



- 收藏
- 加入书签

基于均值与标准偏差测算的质量稳定性评价系统
 打开文本图片集
打开文本图片集




摘要: 为提升生产过程产品质量稳定性,设计了一种基于均值与标准偏差测算的质量稳定性评价系统。将过程关键质量特性的均值与标准偏差纳入合格率计算公式,并由权重几何平均值的方法计算工序、环节合格率;按照质量稳定性的影响程度对工序及指标进行权重赋值;构建了牌号(批间)、生产过程、生产环节、工序和关键因素指标质量稳定性评价体系;并对超出报警设置中对各牌号模板的各级要素的合格率报警,采取生产控制干预的手段及时调整过程中的非稳态环节,实现了预测与反馈控制。以汉中卷烟厂“延安(公主)”牌卷烟为对象进行测试,结果表明:改进后实现了生产过程质量稳定性的自动测算,稳态项占比提高了3.3%,有效提高了质量控制的稳定性。
关键词: 均值; 标准偏差; 质量稳定性
随着烟草行业自动化、信息化及智能化水平的提高,企业日常生产过程控制和质量检验等输出的质量数据越来越丰富,由于数据采集的频率、方法不同,造成不同类型的质量数据的统计量和自由度产生很大的差异,给统计技术带来很大的难度。针对此问题汪芸等[1] 对预控图的格式、评价规则、稳定性评判概率进行了比较分析; 刘宇等[2] 提出了小批量生产过程质量控制的单值回归预控图法,并应用预控图法的稳定性评价法则对生产过程质量进行监控;N.Pan.A等[3] 对以往预控图设定准则、判定准则及样本大小进行比较分析的基础上,提出了多变量预控图及其稳定性判定准则,并与HotellingT2控制图、一般预控图的稳定性判定准则及其有效性进行了比较;李善莲等[4] 为弥补现有质量稳定性评价方法灵敏性不足,运用统计技术设计一种卷烟生产过程质量稳定性评价方法,能够准确反映烟丝质量水平,提高了批次及工序质量稳定性评价结论的可靠性。
1 系统设计
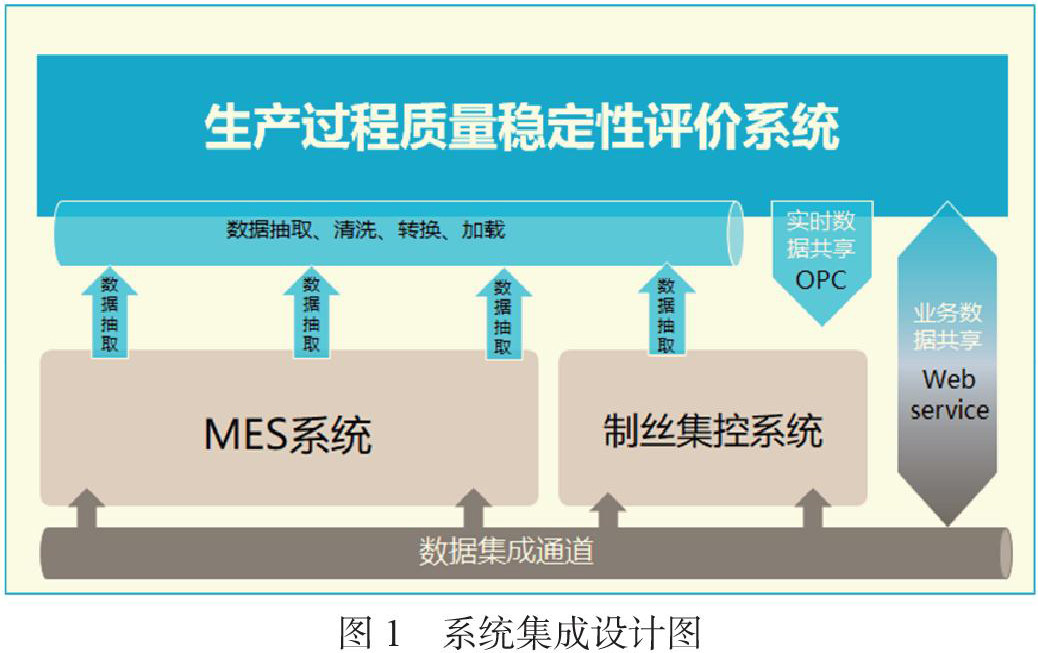
