



- 收藏
- 加入书签

基于ACS880变频器的倾动主从控制系统应用
 打开文本图片集
打开文本图片集

中图分类号:TU 文献标识码:A 文章编号:(2020)-10-366
一、变频器主从控制原理
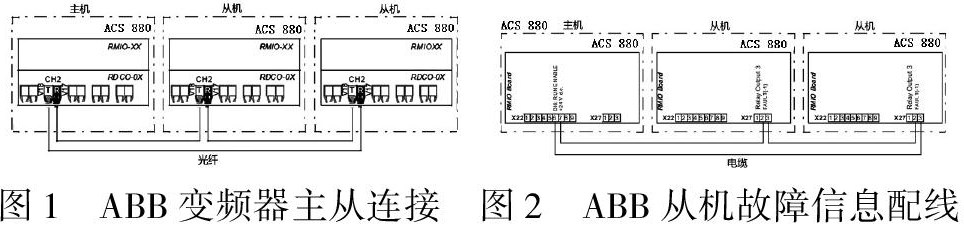
在主从控制应用中,外部信号(包括起动、停止、给定信号等)只与主机变频器相连,主机通过光纤将从机控制字和转速给定值、转矩给定值广播给所有的从机,实现对从机的控制。从机一般不通过主从通讯链路向主机发送任何反馈数据,从机的故障信号单独连至主机的运行使能信号端,形成联锁。一旦发生故障,联锁将停止主机和从机的运行。
二、转炉冶炼工艺对倾动系统的要求
福建泉州闽光钢铁有限公司炼钢厂转炉系统是炼钢生产的核心,电气控制采用四台变频器分别控制电机同时运行的控制方式。生产过程中冶炼时,转炉必须在0度位置,出钢时在-84±1 度,进废钢、铁水时在30度上下移动,中期测温在90度,倒渣在180度。因此在运行过程中必须精准,方能保证冶炼安全。
原先的倾动系统投运年限较长,设计建造时倾动系统未采用转矩主从控制,生产过程中存在一定的操作风险,目前急需进行优化升级在不改变原有应急摇炉功能的情况下,对原有四台倾动变频给定相同固定频率的控制改为四台倾动变频主从控制,实现主机速度控制,从机转矩控制,达到倾动减速机无相对机械扭力,摇炉平顺的目的。电气PLC系统利旧采用西门子S7 315PN CPU通过PN通信来控制ACS880变频器。
三、变频器主从控制方案的实施细节
3.1设备材料准备如下:
4台ACS880-01-169A-3+D150变频器(其中一台为主机,其它三台为从机)、4套制电阻柜、ACS880 通讯光纤(4套)、万用表(1个)、变频器使用说明书(1份)、变频器参数表(若干)、主从控制功能说明书(若干)、变频器调试检查表(2份)、控制线(2米)、警示带(10米)、警示牌、扳手(2套)、螺丝刀(2把)、对讲机(2对)、测温枪(1把)、计算机电脑(1台)、编程电缆(1条)以纸笔等。
