



- 收藏
- 加入书签

浅析某化工厂一台氨制冷在用压力容器封头出现表面裂纹的原因
 打开文本图片集
打开文本图片集
摘要:本文是笔者于2021年12月底在某化工厂进行一批压力容器定期检验过程中,在进行磁粉检测时,发现其中一台氨制冷在用压力容器下封头直边段出现了表面裂纹。本文浅析表面裂纹形成的原因,并提出相应的预防措施。
关键词:压力容器、定期检验、磁粉检测、氨制冷、下封头。
1,概述
目前,因氨作为制冷剂具有单位质量制冷量大,易于获得,价格低廉,压力适中,放热系数高,流动阻力小,泄漏时很容易发现等优点,而在国内外得到广泛应用。而氨制冷系统中需要各种压力容器,压力容器起着储存和分离等各种功能。所以压力容器的安全尤为重要,必须严格按照相关法规进行定期检验。近年来,时常有报道一些化工厂有氨制冷压力容器失效导致氨泄漏事故。2021年12底,笔者在对某化工厂对一批压力容器进行定期检验过程中,在进行磁粉检测时发现一台氨制冷在用压力容器下封头直边段出现表面裂纹。对其裂纹进行观测,其裂纹在直边处紧靠环焊缝,且与环焊缝呈垂直状态,长度10-15mm,后经过打磨约5mm深处就消除了,见图1,通过现场查阅容器相关出厂技术资料,均符合相关技术标准要求。
2,裂纹原因分析
2.1封头加工过程的应力状态分析
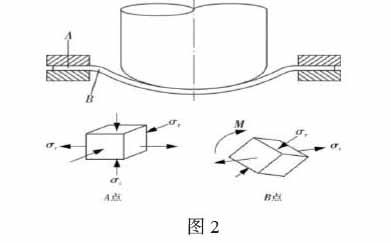
制冷压力容器封头的规格尺寸普遍较小,常用的加工方法有冷冲压和热冲压。板料冲压属于拉伸过程,是弹性变形向塑性变形转变的过程。在冲压过程中封头各部位的塑性变形不同,应力状态也各不相同[1]。如图2所示封头冲压过程中,板料边缘由于受到冲头向下的压力而承受径向拉伸应力σr,在与径向拉伸应力垂直作用的方向上产生切向压应力σt,以及厚度方向上压应力σz。在圆弧过渡部位,受到径向拉伸应力和切向压缩应力的同时还受弯曲而产生弯曲应力。冲压过程中的最大应力发生在板料完全包裏下模的圆角时,即冲头的直边进入下模圆角的起点处,也就是冲压完成后的封头直边部位[2]。封头的热冲压是板料在全塑性状态下进行的,封头外壁底部随球冠逐渐增大在过渡段出现少许回落,在封头直边段迅速增大,直边段出现应力最大值[3]。
2.2消除加工残余应力状态分析
封头在冷冲压成形后,其过渡段和直边因产生过大的形变而存在严重的冷作硬化和残余应力,依据GB/T25198-2010《压力容器封头》的相关规定,凸形封头应于冷成形后进行热处理[4]。封头在冲压过程中,各个晶粒沿着板料的拉伸方向伸长或破碎形成纤维状,変形程度很大时,在破碎和拉长的晶粒內部出现许多极细小的碎块。金属中存在弹性畸变和内应力。因此冷压封头须经再结晶退火处理,使封头材料发生再结晶,从而消除冷作硬化及金属内部残余应力,提高金属韧性。再结晶温度与金属材料的合金成分和冷塑性变形量有关,変形量为6%~10%时,再结晶温度随变形量增加而降低,到一定值时不再变化,一般钢材的再结晶退火温度为650~700℃,保温1~3h。退火温度太高晶粒会明显长大,退火温低,再结晶不完全,晶粒大小不均匀[5]。
封头加工单位在进行冷加工封头的热处理时通常采用的热处理600-640℃,保温1小时。根据NB/T47015-2011《压力容器焊接规程》的相关规定,碳素钢与低合金钢消除残余应力热处理的最低保温温度为600℃,保温时间为钢板厚度/25且不少于15min。显然冷压封头的热处理保温时间能满足再结晶退火和消除残应力退火的要求。但是热处理温度偏低[6]。
热冲压封头的终压温度能保证在750℃以上,高于再结晶退火温度,不需要另外进行退火处理。热冲压封头成形后如果直径存在较大偏差或不能满足订货要求时,常常会用旋压机对直边或者过渡段和直边一起进行修整,这样就在热冲压成形的封头直边部位产生了新的冷作硬化和残余应力。
2.3组装、焊接残余应力
容器制造过程中若筒体与封头组对时存在错边,也会在焊缝及附近区域产生残余应力。另外有相关学者文献研究结果表明焊缝屈服强度与母材相同时,焊缝残余应力高达屈服强度。当焊缝屈服强度高于母材时,焊缝残余应力高达屈服强度,热影响区残余应力高于母材屈服强度。随着焊缝强度增加,焊缝热影响区的残余应力增加。焊缝余高的存在会在焊缝与母材的过渡处,即焊趾部位产生应力集中,还有焊接时由于温差作用也会产生残余应力[1]。
3,结论
在用压力容器之所以封头出现裂纹,是因为冷冲压封头虽经消除残余应力热处理但热处理温度偏低,残余应力没有充分消除。热压封头冲压结束后在冷态进行修整致使直边产生新的冷加工残余应力。封头本身存在的残余应力、组装时因错边产生的残余应力、以及因存在焊缝余高在焊缝焊趾部位产生的应力集中叠加或相互影响致使封头直边环焊缝焊趾部位出现应力峰值是导致封头直边环焊缝焊趾部位屡屡开裂失效的主要原因[1]。
4,防止措施
(1)用于氨制冷压力容器的封头应优先选用热冲压加工且脱模后不应进行修整如有修整则须进行再结晶退火热处理。如采用冷冲压+热处理的封头则须进行再结晶退火热处理不能用消除残余应力热处理代替,且须保证热处理时封头的各个部位受热均匀。
(2)封头与筒节组装时严禁错边量超标,甚至可以提出比GB/T150.4-2011《压力容器第4部分:制造、检验和验收》更严格的要求[7]。
参考文献
[1]熊从贵,胡家扬,林通.氨制冷压力容器封头直边开裂原因分析
[2]李业勤.钢制压力容器封头实用技术
[3]刘晓婷,张士宏,刘劲松等球形封头冲压成型残余应力分析
[4]压力容器封头:GB/T25198-2010
[5]金属热处理工艺学
[6]压力容器焊接规程NB/T47015-2011
[7]压力容器GB/T150-2011
作者简介:冯武强,男,毕业于太原科技大学材料物理专业。曾在中国能建集团山西电力建设有限公司金属试验室从事金属材料无损检测工作,于2016年6月至今在广西特种设备检验研究院河池分院从事承压类特种设备检验检测工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