在集成的设计上,重点考虑整体集成、标准化设计、集成稳定性和信息高效共享的原则,对于业务交互类的数据共享采用汉中卷烟厂已有的集成平台来实现,针对所需的外部数据,通过系统的数据采集工具来实现从外部系统的数据抽取,抽取方式包括实时、定时和触发等多种模式。系统集成支持Web Services, JDBC,OPC,Message,XML File多种接口技术,满足集成差异化的要求,见图1。
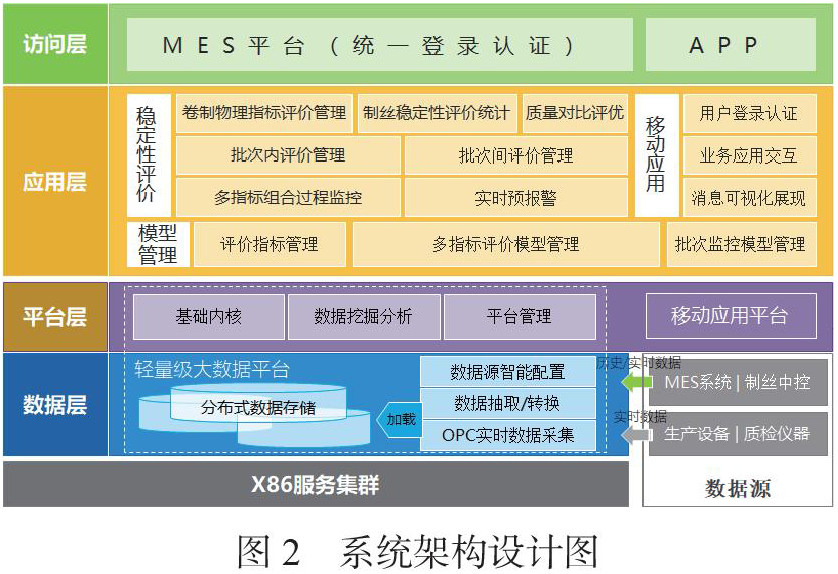
基于现有MES系统扩展生产过程质量稳定性评价模块,采集生产全过程关键工艺质量参数数据,构建工艺质量指标库,运用指标库对关键工艺参数、各工序、批次(单批)、牌号(批间)数据进行统计评价,并提供直方图、控制图等数据分析展现功能,实现对当批过程质量数据的实时监控、判定、预警及班组、机台对比评优功能,见图2。
1.1 基于均值与标准偏差的控制模式
1.1.1 合格率的计算
由测量过程关键质量特性的均值与标准偏差,计算出指标合格率;由权重几何平均值的方法计算工序、环节合格率;采用加权平均的方法计算其生产工序得分、生产环节得分及牌号批次间、批次内得分,由几何平均的方法计算过程的标准合格率;b代表指标上限;a代表指标下限;`X总体均值,用样本均值估计;S代表总体标准差,用样本标准偏差估计;Φ代表服从平均值和标准偏差的正态分布函数。
式中:公式(1)代表双侧标准下合格率计算;公式(2)(3)代表单侧标准下合格率计算。
1.1.2 合格率与得分转换
指标得分:以所有参与测评指标合格率P与当前阶段设定的指标合格率目标值、挑战值进行对比;当P<目标值时,得0分;当目标值≤P<挑战值时,得90分;当P≥挑战值时,得100分;未设定挑战值的指标,P≥目标值时,得100分;