电机参数:额定电压380VAC;额定电流66A;额定功率30Kw;额定转速735r/min;额定频率50Hz。
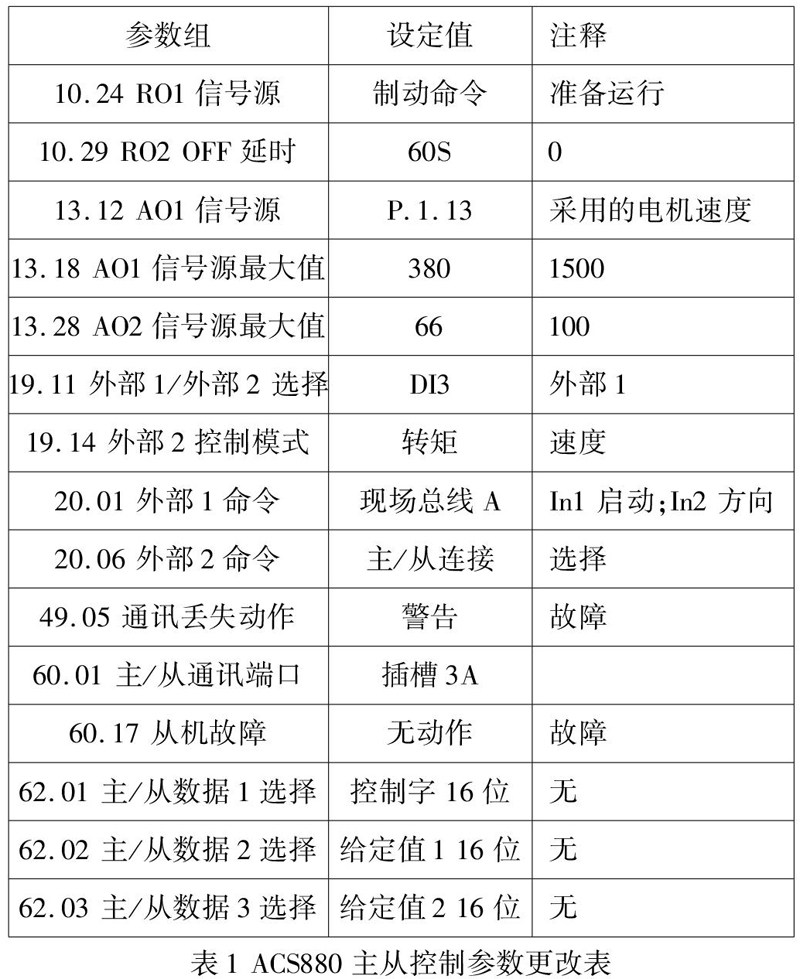
3.2变频器主从参数的设置
本转炉倾动系统,主机与从机的电机是通过同一个减速机同轴联结(刚性连接)的,因此主机应采用速度控制模式,从机应采用转矩控制模式,以使各传动单元不存在速度差异,保证倾动运行平稳。所有的外部控制信号将只连接到主机上数字输入口DI1- DI6,而从机的控制信号通过光纤从主机通讯获得,不需另接外部控制信号。从机不会通过串行口向主机反馈数据,因此单独使用一根电缆将从机故障端口RO3传送给主机的启动联锁端口X22组的8和11号端子。此种连接方式,只要从机出现故障,主机和从机都会停止运行。
3.3电机运行方向和低高速控制的实现
3.3.1电机起动、运行方向的控制
转炉倾动计算机控制系统由西门子Step7 PLC 控制。整套系统的控制由主控室和炉前操作室两地操作,根据生产时间进行合理的选择操作,由PLC 完成。电机的启动和运行方向由主令控制器发出送至PLC来控制变频。启动信号接在变频器的DI1,运行方向信号接在变频器的DI2。
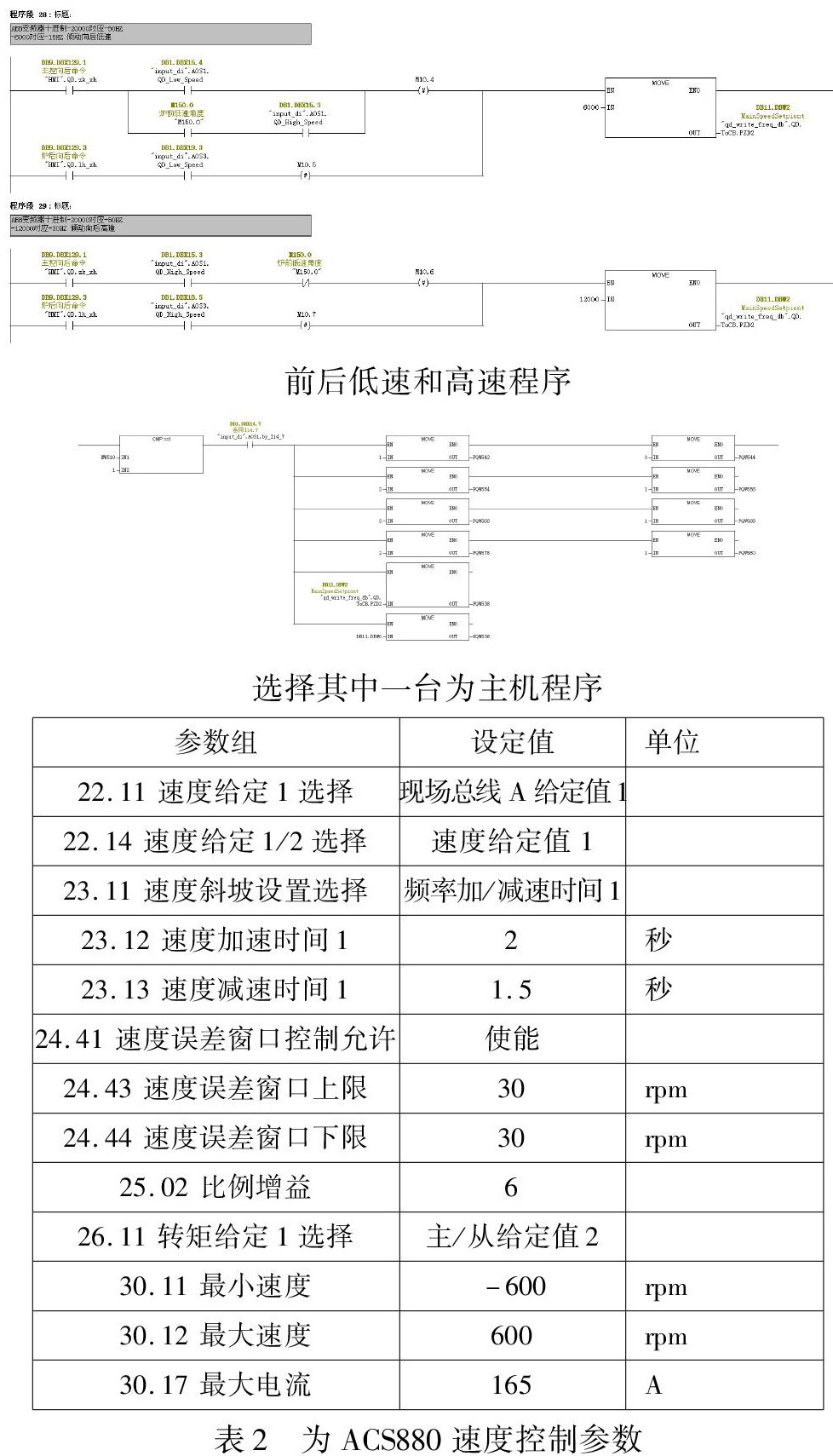
3.3.2倾动运行过程中的速度控制
转炉倾动在运行过程中要通过主令操作来控制低速和高速运行,,低速运行在220r/min由操作主令送PLC转至变频的DI3,高速运行在441r/min由操作主令送PLC转至变频的DI4。下面举一实例进行验证如下:转炉车间炉前出钢摇炉操作。
