩(武汉)石油化工有限公司 JPP 装置生产的抗冲型聚丙烯牌号K8009是高抗冲产品,在汽车部件,电器还有炊具等行业有广泛应用,同时也是JPP装置日常生产的重要牌号。
截至2021年国内聚丙烯产能达3126万吨,2017-2021年中国聚丙烯产能持续增长,五年预计共增长1108万吨,平均增长率达9.21%,其中2021年增长310万吨,超过了消费增长速率,供需失衡越来越严重。面对激烈的市场竞争,结合装置本身现状实现有效降低成本的同时,装置保证长周期运行成为了我们刻不容缓的任务。
中韩(武汉)石油化工有限公司 JPP 装置投用国产型BCM-100催化剂已经有五年时间。经过长期生产实验总结得出,国产BCM-100催化剂在生产K8009时较进口JHC催化剂时拥有更高的活性[2],氢条敏感性和共聚能力相当,且产品性能也相当[3]。但在使用国产BCM-100催化剂生产K8009时,易产生结块,针对这一弊端,工艺上的有效改良能让国产BCM-100催化剂更加适用于生产牌号K8009。
1 结块的产生及依据
1.1结块的危害
对于JPP工艺,通常催化剂加入到第一反应器第一区,当催化剂出现黏结、分散不好或直接喷到金属表面时,立即会在第一区产生条状、片状或者块状料,特别是在催化剂进料量大时,反应器更容易发生结块。反应器结块会导致反应器出料阀门堵塞、下游旋转出料阀卡停或者下料不畅、反应器温度探头损坏、反应器浮动端密封损坏等问题,严重时导致装置停车。较小的条状料危害相对较小,一般不会直接造成反应器出料阀门堵塞或者下游旋转出料阀卡停,但是这种条状料不容易从反应器排出,大量堆积的条状料会占据反应器空间,导致料位控制不住,装置整体负荷受限等问题[4]。
1.2结块产生的判断
1.2.1除块器的清理频率
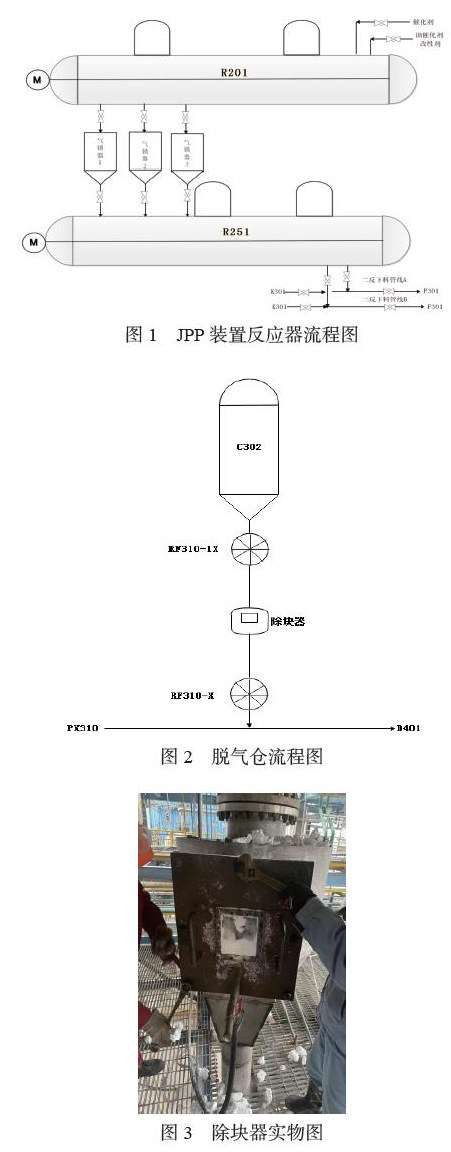
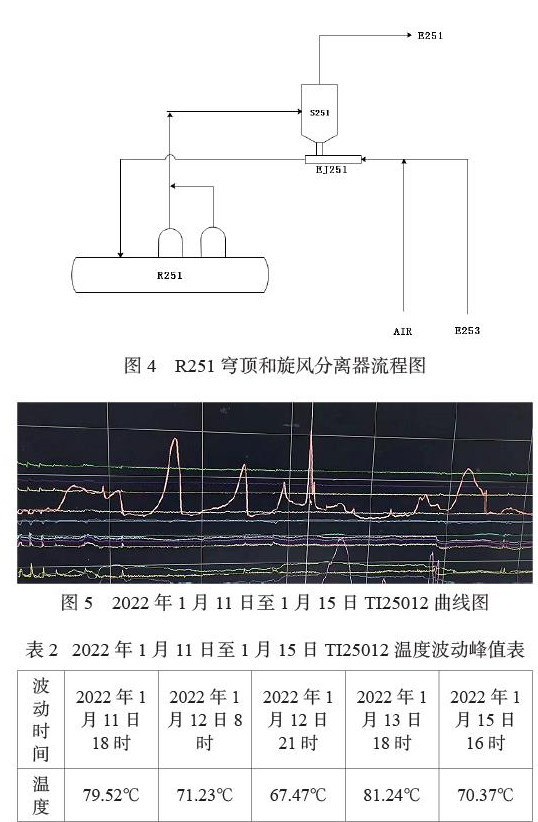
JPP 第一反应器(R201)是一个卧式带搅拌反应釜,如图 1 所示。丙烯在反应器(R201)中以气相的状态进行均聚,通过气锁器进入第二反应器(R251)与循环气中的乙烯发生共聚反应,反应生成的活性粉料通过第二反应器下料料腿进入脱气仓(C302)中脱活,脱气仓中已脱活的粉料通过旋阀(RF-310-1X)和旋阀(RF-310-2X),如图2所示进入(D401)。除块器,如图3所示,设计在两个旋阀之间的管线处。
除块器的主要作用是阻止脱气仓中的块状料进入到装置造粒单元,对挤压机造成影响。通过除块器清理的频率可以从侧面反应出反应器结块的情况,如果频率太高则说明这段时间反应器产生结块现象严重。从表1可以看出,在2022年的1月的4号至15号,我们使用国产BCM-100催化剂生产牌号K8009时清理除块器频率很高,平均24小时要清理两次,说明这段时间反应器中产生的块料较多。