工序、环节、牌号得分:根据权重的设置,采用权重几何平均值进行计算;若该工序中包含的关键质量特性属于相对独立且具备单一因素合格性判定时,采用每个关键质量特性的合格率的乘积作为该工序的总体合格率,见公式(4)、(5)、(6)。
1.1.3 合格率与得分转换
根据合格率计算结果,运用返回指定平均值和标准偏差的正态分布函数的反函数计算,长期分布是在短期分布平均值基础上再偏移1.5个短期标准差;
式中:Z代表制造过程能力指数;V代表返回指定平均值和标准偏差的正态累计分布函数的反函数;P代表合格率。
1.2 评价指标的构建
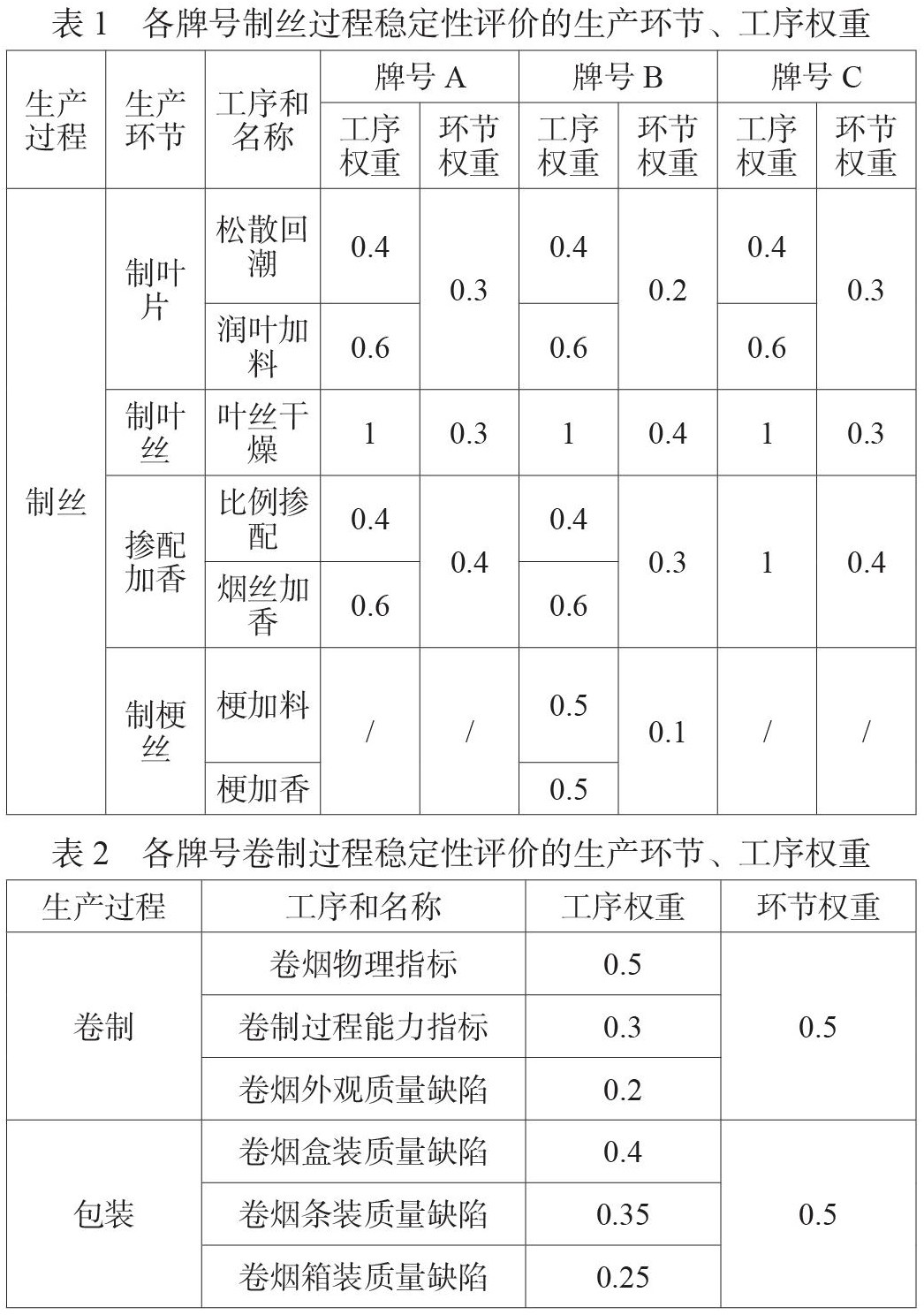
在生产过程质量稳定性评价过程中,各质量评价指标分别反映工序或指标对生产过程质量稳定性的影响程度,可确定质量稳定性评价指标的权重。本研究采用专家咨询法并结合实际质量控制经验,根据对质量稳定性的影响程度对工序及指标进行权重赋值,确定各牌号生产过程稳定性评价的质量指标及权重,结果见表1、2。
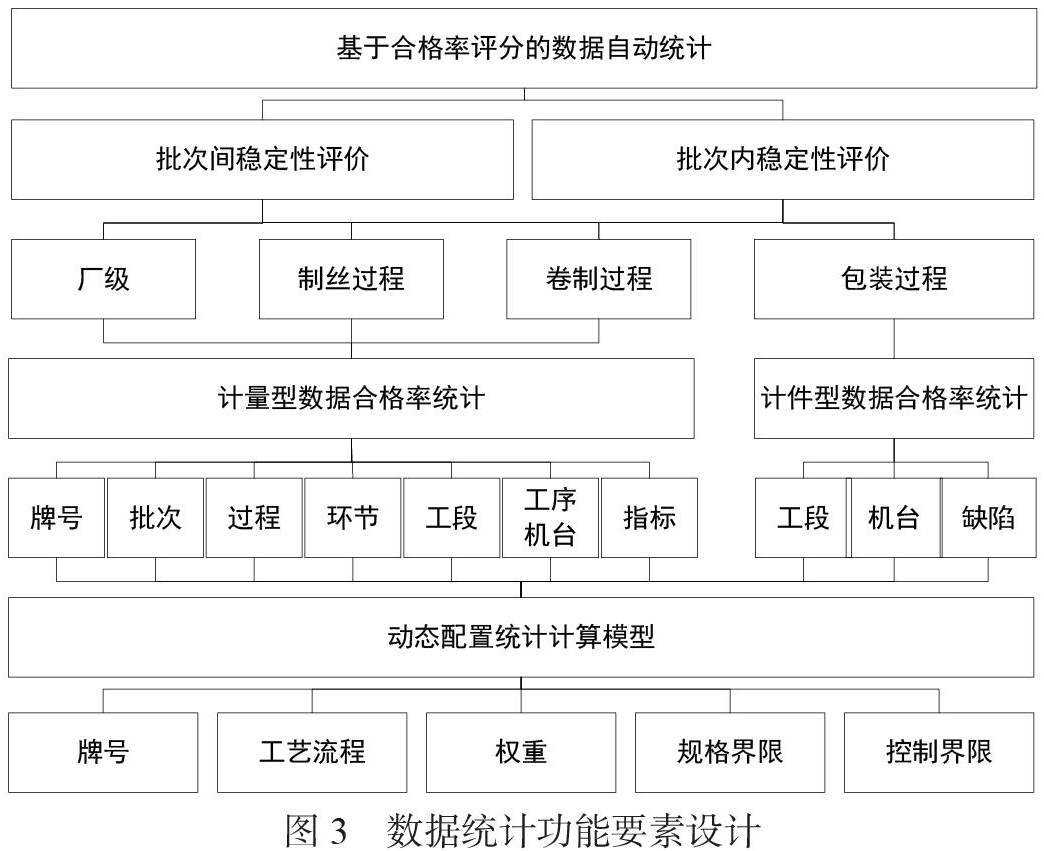
1.3 数据统计功能要素构建
具体包含CTQ、上下线规格、平均值/缺陷数、标准偏差/样本数、CPK、指标合格率、西格玛、合格率控制界限、单项得分、工序得分、工序合格率、生产环节得分、稳定性评价总分、总体合格率等指标,具有独立的测算模型,见图3。
1.4 预报警功能实现
对超出报警设置中对各牌号模板的各级要素的合格率报警,依据各牌号关键指标的规定内容报警,依据流量称流量是否为0为报警;对卷包车间箱、条、盒、烟支外观缺陷,烟支物理指标超标支数及标准偏差,端部落丝量,成品水分生成报警数据。预警信息的准确、实时报送,有助于启动异常问题的快速相应处理流程,从而提升生产过程质量控制处理的及时性、时效性。
2 应用效果
2.1 试验设计
材料:“延安(公主)”牌卷烟(陕西中烟工业有限责任公司汉中卷烟厂提供)