出钢前期操作:a.出钢工从对讲机或口头中听到炉长的出钢指令后,出钢工向前轻推摇炉杆至2档,快速向出钢面摇下炉子。b.目视转炉倾角至变速角度时(-76 度),向后轻拉摇炉杆至“1”档,用慢速挡进行摇.c.当摇到一定出钢角度时(-84±1 度),向后轻拉摇炉杆至“0”位,等待指令。d.从炉后操作室出钢观察孔看到钢水出至钢包。
出钢中期操作:a.炉长从炉口观察炉渣是否从炉口流出。(1)有流渣则指挥炉前工进行压渣操作,(2)无流渣或压渣结束后,指挥出钢工点动摇下炉子;b.出钢工听到炉长点动摇下炉子的指令后,用1 挡点动摇低炉子。
出钢后期操作: a.出钢工接听到炉长“摇低炉子”指令后点动摇低炉子;b.挡渣工接到炉长“挡渣”指令后,开始定位挡渣,同时,出钢工不能摇炉子;c.定位挡渣结束后,出钢工继续点动往下摇炉。右旋钢包车开关(见图1),开动钢包车,使钢水注流靠近副跨方向钢包壁。
出钢结束:a.炉长站在合金溜槽边,用护目镜目视钢流,发现钢水出完后,用铁锤敲响挂在合金料斗边上的铁钟;b.出钢工听到敲铁钟的声音时,向后拉摇炉杆快速摇起炉子;c.同时右旋钢包车开关,开动钢包车向渣跨方向行驶;d.炉子摇至-30 度时转1 档继续摇炉至-18 度,向前轻推摇炉杆至“0”档,使转炉停止,等待炉前工处理出钢口内的挡渣塞以及堵上出钢帽;e.出钢工将钢包车往接收跨方向开,等钢包车离开炉子下方,将钢包车操作指令转给炉下。
摇正炉子:a.挡渣帽堵好后,出钢工把炉子摇至垂直位后摇炉主令回“0”档;b.炉长在炉前操作室把左旋摇炉开关,把操作权转到炉前。
四、制动方式的选择
4.1变频器起动和停车方式的选择
当转炉加入废钢和铁水时总重量将达90t重载起动,此时电机和机械制动释放要同时进行,电机的起动方式的参数“21.01起动械必须选恒定励磁”。为达到瞬间的转矩,恒定励磁时间要足够长,才能产生足够的励磁和转矩。
为保证转炉系统平稳、精准停车,减少对电机和机械的伤害,变频器“23.11设定为斜坡减速停车方式”。
4.2电气制动方式的选择