1.2.2 R251穹顶温度
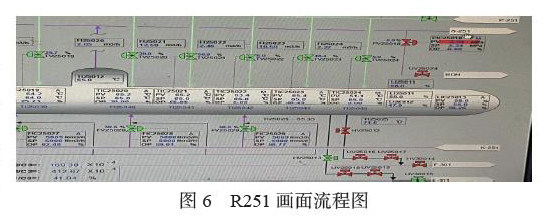
JPP反应器的穹顶主要起气固分离的作用,如图4所示,携带粉料的气体通过穹顶时,由于体积突然由小变大,气体的速度变慢,使大部分粉料回到反应器中,少部分粉料进入旋风分离器(S251)中。如图5和表2所示,在2022年1月11日至2022年1月15日用BCM催化剂生产K8009时发现穹顶温度TI25012发生5次较大波动,最高温度达80℃左右。正常TI25012温度大概65℃左右说明有活性粉料在穹顶处发生聚合反应,反应形成块料后落回反应器,温度才降回正常值。
1.2.3 M251功率
通常,反应器结块造成的危害是缓慢出现的,当结块堆积到一定程度时,反应器的空间相较于初始阶段缩小。在同一牌号,同一负荷,第二反应器(R251)搅拌桨(M251)的功率会较之前小幅度上涨。在长期块料堆积后,M251的功率也是判断反应器块料情况的重要指标。
1.2.4 R251温度点异常
第二反应器(R251)共有12个温度控制点,当有块料包裹住温控探头时,R251温度显示会异常,如图6所示。
2 结块的解决方案与分析
2.1脱气仓底部加除块器
JPP装置在2018年7月检修时,在脱气仓底部两个旋阀(RF310-1X)和(RF310-2X)之间加入了除块器,在投入实际运行中发现除块器能够较好地去除粉料中的大块料以及片状块料,确保了挤压机的使用周期。在极大程度上减轻了反应器产生块料对装置整体的影响。
2.2 S-251加活性抑制剂
2018年初,我们在旋风分离器(S-251)加入活性抑制剂系统,日常生产时流量大约为20-30L每小时,大约96h需切换一次。
聚合反应要有自由基才能进行,然后引发链式反应。氧气可以是使自由基淬灭(自由基进攻氧氧键,形成类似过氧化物的中间体),从而阻止反应继续进行[5-6]。所以,我们在旋风分离器(S-251)处加入活性抑制剂能有效阻止活性粉料在旋风分离器(S-251)进行聚合反应,形成堵塞。
2.3 催化剂配置外加改性剂
用国产BCM-100催化剂生产K8009时,当催化剂正常配置完成后,我们通常再加入一定比例的改性剂DIP,为配制时改性剂的两倍。外加改性剂不仅可以抑制催化剂的活性,而且防止催化剂在预聚合时局部反应过于激烈导致催化剂的活性不均匀[7]。
2.4 进口JHC和国产BCM-100催化剂交替使用
我们使用的进口JHC催化剂和国产BCM-100催化剂各有利弊,进口JHC催化剂价格昂贵,且带来了独家垄断的风险。国产BCM-100催化剂在生产K8009时活性比进口JHC催化剂高15%[8]。但进口JHC催化剂在生产K8009时产生块料的情况要优于国产BCM-100催化剂。所以,我们生产K8009时用BCM-100催化剂和JHC催化剂交替使用,如表3。这样不仅降低了成本,还减轻了结块对装置长周期运行的带来的影响。