测试方法:通过OPC通讯方式每20s实时采集数据,运用系统管控生产过程参数控制,及时处理预报警信息参与过程指导,统计10批次改进前后稳态项占比。
2.2 数据分析
由表3可见,改进后稳态项占比由96.44%增加至99.74%,提升了3.3%,显著提高了过程质量的稳定性。
3 结论
为提升生产过程质量稳定性,设计基于均值与标准偏差测算的质量稳定性评价系统。通过测量过程关键质量特性的均值与标准偏差计算指标合格率,并由权重几何平均值的方法计算工序、环节合格率;采用专家咨询法并结合实际质量控制经验,根据对质量稳定性的影响程度对工序及指标进行权重赋值;通过设计牌号(批间)、生产过程、生产环节、工序和关键因素指标五个层次的数据测算要素,构建多级质量稳定性评价体系;依据各牌号规定的关键指标内容,对超出报警设置中对各牌号模板的各级要素的合格率报警;以汉中卷烟厂生产的“延安(公主)”牌卷烟为对象进行测试,结果表明:改进后生产过程稳态项占比提高了3.3%,有效的提高了稳态控制水平。本研究建立的基于均值与标准偏差控制相结合的评价方式,通用性好,适于在质量控制系统中推广应用。
参考文献
{1} 汪芸.新质量工具一第三讲质量控制的工具预控图[J].质量与可靠性,2004(6):57.58
{2} 刘宏.应用预控法监控过程质量[J].电子质量,2006(8):35.37
{3} J.N.Pan.A study of multivariate pre-eontrol charts[J].International Journal Production Economics,2007:160-170
{4} 熊安言.李善莲.丁美宙.刘文召.顾亮 卷烟生产过程质量稳定性评价方法的设计及应用[J].食品与机械,2017,2(2): 183-187

 京公网安备 11011302003690号
京公网安备 11011302003690号