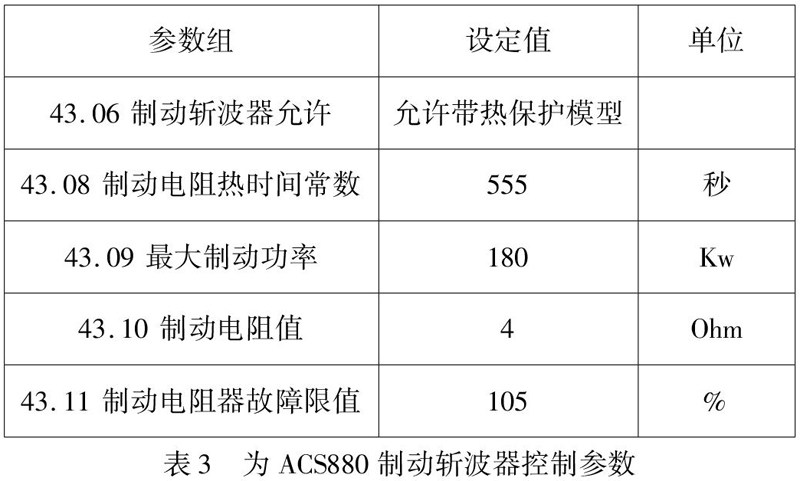
ACS880变频器内部有电磁制动和直流制动两种电气制动方式,为了保证转炉倾动的平稳、精确停车,减少电机和机械设备的窜动,电机停车方式选择为斜坡减速停车方式,而斜坡减速过程是在运行信号断开以后。而运行信号断开以上两种制动方式立即失效,达不到制动目的。因此采用制动斩波器和制动电阻器进行制动,可以通过变频器的“43 BRAKE CHOPPER”(制动斩波器控制)中的5组参数进行设置。
参数组设定值单位43.06 制动斩波器允许允许带热保护模型 43.08 制动电阻热时间常数555秒43.09 最大制动功率180Kw43.10 制动电阻值4Ohm43.11 制动电阻器故障限值105%
4.3制动的控制
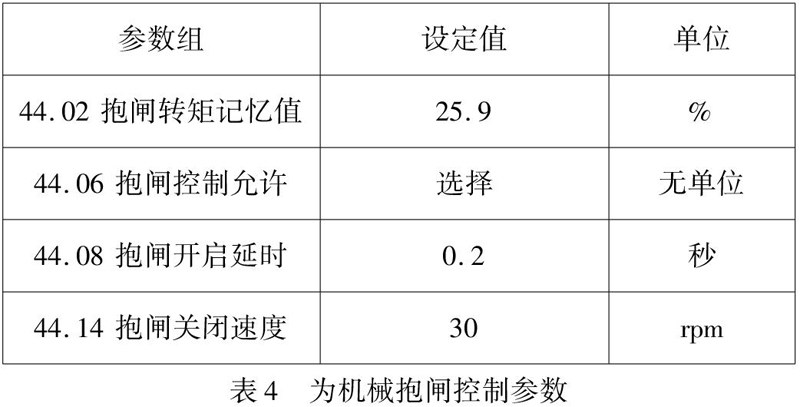
转炉倾动在停车后或运行过程中可能发生突然停电等故障,这时电机处于无力矩状态,必须有外部的机械制动才能控制,采用电力液压抱闸制动器。而电力液压抱闸制动器在松开和闭合过程中都有滞后性,同时起动过程是重载,电机需要建立足够的转矩和电流,制动器才能松开,所以对制动器的控制是非常关键的。ACS880变频器机械制动控制功能就可以实现对外部制动器的精确控制。
在转炉倾动启动瞬间,首先要检测变频器输出力矩是否足够。在判断建立了足够的转矩和电流后,变频输出继电器DO2得电,加入抱闸接触器得电条件的连锁,控制液压抱闸的打开。
五、总结
针对炼钢转炉倾动变频主从控制系统的改造,不仅能够保证多个同轴电机的同步运行,而且可较好地实现负载的均匀分配,减少了设备因不同步、负载分配不平衡而导致的系统故障和产品质量差等现象的发生,保证了炼钢生产的正常高效的运行。
闽光钢铁有限责任公司 福建省泉州市 362411

 京公网安备 11011302003690号
京公网安备 11011302003690号