3 其他解决方案
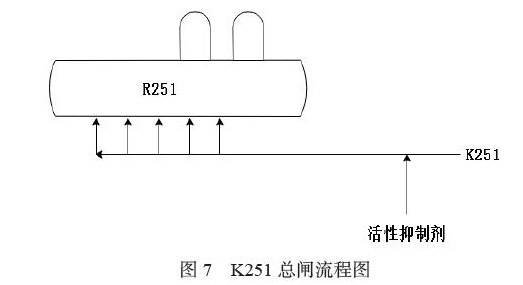
3.1 K-251出口处加总闸
如图7所示,在K251出口处加活性抑制剂,活性抑制剂随循环气10个喷嘴进入第二反应器(R251),这样加入的活性抑制剂更加均匀,能更加有效的抑制反应活性,同时能阻止块料的产生。目前该改造已经完成,但还未投用,具体活性抑制剂的流量以及相应的工艺参数的调整,还需要经过长时间的生产实践来确认。
3.2 除块器改为振动筛模式
从表1我们可以看到,在使用国产BCM-100催化剂生产牌号K8009时,我们清理除块器的频率为2次/24h。清理除块器将块料排出时,需隔离除块器,停旋阀(RF-310-1X)和旋阀(RF-310-2X)。频繁的启停设备对设备本身影响很大,同时在启动时也容易遇到预期外的问题导致旋阀无法启动,有停工的风险。
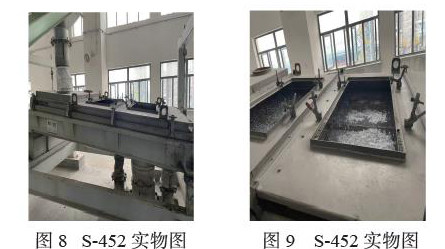
我们能借鉴挤压造粒振动筛(S-452)的设计,如图8和图9所示,将除块器改造成振动筛模式。这样能降低清理频次,有效保护设备。
3.3 脱气仓下料管线增加备用管线
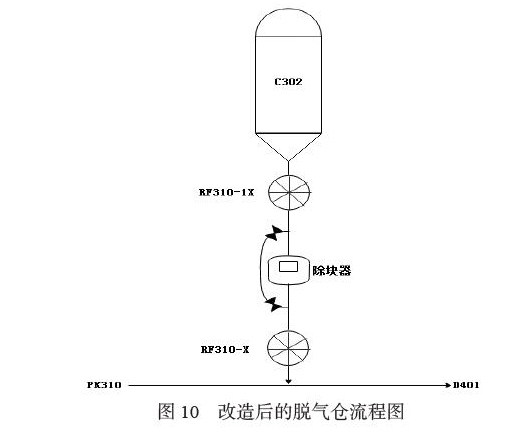
如图10所示,脱气仓(C302)下料处如果能加一根备用管线,在我们处理除块器问题时就没必要停旋阀(RF-310-1X)和旋阀(RF-310-2X),只需要将除块器处隔开,这样利于两个下料旋阀的长周期运行。
3.4 催化剂配置罐配脱冰机
在配制催化剂的过程中,需向催化剂卸料罐中要加一定量的丙烯,进行预聚合。这一步骤十分关键,当温度较高时,预聚合会很剧烈,催化剂的颗粒容易破碎产生活性细粉,进入反应器后活性不均匀易产生块料[9-10]。我们可以采用冰机给循环水降温,从而让催化剂卸料罐保持较低的温度,使配制出的催化剂细粉减少,活性更加均匀。
4 总结
本文总结了BCM-100催化剂生产牌号K8009时易产生结块的依据,以及工艺上的相应解决方案。
1.催化剂配制和储存方面,催化剂配制罐配脱冰机使催化剂细粉减少,配制BCM-100催化剂时外加改性剂DIP来使催化剂活性更加均匀。
2.工艺改造方面,旋风分离器(S251)加活性抑制剂使S251堵塞的风险减小,第二反应器循环气压缩机(K251)出口处加总闸使反应器块料减少。
3.减少块料的危害,脱气仓底部加装除块器有效阻止了块料进入挤压机。脱气仓底部设计备用管线以及除块器改造为振动筛模式都是有利于旋阀的长周期运行的有效方案。
4.生产K8009时,国产BCM-100催化剂和进口催化剂交替使用,在节约成本的同时也能够减少块料的产生。
参考文献
[1]洪定一.聚丙烯——原理、工艺与技术[M].北京:中国石化 出版社,2002:152-153.
[2]Chadwick J C,Morini G,Balbontin G,et al. Effects of internal and external donors on the regio- and stereoselectivity of active species in MgCl2-supported catalysts for propene polymerization[J]. Macromol Chem Phys,2001,202(10): 1995 - 2002.
[3]谭忠,徐秀东,周奇龙,等. 丙烯聚合用BCM系列催化剂 的开发[J]. 合成树脂及塑料,2014,31(3):9 - 12.
[4]保泽民. 聚丙烯生产工艺及影响聚合反应杂质分析[J]. 化工设计通讯,2017,(04)
[5]黄启望,陈斌. 无纺布专用PP树脂S960的开发[J]. 合成树 脂及塑料,2012,29(6):5 - 8.
[6]李秀军. 可控流变工艺生产无纺布专用PP树脂[J]. 合成树 脂及塑料,2012,29(6):1 - 4.
[7]杨渊,姚军燕,党小飞,等. 内给电子体对Ziegler-Natta催化剂性能的影响[J]. 高分子学报,2013(4):511 - 517.
[8]别朝晖,毛文华,靳鹏举. BCM-100H型催化剂在Horizone 聚丙烯装置上的工业应用[J]. 合成树脂及塑料,2017,34 (3):64 - 67.
[9]Masaki F. Solid catalyst component for polymerizing olefin, catalyst for polymerizing olefin and method for producing polyolefin:JP,2001139621[P]. 2006-03-08.
[10]Kakugo M,Sadatoahi H,Sakai J,et al. Growth of polypropylene particles in heterogeneous Ziegler-Natta polymerization [J].Macromolecules,1989,22(7):3172-3177.
[11]全国塑料标准化技术委员会石化塑料树脂产品分会. GB/T 2412—2008 塑料 聚丙烯(PP)和丙烯共聚物热塑性塑料 等规指数的测定[S]. 北京:中国标准出版社,2008.
[12]全国塑料标准化技术委员会方法和产品分会. GB/T 1040.2— 2006 塑料 拉伸性能的测定 第2部分:模塑和挤塑塑料的试 验条件[S]. 北京:中国标准出版社,2007.
[13]高明智,李红明. 聚丙烯催化剂的研发进展[J]. 石油化工, 2007,36(6):535 - 546.
.

 京公网安备 11011302003690号
京公网安备 11011302003690号


